低温真空油炸板栗脆片加工工艺*
2015-12-16丁浩韦良东王琦李明霞韩建群董明
丁浩,韦良东,王琦,李明霞,韩建群,董明
1(安徽农业大学茶与食品科技学院,安徽合肥,230036)2(合肥市农产品加工研究院,安徽合肥,230036)
板栗(chestnut),又称栗子,属山毛榉科(Fagaceae)栗属(Castanea)坚果类植物,是我国著名干果之一,传统农副食品[1]。作为我国特产树种,板栗资源尤其以大别山区资源丰富,果肉细腻且香甜可口,富含淀粉,含量在40%及以上,蛋白质占干基含量约4%~7%,脂肪含量较低,约占1%~2%,以及各种氨基酸和VA、VB1、VB2、VC,及钙、磷、钾等多种矿物质[2-3]。
目前,我国板栗主要以鲜生板栗的形式进行销售,或以速冻和糖炒为主的粗加工,而加工成即食的休闲食品很少见。油炸是一种快速方便的加工方式,能够迅速的对食品进行脱水和熟化,并伴随一定程度的理化变化,包括淀粉凝胶化、蛋白质变性、水分蒸发以及硬度值上升。在热传递的同时,质量传递也在油和水的转移过程中进行[4]。本文以油炸温度、油炸时间和油炸使用的真空度为主要影响因素,进行单因素的实验后再利用响应面优化法,对低温真空油炸板栗脆片的加工工艺进行优化,确定最佳的工艺参数,以期扩大板栗类休闲食品的工业化生产和增值。
1 材料与方法
1.1 实验材料与仪器
板栗,湖北迁西板栗;棕榈油,江苏益海粮油工业有限公司;乙二胺四乙酸二钠、柠檬酸、Vc、石油醚。色差计,柯尼卡美能达 CR-400;数显鼓风干燥箱,GZX-9240上海博讯实业有限公司;低温真空油炸机,山东烟台海瑞食品设备有限公司;水分测定仪,DHS20-1上海精科;旋转蒸发仪,德国产 IKA HB10;分析天平,MS205DU METTLER TOLEDO;质构仪,英国产TA-XT plus。
1.2 实验方法
1.2.1 板栗脆片加工工艺
板栗→去壳衣→护色→漂洗→切片→预处理→真空油炸→脱油冷却→包装
操作要点:(1)选料:首先对板栗进行大小分级,并剔除霉变和虫蛀果实,选取大小均匀原料板栗。(2)去壳:采取开口热烫法,在果实背部横向开口1~1.5 cm,刀口深度不可伤及果肉,开水热烫3~5 min后去壳方便。(3)护色:使用2%EDTA-2Na、5%柠檬酸和4%Vc,可以有效阻止加工过程中的褐变现象,护色时间不宜过长,以10~15 min为宜。护色后蒸馏水漂洗3次。(4)切片:采用锋利刀口,快速的切取获得栗片,尽量保证均匀(约2 mm,过薄容易卷曲断裂,过厚则品质过硬)平滑。切好的栗片使用封口袋进行封存,并在-18~-24℃进行预冷冻处理。(5)真空油炸:先对油炸设备进行温度设定进行升温,达到要求后在筐中进行投料,打开冷却水后抽真空处理,当真空度达到要求即开始油炸。(6)脱油冷却:油炸后的板栗脆片脱油后需要冷凉,此时表面的油脂会在此过程渗透到脆片内部,所以油炸结束后的脱油过程十分必要。(7)包装:进行真空包装,延长脆片保存时间。
