微小流量监测单元在压滤机入料控制中的应用
2015-12-20殷宪文黄孝奎
孙 谦,殷宪文,冯 永,黄孝奎,单 勇,梁 艳
(1.枣庄矿业集团 高庄煤业有限公司,山东 枣庄 277605;2.枣庄矿业集团 煤质管理处,山东 枣庄 277000)
微小流量监测单元在压滤机入料控制中的应用
孙 谦1,殷宪文1,冯 永1,黄孝奎1,单 勇1,梁 艳2
(1.枣庄矿业集团 高庄煤业有限公司,山东 枣庄 277605;2.枣庄矿业集团 煤质管理处,山东 枣庄 277000)
为解决高煤公司选煤厂压滤机原手动入料控制方式引发的设备故障率高、产品质量不稳定的问题,提出了基于微小流量监测单元的控制方式。采用外夹式超声波流量计、PLC建立流量监测单元,将压滤机入料由时间控制调整为流量控制,实现根据入料流量变化灵活控制入料泵启停的目的。压滤机入料控制方式优化后,压滤系统自动控制水平进一步提高,设备运行更加稳定。
压滤机入料;流量监测;煤泥水浓度
高庄煤业有限公司选煤厂(以下简称高煤公司选煤厂)原有四台KM-250/1600型快速高效隔膜压滤机,通过配置的OMRON的CPM2A系列可编程控制器实现压滤机运行的自动控制。2011年该厂在煤泥水平衡自动化改造过程中,通过施耐德昆腾系列PLC与现场随机柜PLC的通讯,实现压滤系统的联机自动化控制。作为压滤机工作的重要环节,入料压榨效果的好坏是决定产品质量优劣的重要因素。该厂压滤机原设计通过监测入料压力来判断停泵时间,存在问题较多,无法正常使用;后来采用手动控制入料方式,由操作员根据滤液的多少,结合现场生产经验,判断入料压榨是否充分,从而确定是否需要停泵。
但手动控制入料时所需人力资源多,人为因素较多,控制效果不理想。压滤机入料期间需要操作人员时刻注意入料情况,且现场所需人员较多;同时,受井下采面的影响,煤泥水浓度变化较大,加之不同操作人员的操作习惯存在差异,易造成入料时间误差大,煤泥产品质量不稳定,主要是产品水分变化大;此外,手动入料控制无法根据煤泥水浓度自动调节入料时间,易出现入料不足或入料时间过长的现象,导致滤饼水分较大、不易卸料,或滤板中心孔被堵塞,进而使滤布和滤板损坏,无法持续生产。为此,采用基于微小流量监测单元的控制方式对压滤机入料进行控制,以提高设备运行的稳定性,降低煤泥产品水分。
1 方案设计
针对压滤机入料控制中存在的问题,从两方面考虑解决方案:放弃通过压力检测来采集压滤机入料信息,寻找能够更好的体现压滤机入料情况的参数,并对其进行检测;选择灵敏度高、耐用的检测设备,实现所选参数的实时检测。
1.1 监测参数的确定
在压滤机入料过程中,入料泵将煤浆从尾板的给料孔给入滤室,煤浆借助入料泵的给料压力进行固液分离,并在滤布的作用下于滤室内逐渐形成滤饼。压滤初期,煤浆在滤室内形成的滤饼较薄,滤饼产生的阻力较小,入料流量较大;随着滤饼厚度的增加,其阻力增大,压滤速度下降,入料流量逐渐减小;随着入料时间的增加,入料流量变化的幅度减少,在入料泵流量和扬程选择合理的情况下,入料流量会在一个微小值上保持平衡,这时压滤过程结束。通过对压滤机入料情况分析可以看出,入料流量和压力在压榨过程中都能体现出入料的实际情况。因此,可以通过监测入料压力或入料流量来确定停泵时间。
监测入料压力时需要安装相关的压力检测仪表。当入料管路内压力达到设定值时,从检测仪表指针(连同触头)与上限触头接触的瞬间开始计时,PLC控制系统对计时时间与设定时间进行对比,计时时间达到设定值时电路断开,达到自动停泵的目的。但这种控制方式存在两个问题:入料泵启停时使管道内瞬间产生“水锤效应”,易损坏电接点隔膜压力表的隔膜,进而无法及时停泵而损坏滤板、滤布;同时,入料压榨过程中压力达到入料临界值后,估算延迟时间不易掌控,无法及时根据入料浓度进行有效调节。
