基于非支配排序遗传算法的直缝焊管焊接工艺参数优化
2015-12-12于恩林许学文孙春婷
韩 毅,于恩林,许学文,孙春婷
(燕山大学国家冷轧板带装备及工艺工程技术研究中心,河北秦皇岛066004)
基于非支配排序遗传算法的直缝焊管焊接工艺参数优化
韩 毅,于恩林∗,许学文,孙春婷
(燕山大学国家冷轧板带装备及工艺工程技术研究中心,河北秦皇岛066004)
高频感应焊接的机理研究十分复杂,影响到焊接钢管高频加热温度分布的工艺参数众多,且影响程度和影响规律不尽相同。本文在建立的高频焊管主要电磁工艺参数和目标函数的映射模型基础上,利用改进的非支配排序遗传算法对直缝焊管高频感应焊接参数进行优化。对优化得到的Pareto最优解集进行综合分析,最终确定了该工况下当开口角为6°、电流频率为218.39 kHz、线圈到V点距离为255 mm时,所对应的优化目标值均较小,其所对应焊缝的焊接质量较好。本文的研究为进一步提高高频焊管的焊接质量提供了理论依据。
焊管;高频焊接;感应加热;温度差;残余应力
0 引言
高频直缝焊管的焊接过程是利用感应电流特有的集肤效应和邻近效应,将能量在极短的时间内集中加载到管坯边缘,使其温度迅速升到1 350℃以上的焊接温度,再经过挤压将坯料焊接成钢管。影响焊管焊接质量的因素很多,到现今为止,对焊管成形和焊接机理尚未能研究透彻[1⁃3]。国内外学者针对高频感应焊接各工艺参数对加热温度分布的影响程度和影响规律做了大量定性和定量的研究工作,以期得到一套成熟的技术理论来支持高频感应焊接工艺参数的优化[4⁃6]。实际上,在焊管生产厂中,这些工艺参数的选用大多参考之前生产试验中总结的经验。这使得优化焊接过程中复杂工艺参数的工作难以全面展开[7⁃9]。
本文的研究以提高高频焊管的焊接质量为目标,在大量有限元计算和生产实际数据的基础上[10⁃11],采用改进的BP神经网络进行预测,提供足够的样本空间,尝试对焊接开口角、电流频率和线圈到V点距离等多参数进行优化,从理论上对焊接工艺参数的确定进行指导,以期得到更好的高频直缝焊管的焊接质量。
