钼酸铵分光光度法检测糖厂工业磷酸含量的应用研究
2015-12-12莫佳琳张思原陆海勤陆芳启马丽霞覃胜尊黄声威
莫佳琳,张思原,陆海勤,陆芳启,马丽霞,覃胜尊,黄声威
(1广西壮族自治区产品质量监督检验研究院,广西南宁 530007;2广西大学轻工与食品工程学院,广西南宁 530004)
钼酸铵分光光度法检测糖厂工业磷酸含量的应用研究
莫佳琳1,张思原2*,陆海勤2,陆芳启2,马丽霞2,覃胜尊2,黄声威2
(1广西壮族自治区产品质量监督检验研究院,广西南宁 530007;2广西大学轻工与食品工程学院,广西南宁 530004)
基于钼酸铵分光光度法建立一种适用于糖厂工业磷酸含量的检测方法。应用国标方法对钼酸铵分光光度法进行验证,结果为:样品加标回收率在100%~109% 之间,精密度实验结果相对标准偏差小于4.0%,浓度在0.02~0.72 mg/L之间线性相关良好,方法合成不确定度为1.8041%,专属性实验表明磷酸杂质不影响方法测量准确性。钼酸铵分光光度法在2个不同糖厂测定85%工业磷酸平均值为84.738%和83.152%,样品加标回收率平均为100.20%和104.09%。钼酸铵分光光度法能适用于糖厂工业磷酸含量的测定。
工业磷酸;钼酸铵;检测;验证
0 前言
目前,我国工业磷酸含量检测国标方法有重量法和容量法[1-2],制糖企业也是采用这2种方法检测澄清辅料工业磷酸含量,但是在实际检测中发现2种方法都存在不足之处。重量法实验操作繁琐,耗用时间长,难于适应连续不间断的工业生产模式,检测过程需对沉淀物进行转移和洗涤,易造成损失导致结果有偏差,使用的玻璃砂坩埚残留沉淀难清洗,残留物会影响下次测量结果准确性。容量法依据酸碱中和检测氢离子浓度从而推算出工业磷酸含量,该方法受限于工业磷
酸纯度,当存在其他无机酸时,容量法就无法准确测出工业磷酸含量。个别甘蔗糖厂采用仪器测定工业磷酸含量,存在仪器操作复杂和结果稳定性差的问题。为此,需要寻求一种快速、准确的工业磷酸含量测量方法满足糖厂生产控制的要求。
钼酸铵分光光度法根据朗伯-比尔定律,通过溶液的吸光度和标准曲线求取溶液浓度,具有操作简便,测量结果准确性高等特点。钼酸铵分光光度法相对离子色谱法操作简便,测量费用低,显色稳定,操作简便,能满足糖厂工业磷酸含量检测。因此,在该方法基础上探索出适用于糖厂工业磷酸含量的检测方法是制糖行业所需要的。
1 实验部分
1.1 仪器与药品
1.1.1 仪器
SP-752紫外可见分光光度,尤尼柯上海仪器有限公司;电子分析天平(精度0.1 mg),上海精密科学仪器有限公司;UU-S4数显恒温水浴锅,常州普天仪器制造有限公司。
1.1.2 药品(分析纯)
磷酸二氢钾、抗坏血酸、钼酸铵、酒石酸锑钾、氯化钠、氟化钠、硫酸铁铵、三氧化二砷、氢氧化钠、硝酸铅、氯化钠、硫酸镁、硝酸钾、氯化钙。
1.1.3 标准溶液制备
磷标准使用液:准确称取0.2197±0.001 g干燥冷却后的磷酸二氢钾,溶解后移入1000 mL容量瓶中加水至标线并混合均匀,从中取10.0 mL溶液置于250 mL容量瓶中,用蒸馏水稀释至标线并混匀,该磷标准使用液每1.00 mL含有2.0 μg磷。
1.2 实验方法
在钼酸铵分光光度法基础上,从测定波长、消解方式、溶液pH值、显色反应时间、反应温度以及还原剂类型、用量和钼酸盐用量这几个方面探索工业磷酸含量检测方法的实验条件。单因素实验测定工业磷酸含量实验方法:取一定体积稀释后磷酸样品置于50 mL刻度试管,加蒸馏水至刻度线,摇匀后加入1.0 mL抗坏血酸混合,30 s后加入2.0 mL钼酸铵盐溶液,充分混匀,于20~30℃水浴中静置20 min后用比色皿在700 nm波长下,以水为参比液,扣除空白样吸光度则为溶液的吸光度,对应标准曲线得出磷酸样品磷含量。
2 实验结果分析
2.1 标准曲线方程
取7个50 mL具塞磨口刻度试管分别加入0.00、0.50、1.00、3.00、5.00、10.0、15.0 mL的磷标准使用液,加水稀释至刻度线,按照1.2实验方法进行测量,结果如表1所示。
由磷标准使用液的不同磷含量和对应吸光度作图,得到磷标准曲线图,拟合方程为y=0.50054x+0.00218,R2=0.99982(图1)。