入料流量经压滤初期的急剧增加后,随滤饼阻力的增大而缓慢减小,可通过监测某一微小流量临界值来控制入料时间,同时也可通过设定微小流量临界值来调节煤泥产品水分。实现这种控制的前提条件是入料泵的参数选择合理,避免因压力过大而损坏板滤。因此,选择流量监测的控制方式更稳定、更灵活。
1.2 流量监测设备选型
现有的流量监测设备主要分为管道式和外夹式两种,其中管道式流量计多为电磁式,易受外界磁场干扰,且存在压力损失,精度较低;外夹式流量计多为多普勒超声波式,不受外界磁场干扰,无压力损失,精度和灵敏度高,且无需改动原管路,安装方便。依据现场生产实际需要,选用西门子FUS1010外夹式超声波流量计对压滤机入料流量进行监测。
西门子FUS1010外夹式超声波流量计由表头和一对传感器组成,传感器由定位底座、传感器芯组成。超声波穿过液体时,液体对传输时间产生微小影响,而传输时间与液体流速成正比,据此可计算出液体的流量大小。
1.3 设备安装原则
流量计一般安装在上游直管段的10D(D为直管直径)与下游直管段的5D之间,以提高测量的精度和稳定性。切记不要将传感器安装在焊缝位置,而要安装在液体始终满管的位置,避免超声波信号被阻断,影响传输效果。安装传感器前要除去管道表面易脱落的油漆、铁锈、水垢等杂物,保证与传感器接触的管道面平整,不存在气泡;如果管道涂漆非常均匀,无需完全清除,只要保证其表面光滑平整即可。仪表编程参数应与管道实际直径一致。FUS1010外夹式超声波流量计安装示意图如图1所示。
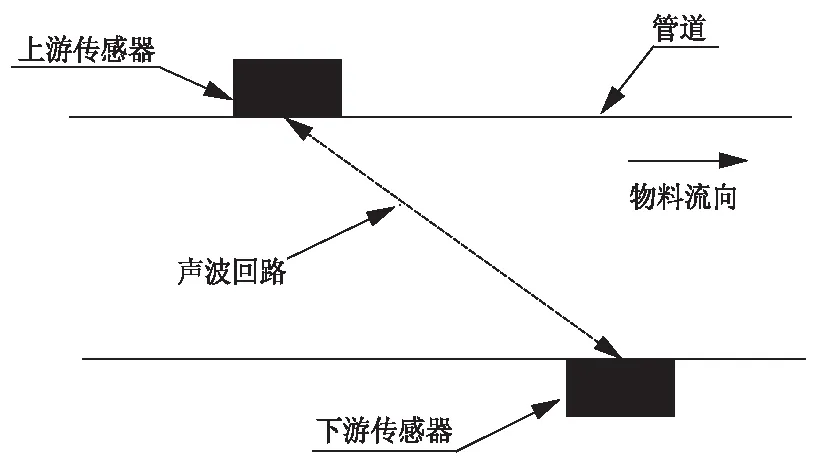
图1 FUS1010外夹式超声波流量计安装示意图Fig.1 Installation diagram of FUS1010 jacketed ultrasonic flowmeter
2 PLC自动控制编程
采自流量计的入料流量数据通过模拟量信号上传至联机自动控制PLC,PLC内部实时监测分析入料环节的运行时间和瞬时流量。当入料时间(可调)大于240 s且入料流量回落至某一微小临界值时,PLC程序发出停泵指令,随机自动控制PLC接到指令后完成停泵控制,并确保压滤机正常进入下一运行环节。
为防止入料初期煤泥水浓度过大或入料流量急剧变化,导致流量数据采集困难而引起流量计超量程报警,设计中对入料流量上升阶段的数据,在程序中不做停泵控制指令的判定输出。入料泵停止控制程序段如图2所示。
3 上位机组态开发
在上位机组态监控画面(图3)中添加瞬时流量、入料时间监测单元和自动报警功能。正常运行过程中,煤泥水浓度不同,压滤机入料时间存在很大差异。当入料浓度过低或滤布被损坏时,压滤机入料时间过长,为保证系统运行的稳定性和可靠性,在组态界面中增加入料泵运行时间上限设置模块,并在煤泥水组态界面中增加声光报警功能,及时提醒调度员和现场操作人员对问题进行确认,及时发现排出系统运行时的不稳定因素。

图2 入料泵停止控制程序段Fig.2 Control procedure segment of stopping feed pump

图3 上位机组态界面Fig.3 PC configuration interface
4 效益分析
2013年2月高煤公司选煤厂改造完成并投产,微小流量监测单元随之投入使用。将压滤机入料控制方式由手动控制调整成基于微小流量监测单元控制,不但可有效减少人工操作给现场生产带来的不稳定、不安全因素,保证压滤机运行的稳定性、高效性,而且能进一步降低工人劳动强度,真正实现压滤系统运行的联机自动化,同时避免了因入料系统故障引发的停车事故,降低了设备维修费用。此外,入料泵开始运行时上位机计时,根据与运行时间设定值的比较,及时对入料泵进行停泵操作,避免因外夹式超声波流量计测量失效而无法正常停泵,以及入料煤泥水浓度过低引发的入料泵长时间运行,实现设备运行的本质安全。