1 直缝管焊接过程多目标函数优化模型的建立
图1为直缝焊管的高频感应焊接过程。板带经过轧辊轧制成型后形成一个带有一定张开角的管坯。管坯内部放置磁棒,这样磁棒和开口的V形区域就构成一个电磁回路。当围绕管坯的线圈通有高频电流时,受到交流电特有的集肤效应和邻近效应影响,管内的感应电流高度集中在管坯的V形开口角边缘,在极短的时间内将管坯边缘金属从室温加热到熔化状态。本文采用的焊管为某厂生产的外径为219 mm、壁厚8.94 mm规格的钢管。
在直缝焊管的高频感应焊接过程中,工艺参数包括焊接频率、电流密度和输入功率等电参数,线圈和磁棒的几何参数,线圈和磁棒同轧辊的相对位置,以及线圈和轧辊间的相对位置等。在上述众多的工艺参数中,本研究的预测部分主要考虑的是对焊接质量影响较为显著的工艺参数。根据文献[11]中的研究结果,本文采用开口角、电流频率和线圈到焊接V点(如图1所示)距离这3个工艺参数。
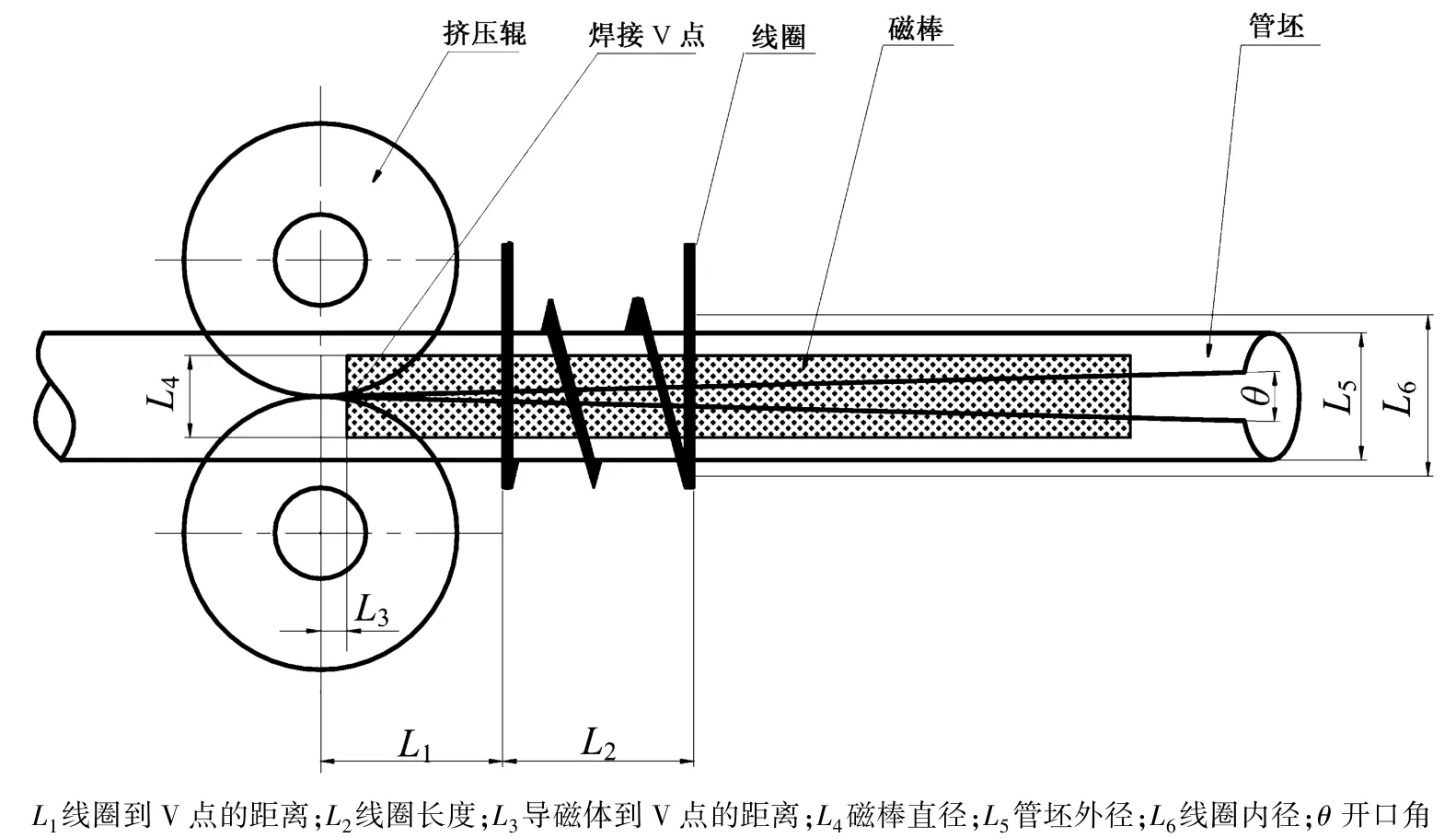
图1 直缝焊管高频感应焊接过程Fig.1 Welding process of high frequency induction welded pipe
经过高频感应焊接后的焊管,其性能优劣主要取决于焊缝,因此需提高焊缝的质量使其尽可能接近母材。本文的研究采用表征焊缝质量的焊缝处沿管壁厚温度差与焊接热影响最大等效残余应力作为优化目标[12]。但当优化目标出现两个或以上时,通常各目标间是相互独立的,通常情况下找不到一个各优化目标都满足的解。因此在解决多目标优化问题时,常常含有很多不能只进行相互间简单比较的解,这种解就是所谓的Pareto最优解,它们的共同特点是改变一个目标函数就会影响到另一个目标函数。
本文针对计算精度较高的非支配排序遗传算法,即NSGA⁃Ⅱ,采取了如下改进措施:1)提出一种快速非支配排序方法,降低了计算的复杂性;2)加入了精英主义;3)通过计算每个非支配层中个体的聚集距离和使用密集比较运算来替代共享方法以保持种群的多样性,从而不需要指定共享参数[13]。因此,本文采用改进后遗传算法来优化高频感应焊接工艺参数,以提高计算精度,令Pareto最优解集的分布更接近实际解。