表1 不同浓度磷标准液的吸光度
2.2 钼酸铵分光光度法系统误差检验及验证
为了考察方法能否达到预期实验目的以及方法误差所引起实验结果误差概率是否在允许范围之内,采用t检验法检验钼酸铵分光光度法对磷标准溶液的测定结果,并参照中国药典标准和ISO/IEC17025《检测和校准实验室能力认可准则》从准确度、精密度(重复性、中间精密度、重现性)、线性和范围、不确定度评定[3]这几个方面对钼酸铵分光光度法进行验证。
2.2.1 方法系统误差检验
采用t检验法检验钼酸铵分光光度法对标准溶液的检测结果是否存在系统误差以及测量值与标准值的差异。实验采用钼酸铵分光光度法检测浓度为0.20 mg/L的磷标准溶液,10次平行实验结果以及t检验结果如表2所示。
检验结果:双尾检验时,t =2.39<t(0.005,9)=3.25,双尾概率>0.01,方法检测结果无系统误差;单尾检验时,t>0,且t=2.39<t(0.01,9)=2.82,单尾概率>0.01,新方法检测结果与标准值没有统计学系统误差,检验表明钼酸铵分光光度法测量准确性好,可以满足制糖企业对工业磷酸含量的检测要求精密度。
2.2.2 回收率
以85%添加剂磷酸、95%工业磷酸和磷标准溶液为样品,加入1.0、10.0、18.0 μg不同含磷量标准溶液,形成高、中、低3个不同浓度,每个浓度平行测定3次,得到的结果计算加标回收率,3种样品的加标回收实验结果如表3所示。

图1 磷标准曲线

表2 0.20 mg/L磷标准液系统误差检验结果
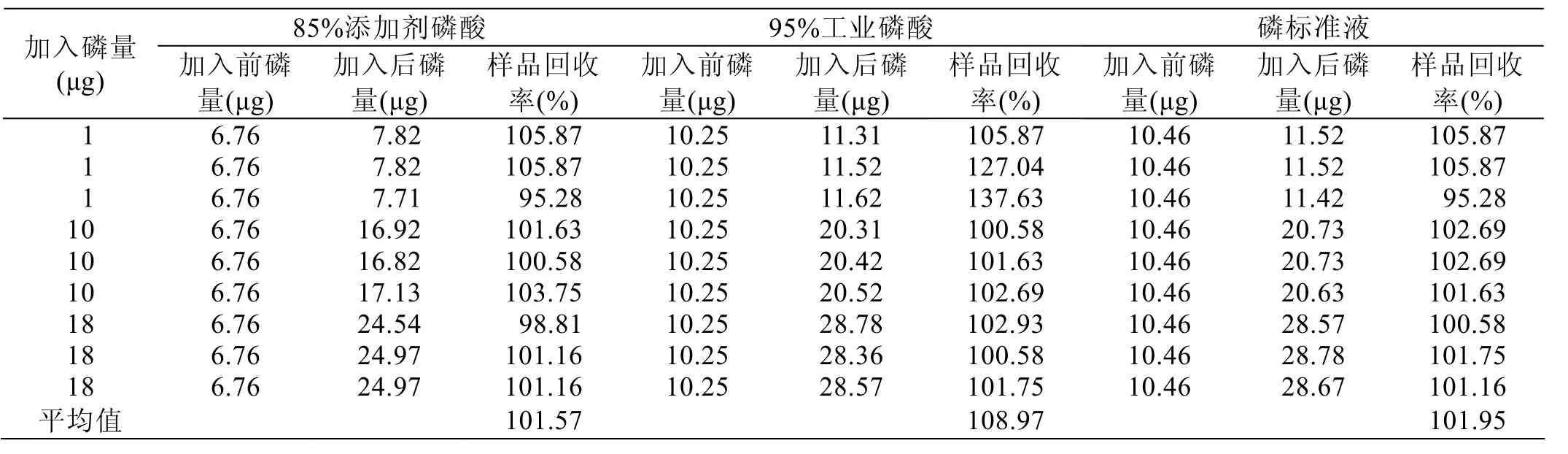
表3 样品加标回收实验结果
85%添加剂磷酸、95%工业磷酸和磷标准溶液样品的3个不同浓度加标回收率平均值分别为101.62%、
109.87%、102.05%。
2.2.3 精密度
取0.20、0.50 mg/L浓度的85%食品添加剂磷酸和95%工业磷酸溶液进行重复性试验,每个浓度测定6次,结果如表4、表5所示。
用85%食品添加剂磷酸溶液、95%工业磷酸溶液配制成0.20 mg/L的溶液样品,在2个不同实验室A和B由不同分析人员使用相同的仪器和方法对2种样品进行6次平行实验,用12个测量结果计算相对标准偏差,结果如表6、表7所示。

