浮游选煤精选作业工艺效果评定方法的探讨
2015-12-20郭雅利王海艳吴朝荡吴大为
郭雅利,王海艳,吴朝荡,李 梅,薛 雨,吴大为
(1.唐山国华科技有限公司,河北 唐山 063020;2.北京国华科技集团有限公司,北京 101300)
浮游选煤精选作业工艺效果评定方法的探讨
郭雅利1,王海艳2,吴朝荡2,李 梅2,薛 雨1,吴大为2
(1.唐山国华科技有限公司,河北 唐山 063020;2.北京国华科技集团有限公司,北京 101300)
对浮游选煤精选作业工艺效果评定方法进行学术性探讨,初步提出将精选完善指标作为主要评价指标,浮选精煤可燃体回收率和浮选精煤非可燃体脱除率作为辅助评价指标。依据数理统计分析,在一定条件下,精选完善指标和浮选精煤相对降灰率存在良好的正相关关系。
精选作业;工艺效果;精选完善指标;浮选精煤可燃体回收率;浮选精煤非可燃体脱除率
近年来,我国的浮游选煤工艺与设备不仅在炼焦煤选煤厂有了大幅度的进展,还在高炉喷吹用煤选煤厂和部分动力用煤选煤厂得到快速发展。由于入浮煤泥的选择性一般较差,很多选煤厂都存在浮选精煤灰分高于重选精煤的现象。生产中不得不通过人为减小重力选煤的分选密度来降低重选精煤灰分,以保证最终精煤质量,这种重选为浮选“背灰”的现象,从技术经济上来看很不合理。因为重选作业的处理量远大于浮选作业的处理量,前者分选密度稍微降低,精煤灰分就会下降,导致大量精煤损失在重产物中。
本世纪以来,浮游选煤精选作业得到积极倡导,其目的在于消除重选“背灰”现象。上世纪颁布的MT/T 180—1988《选煤厂浮选工艺效果评定方法》有两项评价指标,分别为浮选精煤数量指数ηif[1]和浮选完善指标ηwf,ηif主要用于评价不同选煤厂或不同煤粉、煤泥之间的工艺效果,ηwf主要侧重于评定相同性质的煤泥在不同工艺条件或操作条件时的工艺效果,二者虽已得到广泛应用,但仅适用于粗选作业,对于浮游选煤精选作业工艺效果的评定不够准确,因此关于浮游选煤精选作业工艺效果的评定方法急需完善。
1 精选作业的主要功用
粗选作业的精煤灰分之所以高,主要是因为占产率份额最大的主导粒级(<0.03 mm粒级)灰分较高,精选作业的目的就是对混入粗选精煤的细泥再次分选。
1.1 精选流程
1.1.1 全部精选原则流程
粗选精煤全部精选原则流程如图1所示,该流程也是最常见的传统流程,既可在两台分别承担粗选作业与精选作业的浮选机之间实现,也可在同一台浮选机里操作—前几室的粗选泡沫进入后几室精选。如果精选泡沫采用压滤机脱水回收,由于其固液分离彻底,滤液清净不必再返回浮选,可直接作为循环水使用;如果精选泡沫采用加压过滤机脱水回收,由于滤液中混有一定量的细煤泥,一般需要返回精选。
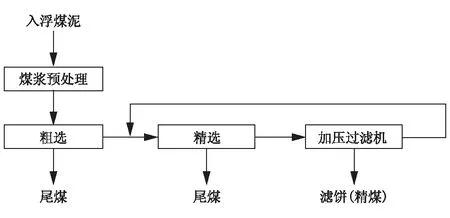