1.2.2 分析方法
产品含油量测定:称取烘干的板栗脆片,使用滤纸包好,放入索氏抽提器中,用石油醚抽提4 h左右,取出并旋转蒸发再连烧瓶一起烘干。

其中:m,所取用的样品净质量;m1,圆底烧瓶质量;m2,烧瓶和油的质量。
脆度测定:质构仪法。测量使用探头:P50。测量条件设定为探头测前速度3 mm/s;测中速度0.5 mm/s;测后速度5 mm/s。触发力为5 g。根据压缩厚度(STRAIN),设定为70%。2次压缩间隔时间设定为3 s。
1.3 实验设计
1.3.1 单因素实验
单因素实验过程中,除所进行的单因素外,其他因素的工艺参数固定。
(1)油炸温度的影响。为了确定较适宜的油炸温度,在油炸时间设定为20 min,油炸真空度为-0.095 MPa 下,分别将板栗片至于 80、85、90、95、100、105、110℃温度下进行油炸处理,每组设3个重复。
(2)油炸时间的影响。为了确定较适宜的油炸时间,在油炸温度为100℃,真空度为-0.095 MPa下,分别将办理片至于5、10、15、20、25、30、35 min 下进行油炸处理,每组设3个重复。
(3)油炸真空度的影响。为了确定较适宜的真空度,在油炸温度为100℃,油炸时间为15 min条件下,将板栗片分别至于-0.075、-0.08、-0.085、-0.09、-0.095 MPa下进行油炸处理,每组设3个重复。
1.3.2 响应面优化分析实验
单因素试验发现,以上3个因素对产品的影响十分显著,选择为试验因素。根据单因素试验结果,进行响应面和数据分析方法的试验设计。
响应面法以较少的实验次数和较短的时间对所选择的实验参数进行全面研究。根据Box-Benhnken的中心组合试验设计原理[5],选择影响产品脆度(R1)和含油量(R2)的3个主要影响因素:油炸温度(A)、油炸时间(B)、真空度(C)进行组合,以 -1、0、1代表自变量水平。实验水平和编码如表1。

表1 实验因素与水平表Figure 1 Factors and Levels of texts
2 结果与分析
2.1 单因素试验结果与分析
2.1.1 油炸时间对油炸板栗脆片品质的影响
图1反映了在油炸过程中,随着时间的延长,油炸时间对产品含油量和酥脆度的影响变化。如图1所示,随着时间的延长,产品含油量呈现出逐渐上升的趋势,且在时间大于20 min后斜率明显变大,含油量较高;随着油炸时间延长,产品脆度先上升后下降。综合两者结果,确定油炸时间约在15 min较为合适。