压滤机入料控制方式的优化,避免了入料浓度较小或较大造成的滤饼水分较高、不易卸料,或滤板中心孔被堵塞现象,杜绝了滤板、滤布的不正常损坏,每年可节约维修费用1万元/台;按照压滤机处理能力20 t/h,每年减少事故台时15 h计算,每年可创收9万元/台。就该厂现有4台压滤机来说,每年可增收40万元,经济效益较显著。
5 结语
基于微小流量监测单元的压滤机入料控制方式安全、可靠,在不改变设备入料泵和入料管的前提下使入料状态达到最优化,既可保证压滤机的安全、可靠、稳定运行,又避免了因入料系统故障引发的设备事故,减少了设备维修费用,提高了设备运行效率,为压滤系统的正常、高效、稳定运行提供了物质基础。
Application of micro flow monitoring unit to control filter press feed
SUN Qian1, YIN Xian-wen1, FENG Yong1, HUANG Xiao-kui1, SHAN Yong1,LIANG Yan2
(1.Gaozhuang Coal Co., Ltd., Zaozhuang Mining Group, Zaozhuang, Shandong 277605, China;2.Coal Management Department, Zaozhuang Mining Group, Zaozhuang, Shandong 277000, China)
In order to solve problems of frequent fault and bad product caused by original manual control for press filter feed in Gaozhuang coal preparation plant, put forward a method of controlling feed based on micro flow monitoring unit built by jacketed ultrasonic flowmeter and PLC, so that filter press feed is subject to flow control instead of time control, achieved flexible control by feed flow to start or stop feed pump.After upgraded control of filter press feed, automatic control of this system is improved, with more stable equipment in operation.
filter press feed; flow monitoring; concentration of slurry
1001-3571(2015)03-0068-03
TD946.2;TD948.9
A
2015-05-19
10.16447/j.cnki.cpt.2015.03.019
孙 谦(1963—),男,山东省高密市人,工程师,从事选煤生产管理工作。
E-mail:zw198018@163.com Tel:0632-4068700