图1 粗选精煤全部精选原则流程Fig.1 Rough flotation concentrate cleaning basic flowsheet
1.1.2 部分精选原则流程
粗选精煤部分精选工艺有多种形式,其中煤泥两次浮选、精煤泥两段回收工艺具有一定代表性,近年来该工艺已在我国260余座以重介质旋流器分选工艺为主导的选煤厂推广、应用,其原则流程如图2所示。精煤磁选尾矿经弧形筛控制浮选入料粒度上限后,筛下水进入浮选机粗选(即一次选),粗选泡沫与弧形筛筛上物掺粗后,采用沉降过滤式离心脱水机脱水回收;离心机的离心液和滤液由另一台浮选机精选(即二次选),精选泡沫由快开式压滤机脱水回收。离心机一般能回收85%以上>0.045 mm粒级的煤粒,故二次浮选是对以≤0.045 mm粒级为主的部分进行精选,该工艺实质上是对煤泥部分进行精选。
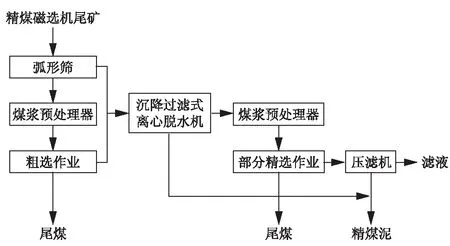
图2 煤泥两次浮选、精煤泥两段回收原则流程Fig.2 Coal slime flotation twice & clean coal slime two-stage recovery basic flowsheet
1.2 精选作业的功用
望峰岗选煤厂、友谊选煤厂的粗选精煤分别采用全部精选工艺和部分精选工艺处理,2010年9月20日和2009年11月30日分别对两厂精选作业的入料粒度组成进行分析,结果如表1所示。
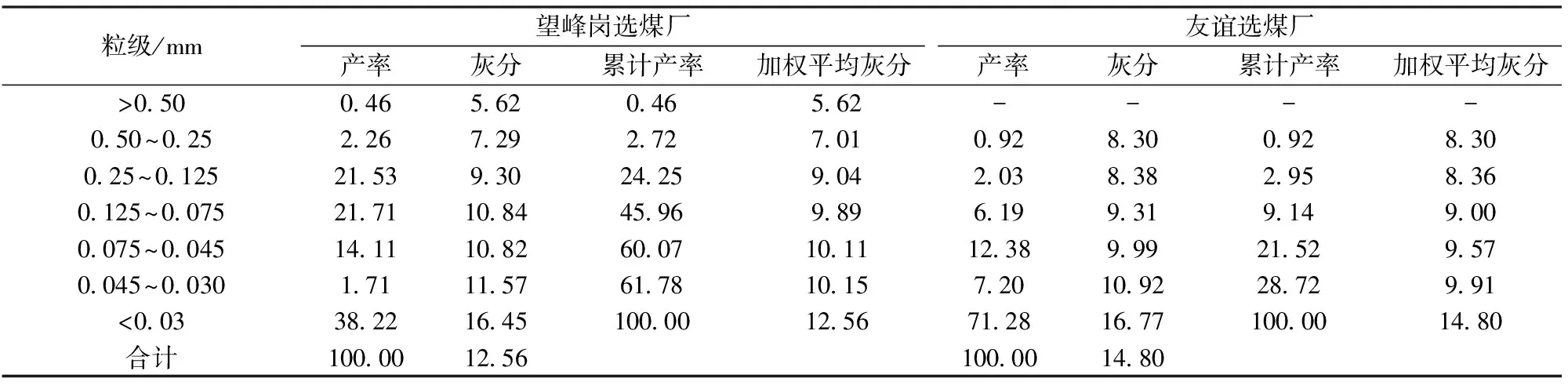
表1 精选作业的入料粒度组成Table 1 Feed size composition of coal cleaning process %
由表1可知:
(1)两厂精选作业入料之间的显著差异在<0.03 mm粒级细泥产率上,友谊选煤厂该粒级细泥产率高33.05个百分点。由于友谊选煤厂采用的是煤泥两次浮选、精煤泥两段脱水回收工艺,而沉降过滤式离心脱水机具有脱泥降灰作用,精选作业入料为其离心液(含滤液),灰分较高的细泥较多。
(2)两者的共同点之一是>0.03 mm粒级细泥灰分较低,从其加权平均灰分来看,基本上是“合格产品”。两者的另一个共同点是<0.03 mm粒级细泥产率在入料中最高,是精选作业的主导粒级,该粒级灰分远高于>0.03 mm各粒级的灰分。粗选精煤灰分高的原因就是<0.03 mm粒级细泥产率高、灰分高,这对我国绝大多数选煤厂而言具有普遍性。
基于对精选入料粒度组成的简要分析,可以明确精选作业具有以下两点功用:
(1)要使精选精煤灰分降到与重选精煤灰分同一水平,关键是要对<0.03 mm粒级细泥进行有效分选,因此脱除浮选精煤非可燃体的数量是评定精选作业工艺效果的一项指标。