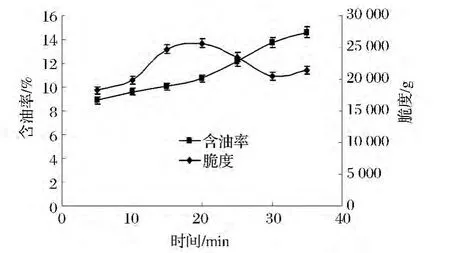
图1 油炸时间对脆度R1和含油率R2的影响Fig.1 The frying time influence on brittleness and oil content
2.1.2 油炸温度对油炸板栗脆片品质的影响
图2为油炸温度对产品脆度和含油量的影响。如图2所示,随着油炸温度的上升,产品酥脆度是先上升再平缓后下降;随着温度的上升,产品含油量是逐渐上升的,尤其温度大于100℃后尤为明显,含油量均大于13%。因此,油炸温度确定在95℃左右较为合适。

图2 油炸温度对脆度R1和含油率R2的影响Fig.2 The frying temperature influence on Brittleness and Oil content
2.1.3 油炸真空度对油炸板栗脆片品质的影响
图3显示油炸过程中,真空度对油炸板栗脆片品质的影响。如图3所示,随着真空度越来越低,脆片脆度上升,尤其达到-0.085 MPa后,更是十分明显,且脆度值较大;随着真空度的增大,脆片含油量也逐渐增多,且在-0.08 MPa后就达到12%,真空度继续下降到-0.09 MPa后趋于平缓。根据分析结果,确定真空度在-0.085~-0.09 MPa。

图3 油炸真空度对脆度R1和含油率R2的影响Fig.3 The frying vacuum influence on Brittleness and Oil content
2.2 Box-Benhnken的中心组合设计试验
试验设计方案见表2,试验号1~12是析因试验,试验号13~17是中心试验。17个试验点分为析因和零点,其中析因点为自变量取值在A、B、C所构成的三维顶点,零点为区域的中心点。多项式模型方程拟合可靠性由R2表达,其统计学上的显著性由F值检验。影响因素的线性效应、平方效应及其交互效应的显著性由模型系数的P值检验。
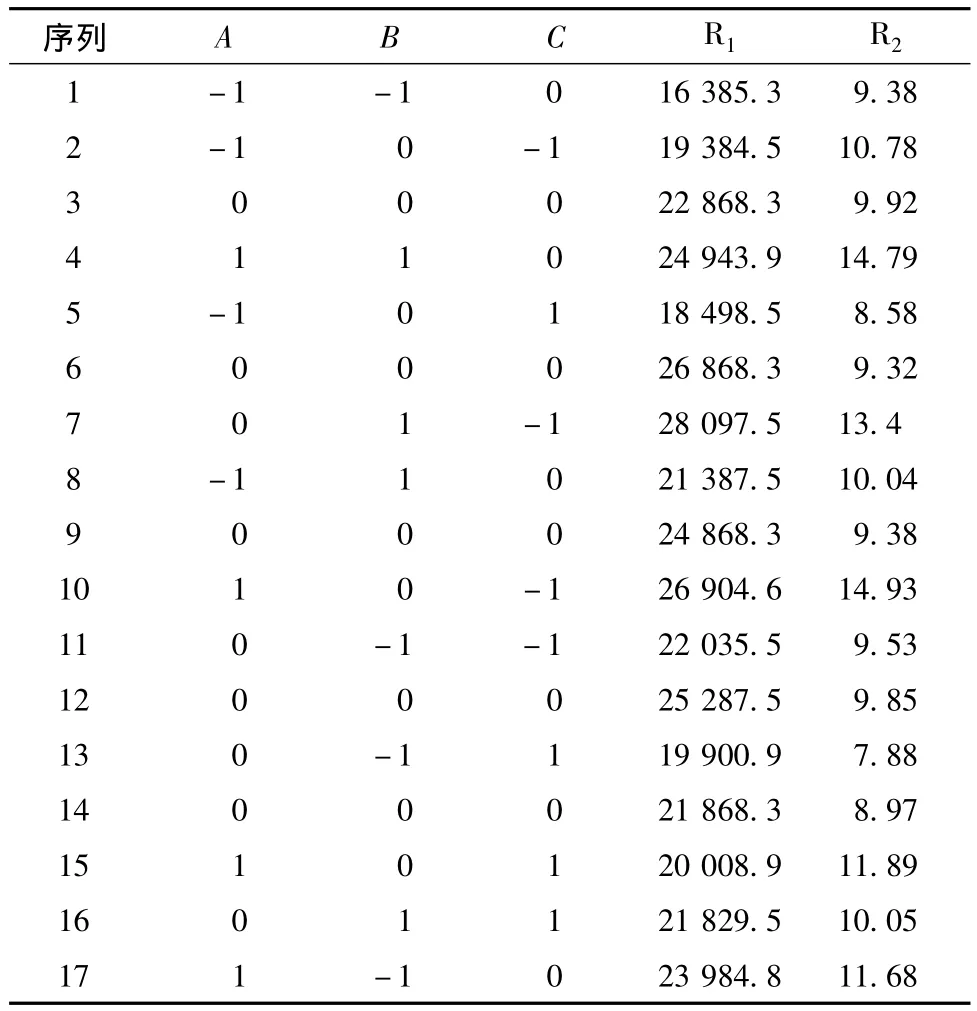
表2 真空油炸板栗脆片含油量和脆度的响应面设计方案及实验结果Figure 2 Vacuum low-temperature frying crisp chestnut chips response values of R1and R2
低温真空油炸板栗脆片的含油量和脆度的检测结果如表2。采用Design-Expert.V.8软件进行分析,3个因素经拟合后得到的脆度(R1)和含油量(R2)的回归方程如下:
