某铀水冶厂压滤工艺改造方案研究
2021-11-10张兆光杜桂茹费本涛
张兆光,韩 伟,杜桂茹,刘 辉,费本涛
(1.中核第四研究设计工程有限公司,河北 石家庄 050021;2.中国中原对外工程有限公司,北京 100044;3.核工业北京化工冶金研究院,北京 101149;4.中国铀业有限公司,北京 100013)
某铀水冶厂采用碱法搅拌浸出处理砂岩型铀矿石,主要工艺流程为:矿石破碎—磨矿—分级溢流—搅拌浸出—厢式隔膜压滤机压滤—离子交换—产品沉淀[1],设计要求铀金属浸出率大于90%、水冶过程铀总回收率大于87%、浸回差[2](铀金属浸出率与铀回收率的差)小于3%。但在实际生产中,该水冶厂多年的铀浸回差平均值为9.2%,远超过设计指标的要求。浸回差大的根本原因是厢式隔膜压滤机(简称压滤机)的洗涤效果较差[3],且压滤机的处理能力不足。
针对该水冶厂压滤工序存在的问题,为进一步提高铀回收率,对压滤工序生产现状(因该水冶厂2015年停产,故采用2014年数据)进行了统计分析;并利用现场已有设备,对现有工艺进行局部改造方案研究,以达到提高压滤机产能及提高水冶回收率的目的。
1 压滤工序现状分析
1.1 压滤工序生产情况
厢式隔膜压滤机具有操作压强高、适用范围广和便于操作等特点,广泛应用于工业生产[4-6]。厢式隔膜压滤机属于间歇式压滤机,进料、过滤、洗涤、松板、卸料和合板等流程依次进行,完成一个操作循环即为压滤一次[7]。
该水冶厂压滤工序共有2条生产线,每条生产线配置6台压滤机(5用1备),采用进料、预压榨、第一次洗涤、预压榨、第二次洗涤、预压榨、第三次洗涤、滤饼压榨、松板、卸料、合板的循环运行方式,金属洗涤效率约为94%,与99%的设计指标存在一定差距。该水冶厂2014年完成板框压滤约1.35万次,统计数据见表1。