(2)在保证精煤质量的前提下,要尽可能多地回收>0.03 mm低灰分粒级,避免这些“合格产品”损失到尾煤中,故浮选精煤可燃体回收率也是评定精选作业工艺效果的一项指标。
2 MT/T 180—1988《选煤厂浮选工艺效果评定方法》的缺陷
2.1 精选作业工业试验
2010年9月20日,以望峰岗选煤厂精选作业入料为对象,在入料浓度为180.30 g/L、灰分为12.56%的条件下进行工业试验,考察浮选精煤可燃体回收率Ej、浮选精煤非可燃体混杂率Ew、浮选完善指标ηwf、浮选精煤数量指数ηif、浮选精煤非可燃体脱除率Et、精选完善指标ηcf、浮选精煤相对降灰率F的情况,结果如表2所示。
2.2 浮选精煤数量指数与浮选完善指标
望峰岗选煤厂精选入料的实验室分步释放浮选试验结果如表3所示,根据表3数据绘制的浮选精煤产率-灰分曲线如图3所示。

表2 望峰岗选煤厂精选作业工业试验结果Table 2 Result of coal cleaning process commercial test in Wangfeng coal preparation plant %
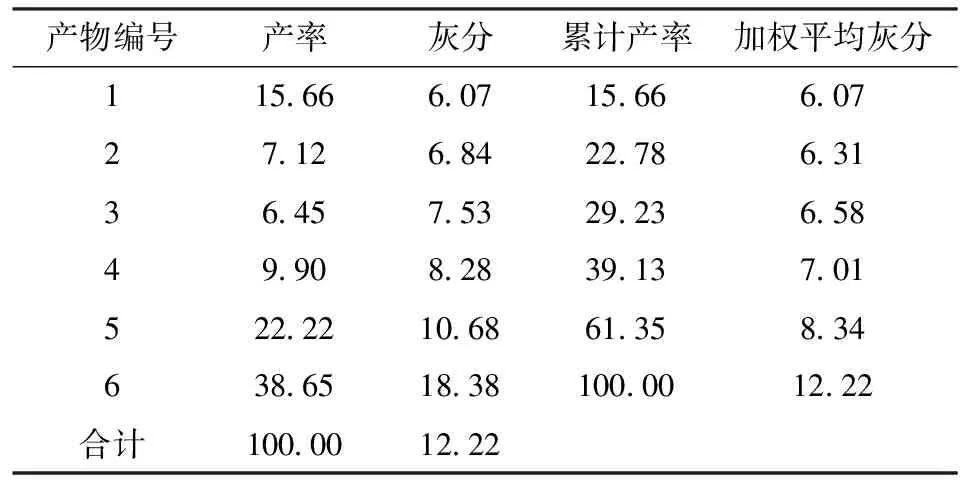
表3 精选入料的分步释放浮选试验结果Table 3 Result of feed timed-release analysis of coal cleaning process %
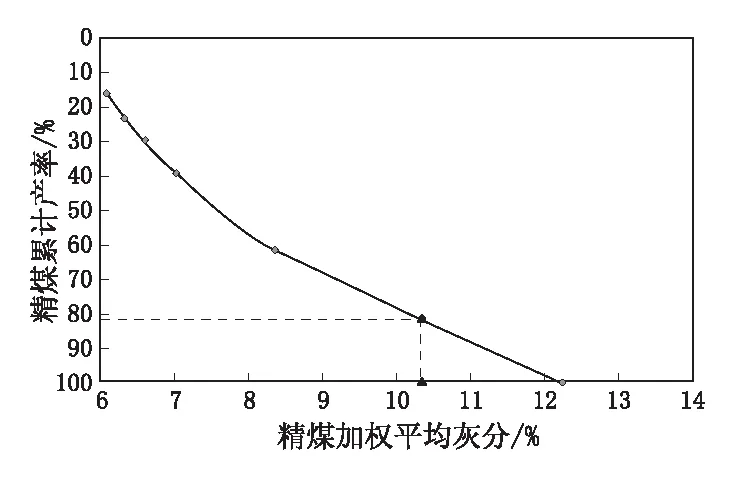
图3 浮选精煤产率-灰分关系曲线Fig.3 Relevant curve between yield and ash of flotation concentrate
由图3可知:当浮选精煤灰分为10.33%时,浮选精煤理论产率为81.51%,浮选精煤数量指数为114.87%。在工业浮选机性能和操作条件优于实验室环境的条件下,浮选精煤数量指数大于100%的情况时有发生。
根据表2数据计算的浮选完善指标为19.00%,而浮选精煤数量指数为114.87%,二者相互矛盾,精选作业工艺效果无法量化评定。
3 精选作业工艺效果的综合评定
3.1 精选完善指标
根据国内外公认的汉考克(Hancock)总效率公式,包括精选作业在内的浮游选煤的理想目标是最大限度地将可燃体富集于精煤中,与此同时最大限度地将非可燃体排弃到尾煤中。可以概括地认为,煤炭中的灰分为非可燃体,灰分以外的物质为可燃体。因此,浮选精煤可燃体回收率可定义为精煤中可燃体占入料中可燃体的百分比值,浮选精煤非可燃体混杂率可定义为精煤中非可燃体占入料中非可燃体的百分比值,浮选精煤非可燃体脱除率可定义为尾煤中非可燃体占入料中非可燃体的百分比值,三项指标的计算式[2-3]分别为:
式中:Ej为浮选精煤可燃体回收率,%;Ew为浮选精煤非可燃体混杂率,%;Et为浮选精煤非可燃体脱除率,%;γj为浮选精煤产率,%;Aj为浮选精煤灰分,%;Ar为浮选入料灰分,%;
Ej用于评定精选作业中回收以>0.03 mm粒级为主的低灰颗粒的工艺效果的好坏,Et主要用于评定精选作业中分选以<0.03 mm粒级为主的灰分较高颗粒的工艺效果的优劣。二者是存在于精选作业工艺效果评定过程中的一对矛盾,从不同侧面判断工艺效果的好坏。若一味强调提高浮选精煤可燃体回收率,当Ej=100%时全部入浮煤泥就会进入精煤中;若一味强调增大浮选精煤非可燃体脱除率,当Et=100%时全部入浮煤泥就会进入尾煤中,一旦出现这两种极端情况,浮选作业就完全失去分选功能。所以必须将这两项指标有机结合起来,统筹考核精选作业的工艺效果。笔者提出了一项评定煤泥精选作业工艺效果的综合指标—精选完善指标ηcf,其含义是浮选精煤可燃体回收率和浮选精煤非可燃体脱除率的几何平均值,其表达式为:
ηcf在0~100%的范围内变动,ηcf值越大,说明工艺效果越好;否则,说明工艺效果越差。当Ej和Et均为100%时,ηcf为极大值;当Ej、Et二者中一项为0时,ηcf为极小值,这符合工艺效果变动的规律。
3.2 评定实例
建议采用精选完善指标ηcf作为浮游选煤精选作业工艺效果评定的综合指标(即主要指标),浮选精煤可燃体回收率Ej和浮选精煤非可燃体脱除率Et作为精选作业工艺效果评定的辅助指标。现就粗选精煤全部精选作业和部分精选作业的工业试验数据进行介绍。
3.2.1 全部精选作业工艺效果评定
以潘一选煤厂2011年技改投产后的数次工业试验为例,该厂的粗选精煤全部精选原则流程如图1所示。由于生产中加压过滤机滤液返回精选,因此对其工艺效果评定时,按照MT/T 180—1988《选煤厂浮选工艺效果评定方法》进行。精选作业入料为不含滤液的煤浆(即粗选泡沫),浮选精煤为加压过滤机滤饼。四次工业试验的分选指标和工艺效果如表4所示。

表4 全部精选作业的分选指标和工艺效果Table 4 Separation index and process performance in all coal cleaning process %
由表4可知:入料灰分较高者为14.78%,较低者为12.82%,二者相差不到两个百分点,精煤质量波动很小;尾煤灰分除第一次试验外,均稳定在73%左右;精选完善指标高者为57.25%,低者为46.35%。
3.2.2 部分精选作业工艺效果评定
采用煤泥二次浮选、精煤泥两段回收工艺的梗阳等六座选煤厂的粗选精煤部分精选作业分选指标和工艺效果如表5所示。