本研究在应用NSGA⁃Ⅱ优化的过程中,目标函数的建立是通过改进的BP神经网络来获得的。由于BP神经网络的缺点会降低建模计算精度,本研究利用基本遗传算法对BP神经网络的权值和阈值进行了优化。图2是本文遗传算法优化程序流程图,其中NSGA⁃Ⅱ根据目标函数计算种群中个体的适应度值,而目标函数的获得正是通过BP神经网络的建模来完成的。
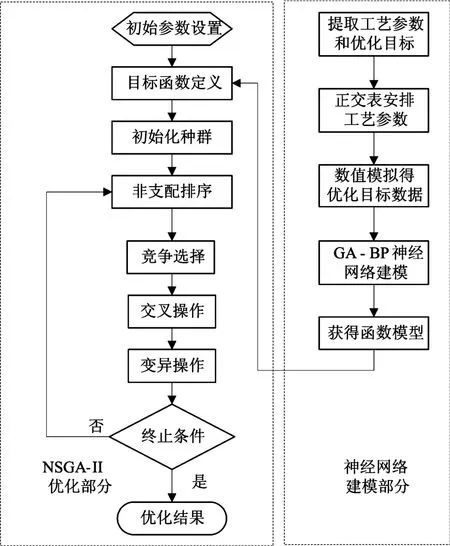
图2 遗传算法优化程序流程图Fig.2 Flowchart of genetic algorithm optimization program
在利用NSGA⁃Ⅱ进行优化时,种群规模、遗传代数、交叉概率、变异概率分别设置为100、100、0.9、1/3。经过100次的循环计算后,最终得到焊缝处沿管壁厚温度差和焊接热影响区最大等效残余应力的Pareto最优解集。
2 NSGA⁃Ⅱ优化结果及分析
为利于直观分析,提取出Pareto最优边界(如图3所示),可知,由于焊接工艺参数和优化目标之间的复杂非线性映射关系,导致后来的Pareto最优解集分布出现分开的迹象。为此需要对图中分开的两部分分别进行分析,相互比较后取最佳值。
如图3所示,Pareto最优结果明显地揭示了本文中的两个优化目标之间的不一致,任何一个优化目标值的减小都会导致另一个优化目标值的增大。当焊缝处沿管壁厚温度差这个优化目标达到最小值时,对应图中的A点,可以看出此时焊接热影响区最大等效残余应力这个优化目标则处于最大值;另一方面,焊接热影响区最大等效残余应力取最小值时,如图中的D点所示,而此时的另外一个优化目标则处于最大值。图3中的A~D点所对应的具体数值如表1所示。从图3中Pareto最优边界的AB段可知,随着横轴坐标值、即焊缝处沿着管材壁厚方向的温度差的增大,纵轴坐标值、即焊接热影响区域最大等效残余应力是减小的。且从A点变化到B的变化过程中,焊缝处沿管壁厚温度差从93℃升高到108℃,升高了10.8%,而焊接热影响区最大等效残余应力的值从333 MPa降低到307 MPa,降低了7.8%。