脆度(R1)=+24 752.14+2 523.31A+1 743.98B-2 023.04C-1 010.77AB-1 502.42AC-1 033.35BC-2 421.73A2-655.03B2-1 131.29C2
含油量(R2)=+9.49+1.81A+1.23B-1.28C+0.61AB-0.21AC-0.43BC+1.66A2+0.33B2+0.40C2
2个方程的R2值分别为0.9 742和0.9 811,都十分接近于1,说明通过二次回归得到的脆片脆度值及含油量的模型与试验拟合较好。建立的回归整体模型均为极显著(P<0.01),当“Prob >F”小于0.05时,即表示该项指标显著。进一步对方程进行分析,其系数显著性如表3、表4。
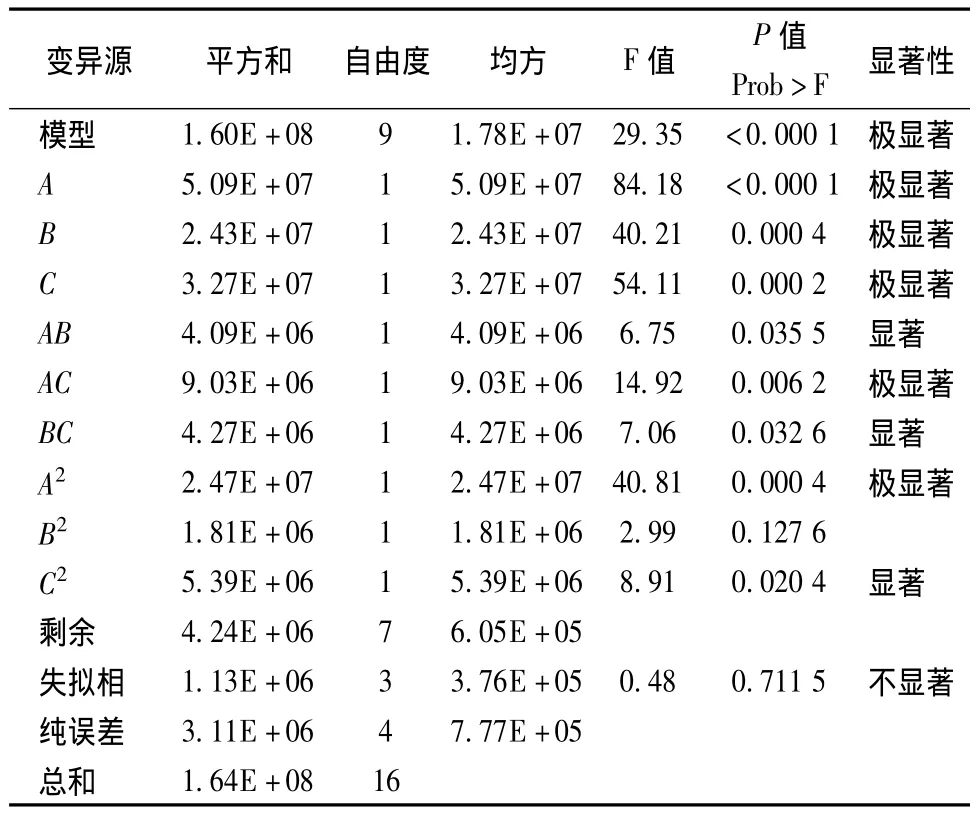
表3 R1脆度实验结果方差分析表Figure 3 R1analytical results of Brittleness tests
由表3可知,实验所建立的模型中,试验模型极显著(P <0.01),失拟相不显著(P=0.7115)。A、B、C、AC、A2都达到极显著水平(P<0.001),且对响应值影响的大小依次为温度>真空度>时间;AB、BC、C2均达到显著水平(P<0.05)。
表4说明,实验所建立的模型中,试验模型极显著(P <0.01),失拟相不显著(P=0.357 8)。A、B、C、A2都达到极显著水平(P<0.001);其他交互作用也很明显,除AC、B2外均达到显著水平(P<0.05)。各因素对含油率的影响值大小同表3一致。

表4 R2含油量实验结果方差分析表Figure 4 R2analytical results of oil content tests
2.3 两因素显著交互作用对感官评分的影响
2.3.1 脆度R1各因素的交互作用
利用分析软件DX.8做出以脆度为指标的3种因素交互作用的响应面图。由图4可知,随着时间和温度的增加,产品的脆度呈现逐渐上升然后趋于平稳,在时间为18~20 min,温度为96~98℃时,脆度值(g)达到26 000以上,但是继续增大,则又略下降,所以适当的增大油炸时间和温度有利于产品品质;随着真空度降低和温度的上升,产品脆度越来越好,当真空度在-0.095 MPa以下,温度大于95.5℃时,产品脆度最好;当真空度和时间持续减少和延长,脆度值上升,在-0.085 MPa以下,油炸时间大于15.5 min时,产品脆度在最高范围内。可见,脆度值相关各因素交互作用明显,尤其以真空度和温度(AC)为极显著,时间与温度(BC)、时间与真空度(AB)也均为显著性关系。

图4 R1=f(A,B)、f(A,C)、f(B,C)的响应面图Table 4 R1=f(A,B)、f(A,C)、f(B,C)Response Surface