由表5可知:浮选入料灰分除土城选煤厂为23.41%外,其余均在16.95%以下,精煤质量均符合各选煤厂要求;尾煤灰分高低不同,低者为38.29%,高者为63.16%,精选完善指标在49.31%~73.10%之间。
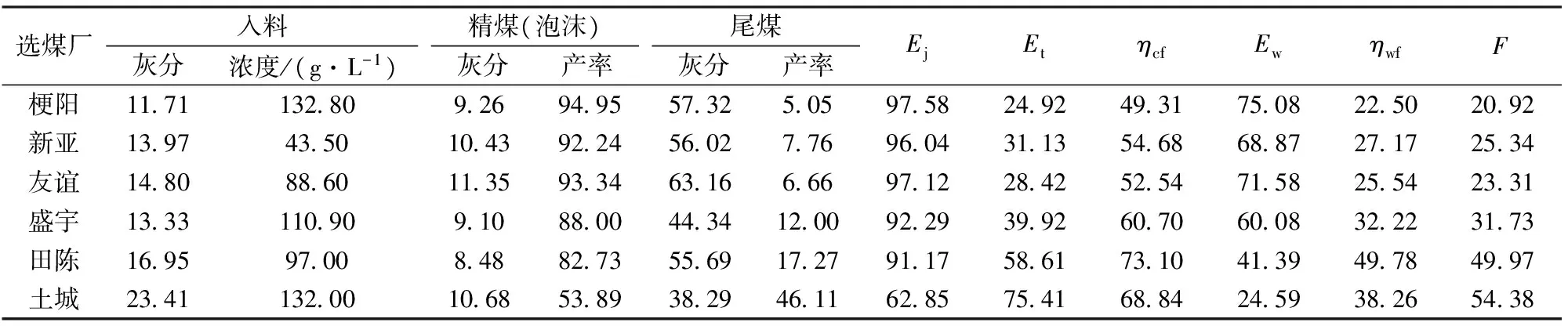
表5 部分精选作业的分选指标和工艺效果Table 5 Separation index and process performance in partial coal cleaning process
3.3.3 精选完善指标与浮选精煤相对降灰率
由于精选作业入料灰分高低不同,因此采用浮选精煤相对降灰率F来衡量精煤降灰幅度,其计算式为:
根据表2、表4、表5中11个精选作业指标绘制精选完善指标ηcf与浮选精煤相对降灰率F的散布图(图4)。通过散布图可以直观看出,随着F值的增大,ηcf值也增大。由数理统计计算分析可得出,在11个指标中,F和ηcf呈正相关关系,其可靠性为99.99%,对应的回归方程为ηcf=0.74F+34.16。该回归方程表明:浮选精煤相对降灰率每增加1个百分点,精选完善指标就相应增加0.74个百分点。
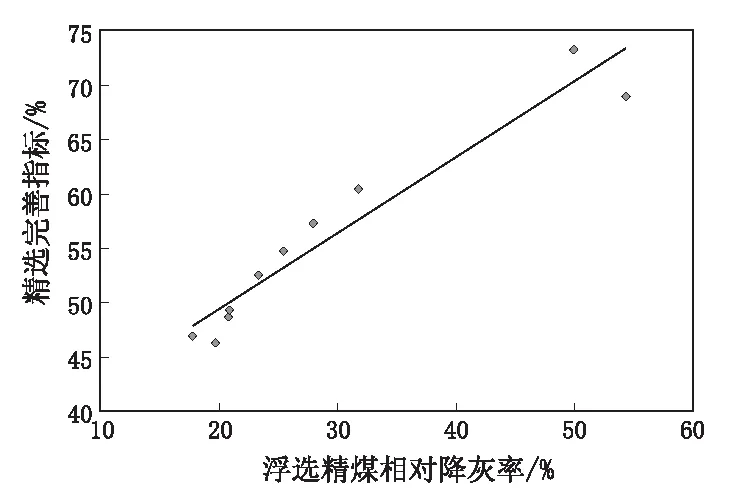
图4 精选完善指标与浮选精煤相对降灰率的散布图Fig.4 Scatter diagram of coal cleaning perfect index and relative ash removal of flotation concentrate
浮游选煤精选作业的首要任务是保证精煤质量,在这个前提下尽可能地提高浮选精煤产率。从11个精选作业工艺效果评定指标来看,提高精煤相对降灰率是增加精选完善指标的主要措施。
4 结语
近年来,为了提高浮选精煤质量,增加企业和社会效益,许多选煤厂都设置了浮游选煤精选作业环节,这已成为我国选煤领域发展的一个趋势。1988年实施的MT/T 180—1988《选煤厂浮选工艺效果评定方法》,是针对当初盛行的浮选粗选作业而制定的,因此精选作业工艺效果如何正确评定成为当前急需解决的问题。
针对精选作业入料的性质,探讨性地提出了评定方法。在汉考克分离总效率概念的基础上,将浮选精煤可燃体回收率和浮选精煤非可燃体脱除率作为评定浮游选煤精选作业工艺效果的两个辅助评定指标,将二者的几何平均值—精选完善指标作为主要评定指标。在任何选煤厂,只要化验出入料、精煤、尾煤的灰分,便可简便地计算出精选作业的工艺效果,而不必借助于实验室浮选试验。借用上述三项指标,对11个精选作业的工艺效果进行评定,其结果符合工艺变动规律。数理统计分析说明,浮选精煤相对降灰率与精选完善指标之间存在良好的正相关关系,这表明降低精煤灰分是提高精选完善指标的第一要务。