表4 85%食品添加剂磷酸精密度试验结果

表5 95%工业磷酸精密度试验结果

表6 85%食品添加剂磷酸重现性试验结果

表7 95%工业磷酸重现性试验结果
重复性试验的测量结果相对偏差RSD小于1%,实验测量结果分散性程度低,表明实验精密度高。在不同实验室12个测量结果RSD分别为1.088%和3.27%,重复性实验结果表明方法重现性良好。
2.2.4 线性和范围
准确量取磷标准溶液0.5、2.0、4.5、6.0、8.5、12.0、15.5、18.0、19.5、22.0 mL置于50 mL刻度试管,加蒸馏水稀释至刻度,摇匀,得到一系列浓度的磷标准溶液,按照钼酸铵分光光度法,在700 nm的波长处测定吸收度。

表8 不同浓度磷标准溶液吸光度
以浓度以及其对应吸光度做线性回归,浓度范围0.02~0.72 mg/L得到的标准曲线线性相关系数为0.99969,回归方程Y=0.51066x+0.0032。
2.2.5 不确定度
工业磷酸含量以ω%表示,按以下式子计算:

式中:C为样品溶液吸光度从标准曲线换算得到磷酸浓度(mg/L),m为测定用样液的质量(g),V为测定磷酸样体积(mL,磷酸样品稀释105倍)。
工业磷酸含量测定不确定度来源有:样品重复测量,取样代表性和样品稀释,磷标准溶液配制,标准曲线绘制过程[4]。

表9 不确定度分量
由各个不确定度合成工业磷酸中含量测定的结果相对合成标准不确定度为:

2.3 糖厂应用
考察方法在实际生产的应用效果,用钼酸铵分光光度法分别检测广西田东县制糖有限责任公司二糖厂(田东二厂)和驮卢东亚糖业有限公司(驮卢糖厂)使用的85%工业磷酸,并进行加标回收实验,结果如表10、表11所示。

表10 糖厂85%工业磷酸测量结果 单位(%)

表11 糖厂85%工业磷酸回收率 单位(%)
钼酸铵分光光度法在田东二厂和驮卢糖厂测定85%工业磷酸的平均值分别为84.738%和83.152%,样品加标回收率平均值分别为100.20%和104.09%。钼酸铵分光光度法在实际应用中效果良好,能满足制糖企业对澄清助剂工业磷酸含量的检测要求。
3 结论
T检验结果表明钼酸铵分光光度法检测结果无统计学系统误差。经验证,钼酸铵分光光度法用于检测工业磷酸含量回收率在100%~109%之间,精密度实验结果RSD小于4%,在0.02~0.72 mg/L浓度范围内线性良好,方法不确定度为1.8041%。钼酸铵分光光度法在糖厂应用效果良好,回收率为100.20%和104.09%,钼酸铵分光光度法能适用于糖厂工业磷酸含量的测定。
[1] 中国石油和化学工业协会. GB/T 2091-2008磷酸[S].北京:中国标准出版社,2008.
[2] 中国石油和化学工业协会. GB/T 3149-2004 食品添加剂 磷酸[S]. 北京:中国标准出版社,2004.
[3] 陆芳启. 钼酸铵分光光度法检测工业磷酸含量的建立及初步应用[D]. 南宁:广西大学轻工与食品工程学院,2014.
[4] 张辰,席武军. 分光光度法快速测定复合肥中有效磷含量的测量不确定度评定[J]. 化肥工业,2012,39(3):33-36.
(本篇责任编校:朱涤荃)
The Research of Phosphoric Acid Content Detection by Ammonium Molybdate Spectrophotometry
MO Jia-lin1, ZHANG Si-yuan2*, LU Hai-qin2, LU Fang-qi2, MA Li-xia2, QIN Sheng-zun2, HUANG Sheng-wei2
(1Guangxi Zhuang Autonomous Region Testing Institute of Product Quality Supervision, Nanning, Guangxi 530007;2Institute of Light Industry and Food Engineering, Guangxi University, Nanning, Guangxi 530004)
Based on ammonium molybdate spectrophotometric method, a detection method was established to determine industrial phosphoric acid content. Recovery of sample was between 100%~109%; the relative standard deviation of test results precision was less than 4.0%; the concentration of sample phosphorus had a preferable linear correlation in the range of 0.02~0.72 mg/L, method for synthesis uncertainty was about 1.8041%; specificity experiments showed that phosphoric acid with impurity did not affect the accuracy of measurement. The average to determine two industrial phosphoric acid with 85% concentration were 84.738% and 83.152%, and the average recovery were 100.20% and 104.09%. Ammonium molybdate spectrophotometric method can apply to the determination of phosphate content in sugar mill industry.
Industrial phosphoric acid; Ammonium molybdate; Detection; Validation
TS24
A
1005-9695(2015)01-0052-05
2014-10-29;
2015-01-07
广西自然科学基金项目(2013GXNSFAA019049)
莫佳琳(1977-),女,高级工程师,主要从事制糖过程在制品和产品检测
*通讯作者:张思原,副教授,从事制糖工程教学及研究;E-mail: zhangsiyuangx@sina.com
莫佳琳,张思原,陆海勤,等. 钼酸铵分光光度法检测糖厂工业磷酸含量的应用研究[J]. 甘蔗糖业,2015(1):52-56.