2.3.2 含油量R2各因素的交互作用
利用分析软件DX.8做出以含油量R2为指标的3种因素交互作用的响应面图。由图5可知,随着时间和温度的增加,产品的脆度呈现先降低后上升的趋势,在时间不大于19 min,温小于98℃时,含油量低于10%,所以控制时间和温度不宜过长和过高,否则会增加产品的含油率;真空度逐渐降低,油炸温度上升的过程中,产品含油率也是呈现先低水平后上升的趋势,尤其温度的上升对品质影响较大,当真空度在-0.075~-0.09 MPa,温度小于96℃时,产品含油量在较低范围内;随着真空度的减少和时间的延长,产品的含油率从平稳到逐渐增大,说明适当的提高或者延长是有助于提高品质,但真空度过低或者时间过长都会产生不利的影响。当真空度在-0.095 MPa以下,油炸时间在15 min左右时,产品含油量在最适宜范围内。

图5 R2=f(A,B)、f(A,C)、f(B,C)的响应面图Table 5 R2=f(A,B)、f(A,C)、f(B,C)Response Surface
3 结论
单因素试验说明油炸温度、油炸时间、油炸真空度对油炸板栗脆片的品质影响十分显著。通过响应面法分析优化,经过DX.8软件分析,得到油炸板栗脆片的最佳工艺条件为油炸温度为94.93℃,油炸时间为14.82 min,油炸真空度为-0.09 MPa。在此条件下进行平行试验得到 R1值为24 379.8,R2值为9.53%,与模拟值24 690.5和9.444 53%接近,说明拟合度较好,模型可靠性高。分析结果显示在油炸过程中温度和真空度对产品脆度具有极显著的交互作用,时间与温度和真空度之间也有显著性交互作用;温度和时间对于含油量也有显著的交互作用。为了方便生产,可采用温度95℃,时间15 min。
[1] 王磊.低糖板栗果脯加工工艺的研究[D].合肥:合肥工业大学,2008:1-3.
[2] 梁丽松.板栗糯性质地的物质基础研究[D].北京:北京林业大学,2011:15-17.
[3] 李荣林.板栗的营养与加工[J].江苏食品与发酵,2000(3):38-40.
[4] Alvarez M D,Morillo M J,Canet W.Characterization of the frying process of fresh and blanched potato strips using response surface methodology[J].Eur Food Res Technol,2000,211:326-335.
[5] 杨抑.响应面分析法对油炸香芋片的工艺优化[J].食品与机械,2009,25(1):46-50.