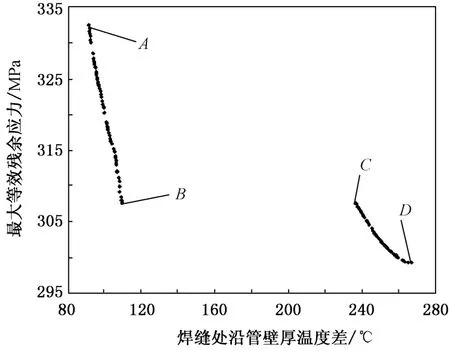
图3 Pareto最优边界Fig.3 Optimal boundary of Pareto
为了让温度差和等效残余应力值这两个优化目标同时取得相对最小,那么选择B点所对应的目标值是相对合理的。同理,对于图3中Pareto最优边界的CD段,经过同样的权衡后选择C点是比较合适的。在表1中比较B点和C点的值,对照图3可以看出B点和C点的纵坐标值几乎相同,而横坐标值C点为238℃,是B点108℃的2.2倍。综合考虑上述因素,本文取横坐标值较小的B点作为该工况下最终的最优点,其所对应的工艺参数则为本文的最优工艺参数。
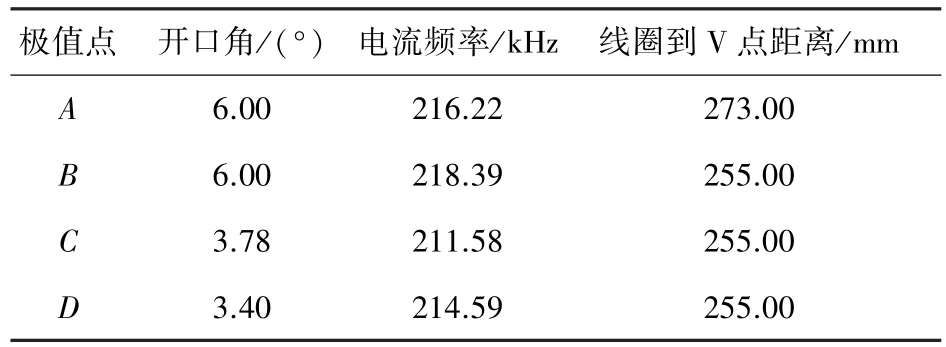
表1 Pareto边界上的极值点Tab.1 Extreme points on the boundary of Pareto
上述是从Pareto最优边界进行分析的,经过综合对比确定出最优点,但仅此分析难以全面考察Pareto最优解集所包含的信息,下面分别从各工艺参数对两个优化目标的影响来做进一步分析。如图4~9所示,为开口角、电流频率和线圈到焊接V点距离这3个工艺参数分别对温度差和最大等效残余应力这个两个优化目标影响规律曲线。
图4和图5是开口角对各优化目标的影响,数据点分成明显的两部分。在两图中的左侧部分,可见随着开口角的增大,焊缝处沿管壁厚温度差是减小的,而焊接热影响区最大等效残余应力是增大的,二者之间是此消彼长的趋势。在两图的右侧部分,此时开口角为6°,这两部分中对应的优化目标值从整体上更能被接受。因此,综合对比分析后开口角取为6°。而在工厂生产中,焊接开口角越小邻近效应越强烈,温度差越大对应的可能产生的焊接缺陷的可能性越大,因此适当提高开口角度有利于提高焊接质量。文献[14]指出实践生产中开口角不宜超过6°,这与本文的优化结果相吻合。