可以看出,压滤机处理能力大的月份为6月和7月,单台压滤机单次压滤处理干矿石量均大于19 t,而全年压滤机平均单次处理干矿石量只有15.50 t。主要原因分析如下:一是受矿山条件限制,滤布供应经常不能满足生产要求,而滤布是板框式压滤机的“心脏”[8],滤布破损后没有及时更换导致跑料严重,影响压滤机进料量;二是液固比控制较差,根据考察及生产实际情况来看,进料液固比越大,进料时间越长;三是部分班次为处理浸出来料而缩短进料时间,增加了压滤机操作的循环次数,这会影响压滤机单次进料量。

表1 2014年压滤机处理量统计
1.2 压滤机完成1次压滤操作的运行时间
滤布的洗涤对压滤机运行影响较大。为保障压滤机的正常运行,在2014年度生产过程中,每条生产线仅有5台压滤机同时运行,安排另外1台压滤机进行滤布拆洗、滤板冲洗及机器维护工作。正常生产过程中,压滤机完成1次压滤操作的运行时间见表2。
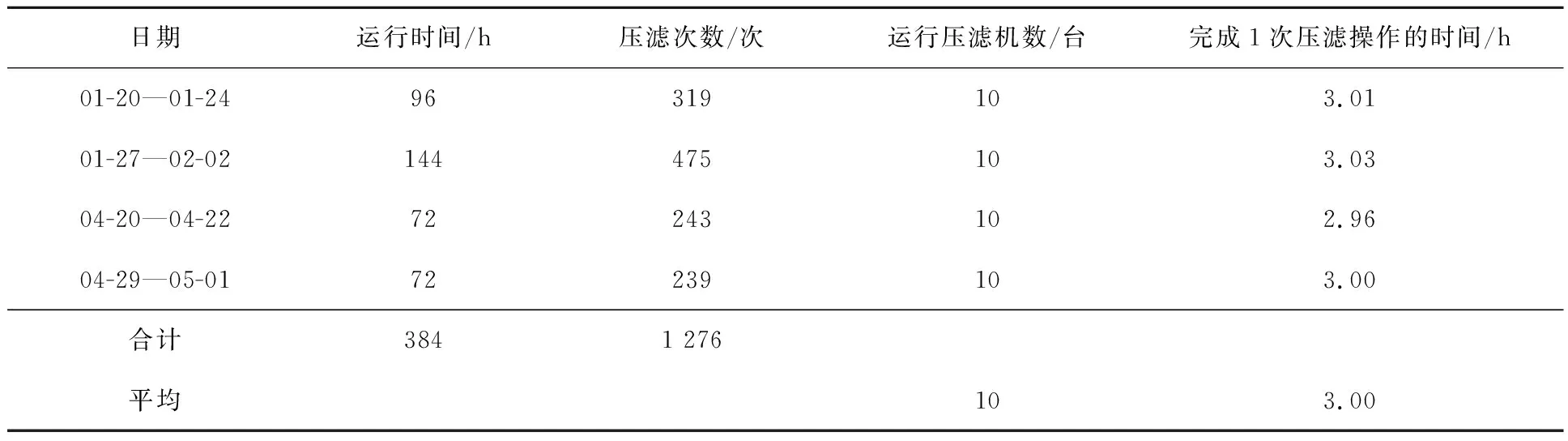
表2 压滤机完成1次压滤操作的运行时间计算
表2是连续稳定运行72 h及以上的数据,可以较好地反映压滤机生产线的单次压滤操作时间。在总运行时间384 h内,共完成压滤操作1 276次,有10台压滤机运行,则压滤机完成1次压滤操作用时3.00 h。
1.3 压滤机进料时间
压滤机1个操作循环的时间称为操作周期,其中松板、卸料和合板等时间为辅助时间,它与压滤机结构、浆体性质、操作水平和自动化程度有关;当这些因素一定时,辅助时间为定值,而进料过滤时间是人为控制的。若进料时间过长,会导致滤饼过厚,延长滤饼洗涤时间,影响压滤机的处理能力;相反,若进料时间过短,则需要频繁卸渣等辅助操作,板框压滤机处理能力同样较小。在该水冶厂生产中,进料时间完整可用的数据共422次,见表3。
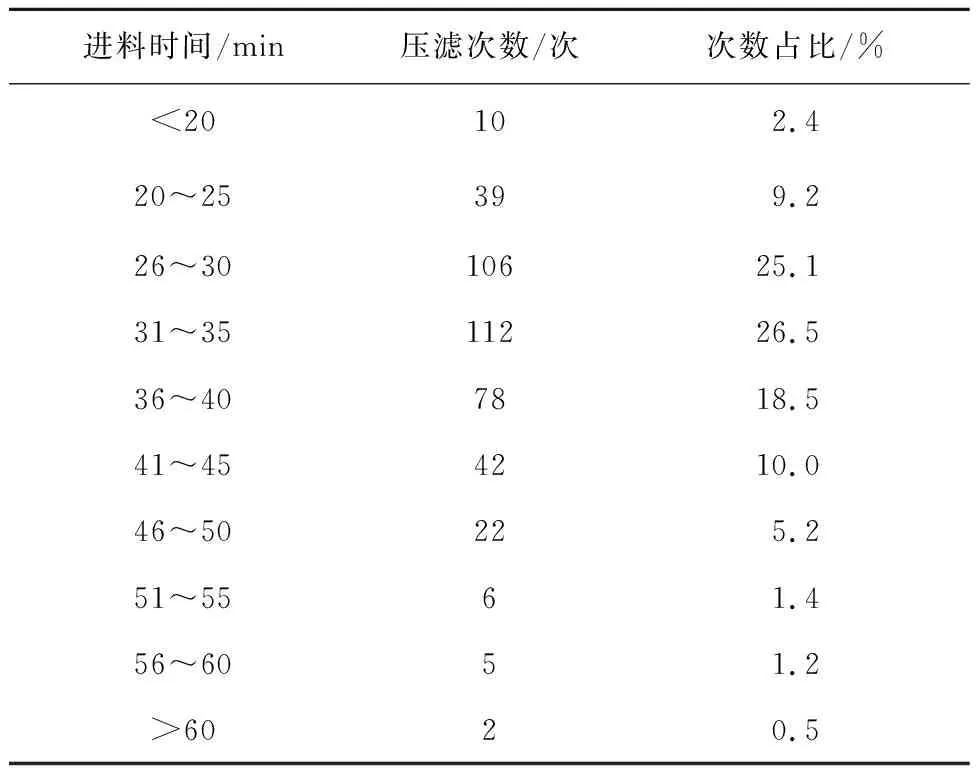