对于浮游选煤精选作业的工艺效果评定方法,仍需要深入地进行大量探索,笔者仅是进行学术性的初步探讨,以期引起选煤界同仁的关注,起到抛砖引玉的作用。
参考资料:
[1] 吴大为,闫锐敏.浮游选煤技术(修订版)[M].徐州:中国矿业大学出版社,2014.
[2] MT/T 180—1988选煤厂浮选工艺效果评定方法[S].
[3] MT/T 144—1997选煤实验室分步释放浮选试验方法[S].
Discussion about process performance evaluation on coal cleaning by flotation
GUO Ya-li1, WANG Hai-yan2, WU Chao-dang2, LI Mei2, XUE Yu1, WU Da-wei2
(1.Tangshan Guohua Technology Co., Ltd., Tangshan, Hebei 063020, China; 2.Beijing Guohua Technology Group Ltd., Beijing 101300, China)
Method of process performance evaluation on coal cleaning by flotation is discussed, proposed main evaluation index using cleaning perfect index and auxiliary ones using recovery of combustibles and removal of non-combustibles in flotation concentrate.Based on mathematical statistic analysis, better positive correlation between cleaning perfect index and relative ash removal of flotation concentrate occurs under a certain condition.
coal cleaning; process performance; cleaning perfect index; recovery of combustibles; removal of non-combustibles
1001-3571(2015)03-0063-05
TD943
A
2015-06-12
10.16447/j.cnki.cpt.2015.03.018
郭雅利(1982—),女,山西省应县人,工程师,主要从事选煤厂设计工作。
E-mail:gyl@ghkj.cn Tel:0315-5913401