图6和图7是电流频率对这两个优化目标的影响,可见数据点也同样分成两部分。在图6的左侧部分,随着电流频率的增加,焊缝处沿管壁厚温度差是逐渐递增的,且其平均值是右侧部分(横坐标216到221 kHz)的2倍。
而在图7左侧部分(横坐标211到215 kHz)中随着电流频率的增加,焊接热影响区最大等效残余应力是逐渐减小的,其值低于该图右侧部分,当电流频率取218.39 kHz时,对应两图中的优化目标值取得相对较小。因此,取电流频率为218.39 kHz。
图8和图9是线圈到焊接V点距离对这两个优化目标的影响,可见数据点也同样分成两部分。
当线圈到焊接V点距离为255 mm时,两图中对应的目标值有取得相对较小值的点,随着线圈到焊接V点距离的增大,焊缝处沿管壁厚温度差是较缓的降低,而焊接热影响区最大等效残余应力增加的幅度是比较大的,因此去线圈距离焊接V点255 mm方能使得两优化目标相对较小。
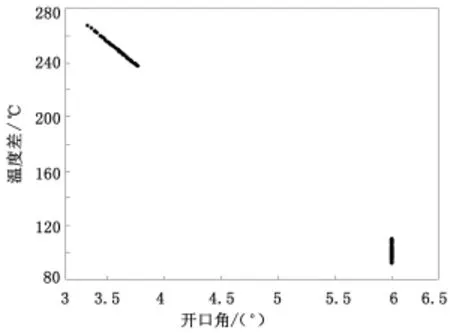
图4 开口角对焊缝处沿壁厚温度差的影响Fig.4 The impact of the opening angle on the weld temperature difference along the thickness
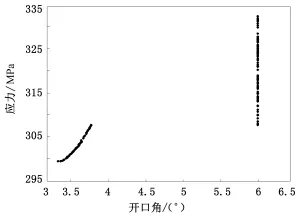
图5 开口角对焊接热影响区最大等效残余应力的影响Fig.5 The impact of the opening angle on the maximum equivalent residual stress of HAZ
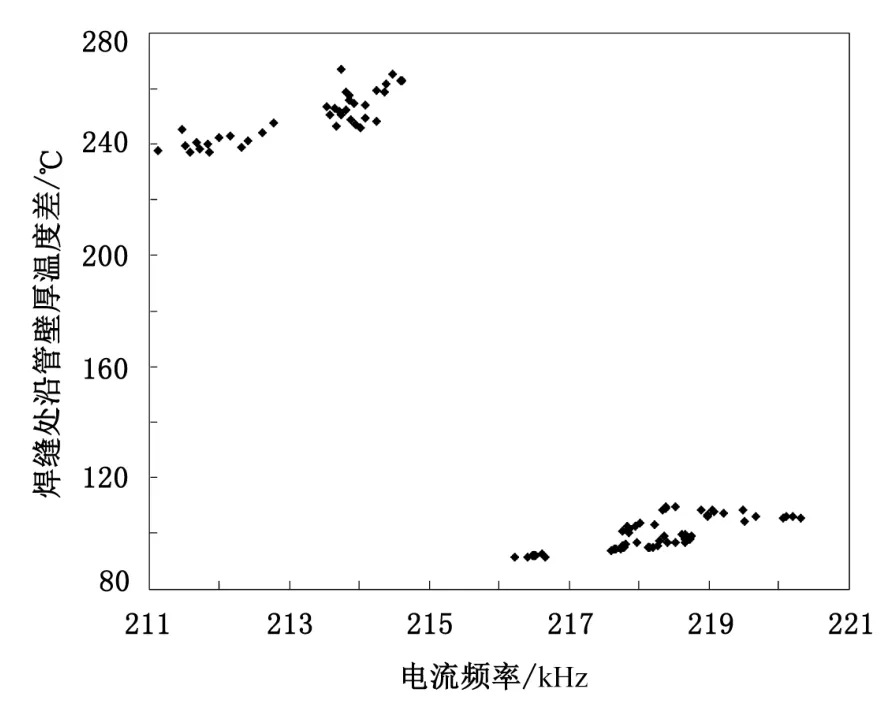
图6 电流频率对焊缝处沿壁厚温度差的影响Fig.6 The impact of current frequency on the weld temperature difference along the thickness
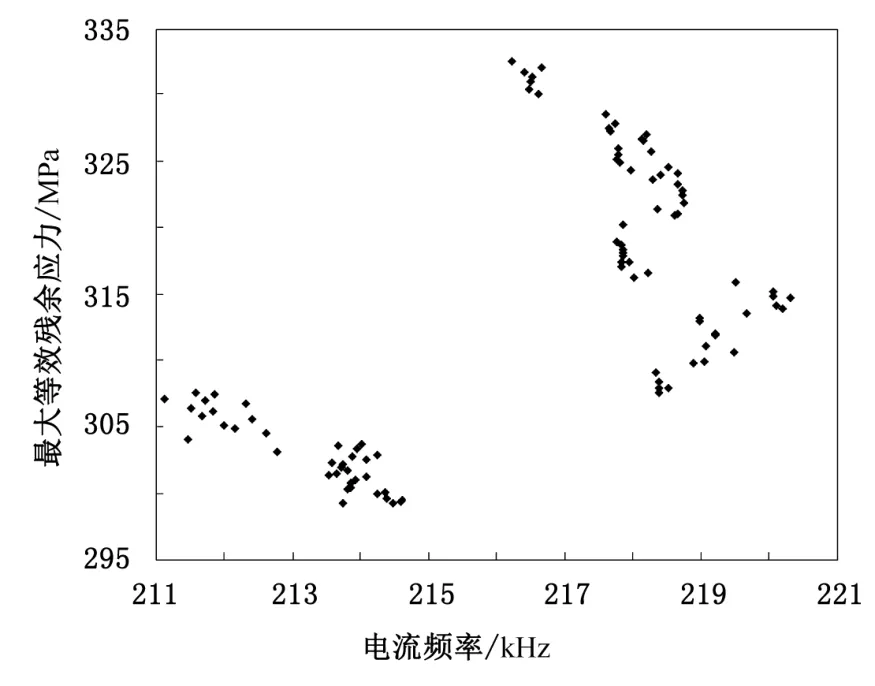