表3 压滤机进料时间分布情况

按以上统计方法,进料时间20~53 min属于正常范围,共404次,压滤机平均进料时间为33 min。
1.4 压滤机实际生产能力计算
根据分析,在压滤机运行工况良好的情况下,单台压滤机1次平均处理干矿量为19.8 t,单台压滤机的单次运行周期为3 h,每天有2条压滤生产线共10台压滤机处于运行状态,压滤机每天处理干矿石量为24 h÷3 h×5(台/条)×2(条/d)×19.8(t/台)=1 584 t/d。
原设计每天处理干矿石量为2 000 t。因此在运行工况良好的情况下,压滤机的实际生产能力为原设计的1 584(t/d)÷2 000(t/d)×100%=79.2%。
1.5 压滤机洗涤效率及回收率
通过2014年吸附原液金属量除以浸出金属量,可得到压滤机洗涤效率,统计结果见表4。
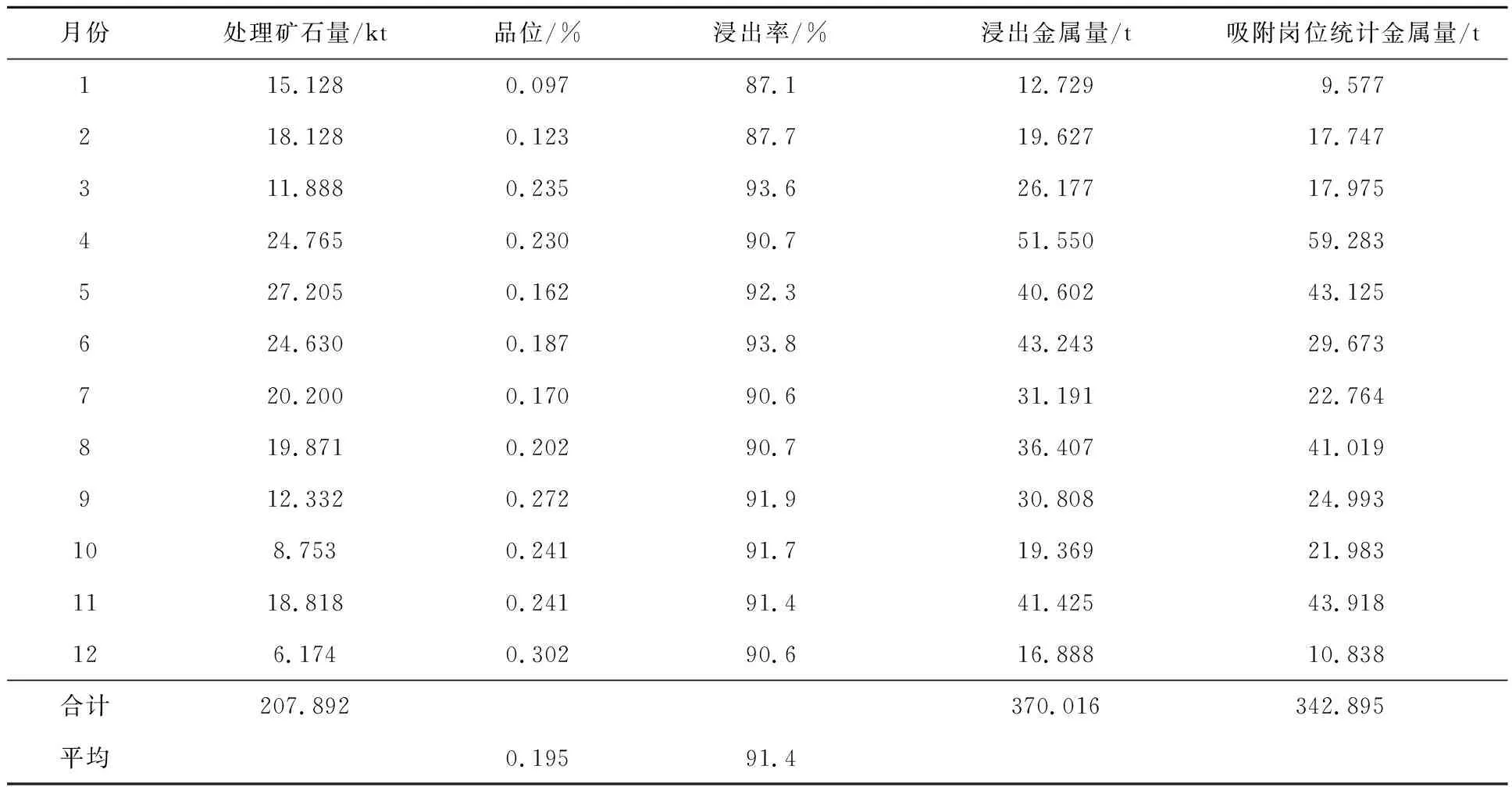
表4 2014年吸附原液金属量统计
由表4可知,2014年共浸出金属370.016 t,吸附岗位统计金属量为342.895 t。2014年12月31日盘点数据(按浸出后金属计算),流程中的金属为5.200 t(除沉淀岗位),则全年共吸附金属为342.895 t+5.200 t=348.095 t,压滤机洗涤效率为348.095 t÷370.016 t×100%=94.1%,压滤机岗位损失金属为370.016 t-348.095 t=21.921 t,压滤机金属回收损失率为21.921 t÷370.016 t×100%=5.92%。压滤机金属回收损失率与原设计3%的浸回差相比,超出了2.92%。
2 压滤工艺改造方案研究
2.1 压滤工艺改造方案