图7 电流频率对焊接热影响区最大等效残余应力的影响Fig.7 The impact of current frequency on the maximum equivalent residual stress of HAZ
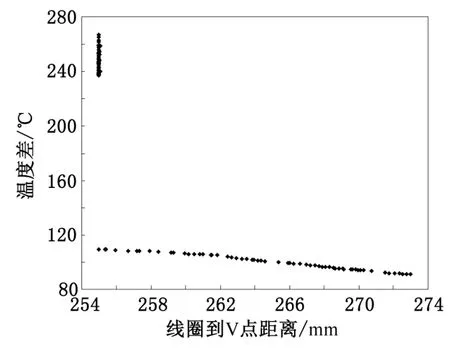
图8 线圈到焊接V点距离对焊缝处沿壁厚温度差的影响Fig.8 The impact of the distance of coil to V point on the weld temperature difference along the thickness
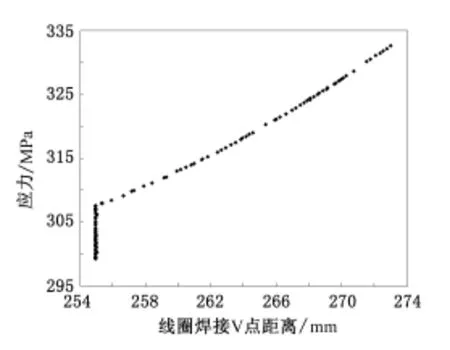
图9 线圈到V点距离对焊接热影响区最大等效残余应力的影响Fig.9 The impact of the distance of coil to V point on the maximum equivalent residual stress of HAZ
综合对各工艺参数对优化目标的分析后,最后确定该工况下各个工艺参数的最优值为开口角取6°,电流频率取218.39 kHz以及线圈距V点255 mm。
3 结论
本文考虑在高频直缝焊管的焊接工艺参数优化中采用改进的非支配排序遗传算法,在提高了计算精度的同时,为高频直缝焊管的多参数工艺优化提供了量化的参考依据。
1)直缝高频焊管诸多复杂工艺参数的优化工作,可以选用焊缝处沿管壁厚温度差和焊接热影响区最大等效残余应力做为优化目标,量化表征高频感应焊接的质量。
2)利用多目标遗传算法NSGA⁃Ⅱ,优化得出了Pareto最优解集,直观地展现出焊接工艺参数和优化目标之间的复杂非线性映射关系。
3)针对本文讨论的Φ219,壁厚8.94 mm的焊管获得了一组最优工艺参数,即当开口角为6°、电流频率为218.39 kHz、线圈到V点距离为255 mm时,所对应的优化目标值均较小,从而焊缝的焊接质量较好。
[1]李鹤林,田伟,邝献任.油井管供需形势分析与对策[J].钢管,2010,39(1):1⁃7.