鉴于目前压滤机生产能力不足及洗涤效率较低的情况,本次设计改造方案为:1)浸出矿浆进压滤机,其中第一次、第二次洗涤仍采用压滤机机洗方式,第三次洗涤调整为再制浆洗涤、浓密沉降方式;2)改变第一次、第二次洗涤进液方式,由对角洗涤改为中心孔进液洗涤。将压滤机第二次洗涤后的滤饼,用吸附尾液制浆(液固比为2∶1)并添加絮凝剂后[9],进浓密机进行浓密沉降,溢流液去压滤机作为洗水或再制浆用;浓密底流采用压滤机进行固液分离,滤液返回原压滤机作为第二次洗水,尾渣仍使用尾矿皮带输送至尾矿库。
试验表明,在相同条件下未添加絮凝剂的矿浆采用布氏漏斗抽滤,用时约25 min;添加絮凝剂的矿浆,10 min即可抽干(自然过滤约2 min矿浆表面即无积液)。结合相似矿山运行经验及矿浆实际过滤试验[10-11],在该矿压滤机进料前添加絮凝剂,可使进料时间由33 min缩短至28 min,缩短5 min。
同时,第一次、第二次洗涤由对角进液改为中心孔进液洗涤后,洗涤时间可节约3 min左右。通过添加絮凝剂改变滤饼性能,卸料将会更加容易,只需3~5 min即可合板。
2.2 压滤工艺改造效果
2.2.1 产能提高分析
通过在矿山开采过程中对泥岩的剥离及絮凝剂的添加,结合对2014年该矿水冶厂压滤机部分运行数据的分析,改造后单台压滤机的运行周期可缩短至123 min,见表5。

表5 压滤机运行周期对比
压滤机的处理能力不仅与单台压滤机的运行周期有关,还与进料时间有关(每条线1个进料管)。单台压滤机运行周期为123 min,进料时间为28 min,有2条压滤生产线,每条按5用1备考虑,压滤机的处理能力计算如下。
按单台压滤机运行周期计算,压滤机每天处理干矿石量为24(h/d)×60(min/h)÷123 min×5(台/条)×2(条/d)×19.8(t/d)=2 318 t/d。原设计压滤机处理干矿石量为2 000 t/d,改造后的生产能力为原设计能力的115.9%(即:2 318÷2 000×100%=115.9%)。