[2]王晓香.当前管线钢管研发的几个热点问题[J].焊管,2014,37(4):5⁃13.
[3]孙红磊,赵军,殷璟,等.大型管件JCOE成形智能化控制中的材料性能参数识别[J].燕山大学学报,2011,35(3):223⁃227.
[4]史宏德,田青超,丁维军,等.宝钢HFW石油套管的研发现状和前景[J].钢管,2013,42(6):5⁃8.
[5]于恩林,韩毅,范玉林,等.HFW管高频感应加热过程电磁热耦合数值模拟[J].焊接学报,2010,31(4):5⁃8.
[6]刘维,张玉凤,霍立兴.高频焊管残余应力的测量及三维有限元数值模拟[J].焊接学报,2007,28(1):37⁃40.
[7]杨在安,邵毅,郝明刚.高钢级HFW石油套管的研制[J].钢管,2014,43(3):44⁃48.
[8]Yan P,Güngör O E,Thibaux P.Tackling the toughness of steel pipes produced by high frequency induction welding and heat⁃treatment[J].Materials Science and Engineering A,2011,528(29/30):8492⁃8499.
[9]何石磊,白鹤,张峰,等.HFW焊缝性能优化工艺研究[J].焊管,2012,36(12):39⁃44.
[10]Han Yi,Yu Enlin,Huang Daochen,et al.Simulation and Anal⁃ysis of Residual Stress and Microstructure Transformation for Post Weld Heat Treatment of a Welded Pipe[J].Journal of Pressure Vessel Technology⁃ASME,2014,136(2):021401⁃8.
[11]Han Yi,Yu Enlin.Numerical Analysis of a High Frequency In⁃duction Welded Pipe[J].Welding Journal,2012,91(10):270⁃277.
[12]于恩林,许学文,韩毅.基于神经网络的直缝焊管高频感应焊接质量预测[J].焊管,2014,37(5):9⁃15.
[13]Deb K,Agrawal S,Pratap A,et al.A Fast Elitist Nondominated Sorting Genetic Algorithm forMulti⁃objective Optimization:NSGA⁃II[C]//Proc of the Parallel Problem Solving from Nature VI Conf,Paris,2000:849⁃858.
[14]刘建芳,刘科伟,陈建,等.高频焊管的常见缺陷及预防措施实践[J].四川冶金,2013,35(4):59⁃63.
Optimization of longitudinal welding parameters based on non⁃dominated sorting genetic algorithm
HAN Yi,YU En⁃lin,XU Xue⁃wen,SUN Chun⁃ting
(National Engineering Research Center for Equipment and Technology of Cold Rolling Strip,Yanshan University,Qinhuangdao,Hebei 066004,China)
The mechanism of high frequency induction welding is very complicated.There are many processing parameters which in⁃fluence the temperature distribution of high⁃frequency heating welded steel pipe in different ways.The processing parameters are op⁃timized using improved non⁃dominated sorting genetic algorithm based on the mapping model with electromagnetic frequency welded pipe processing parameters and objective function in this paper.It is found from analysis the optimized Pareto solution that better quality of welding seam is obtained from lower optimization target with opening angle of 6°,frequency of 218.39 kHz,V point to the coil distance of 255 mm.This work provides a theoretical basis for further improving the quality of high⁃frequency welded pipe.
welded pipe;high⁃frequency welding;induction heating;temperature difference;residual stress
TG457.6
A
10.3969/j.issn.1007⁃791X.2015.05.003
1007⁃791X(2015)05⁃00403⁃05
2015⁃07⁃23 基金项目:国家自然科学基金资助项目(51505418),河北省自然科学基金资助项目(E2015203032)
韩毅(1982⁃),男,河北唐山人,博士,主要研究方向为焊管产品质量控制;∗通信作者:于恩林(1957⁃),男,黑龙江大庆人,博士,教授,博士生导师,主要研究方向为管材产品质量控制,Email:yuenlin@ysu.edu.cn。