按压滤机进料时间计算,压滤机每天处理干矿石量为24(h/d)×60(min/h)÷28(min/条)×2(条/d)×19.8(t/d)=2 036.6 t/d,改造后的生产能力为原设计的101.8%(即:2 036.6÷2 000×100%=101.8%)。
压滤机生产能力必须同时满足进料时间和运行周期条件,因此该条件下压滤机的生产能力为原设计的101.8%,可实现达产。
2.2.2 金属回收率提高分析
设计年处理60万t矿石(原矿品位0.130%),尾渣含水率20%,则产生尾渣量为75万t(固相60万t,液相15万t)。2014年生产工艺洗液铀质量浓度为411.0 mg/L,滤饼液相中的金属量为61.65 t,回收率损失为7.90%。
根据改造后的压滤工艺,在制浆液固比分别为2∶1、1.5∶1条件下计算回收率,结果见表6。
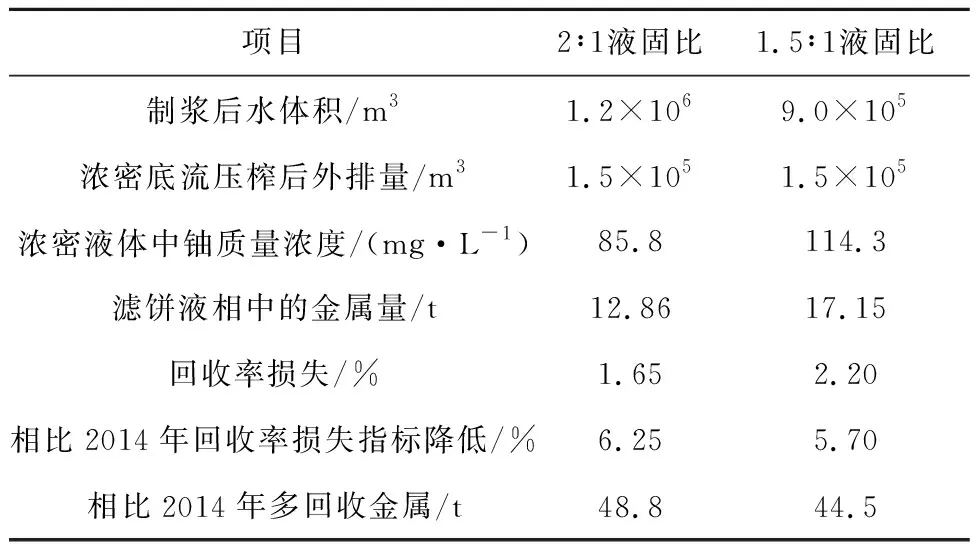
表6 不同液固比制浆洗涤后的回收率
由表6可见,按设计产能计算,优化压滤工艺后,按2∶1液固比制浆,压滤岗位回收率提高约6.25%,每年多回收金属约48.8 t;按1.5∶1液固比制浆,压滤岗位回收率提高约5.70%;每年多回收金属约44.5 t。
2.3 改造固定投资及新增生产成本测算
测算依据:设计年处理60万t矿石(原矿品位0.130%);压滤工艺按2∶1液固比制浆。
2.3.1 固定投资
新增主要工艺设备情况见表7。可以看出,需一次性投入设备费用约2 129.8万元。

表7 新增主要工艺设备明细
2.3.2 新增生产费用
新增生产费用为压滤多回收48.8 t金属产生的费用,压滤工序前的其他各工序的化工材料不会变化,主要是增加压滤后续生产原材料、电力、人力及其他成本,具体见表8。可以看出,每年需新增人力、材料成本约663.34万元。
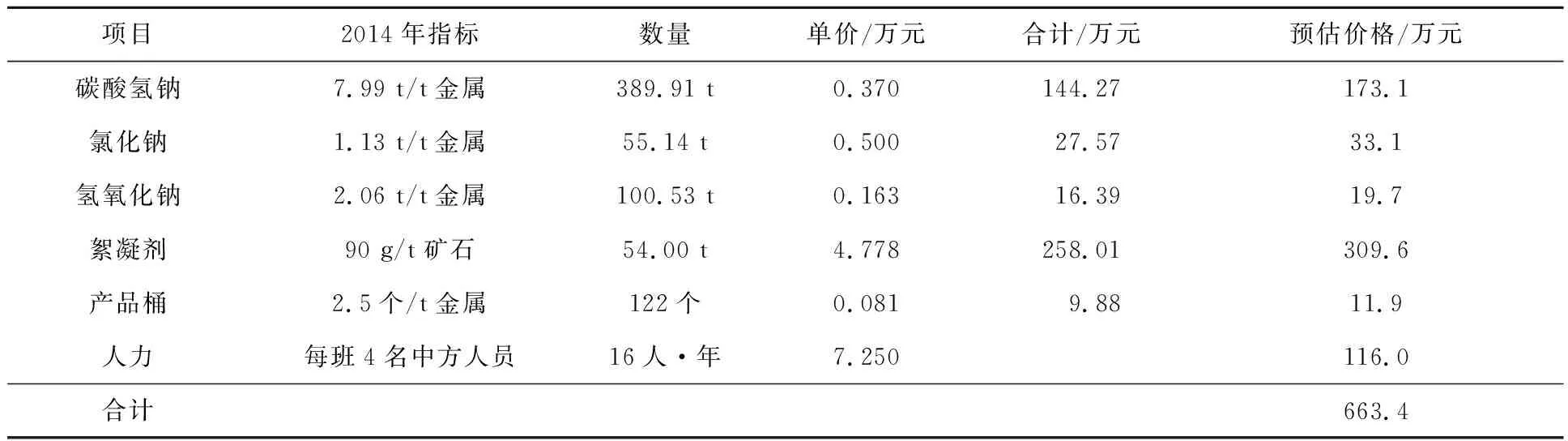
表8 压滤工艺改造后新增人力、材料成本测算
2.4 改造后收益分析
测算依据:设计年处理60万t矿石(原矿品位0.130%);压滤工艺按2∶1液固比制浆,每年多回收金属约48.8 t。以40美元/磅U3O8、人民币兑美元汇率按6.5∶1估算,折合得出67.7万元/t金属。则每年因提高回收率、多产出金属产生的收益为:48.8 t×67.7(万元/t)≈3 304万元。
提高压滤机洗涤效率不仅提高金属回收率,也会降低碱耗。因在试生产过程中,碱耗问题未做专题考察,此处做粗略测算。压滤机二洗后碳酸钠质量浓度约22.1 g/L,碳酸氢钠质量浓度约8.1 g/L;经测算采用制浆洗涤后,碳酸钠、碳酸氢钠质量浓度均可降低50%以上,按年处理60万吨矿石计算,每年可回收碳酸钠约1 658 t、碳酸氢钠约608 t,按2014年价格测算可节约费用约838万元。
结合投入及产出费用,改造后第一年即可收回全部投资,且可实现增收1 348.8万元(即:3 304万元-2 129.8万元-663.4万元+838万元≈1 348.8万元,未扣除设备安装及运输费用)。
3 结论
在考虑现场实际情况的基础上,结合类似矿山的生产数据,进行了压滤工艺改造方案研究。测算结果表明,改造后单台压滤机运行周期可由目前的180 min缩短至123 min;按设计产能计算,每年可多回收金属约48.8 t,提高金属回收率约6.25%。此改造方案可提高滤饼洗涤效率,增加回收率,同时可降低压滤机作业运行周期,提升压滤机产能。
压滤工艺改造方案需一次性投入设备费用约2 129.8万元,每年需新增人力、原材料成本约663.4万元,改造后第一年即可收回全部投资,且可实现增收1 348.8万元。