铝/镀锌钢搅拌摩擦铆焊接头组织与力学性能
2015-11-30王希靖张亚州李经纬孙学敏
王希靖,张亚州,李经纬,孙学敏
(省部共建有色金属先进加工与再利用国家重点实验室(兰州理工大学),兰州 730050)
随着能源和环境问题的日益突出,轻量化技术成为汽车行业发展的一个重要趋势,而采用轻量化材料又是轻量化技术的主导方向.铝及铝合金是目前应用最广的有色金属,具有密度小、比强度高、耐腐蚀和导热导电性好的优点[1].DP600双相钢是一种高强度、高成形性的新钢,尤其适用于汽车车身的制造[2].因此,汽车轻量化技术势必会涉及到铝和钢异种金属的连接问题[3-4].
由于铝和钢具有不同的晶体结构和热物理性能,如热膨胀系数、导热率和比热容,铝-钢接头处易产生内应力、裂纹和夹渣,除此之外,产生的较厚的金属间化合物也会严重影响接头强度[5].尽管熔焊[6-7]、钎焊[8-10]和熔钎焊[11-14]等方法可以实现铝和钢异种金属的连接,但往往有缺陷且抗拉强度较低,无法获得焊缝成形和力学性能俱佳的优质接头.
搅拌摩擦铆焊(friction stir rivet welding,FSRW)是本课题组提出的一种新型无匙孔搅拌摩擦点焊方法.该方法与普通搅拌摩擦点焊相比,避免了钢母材对搅拌头的磨损,延长了工具的使用寿命,且接头无匙孔,焊点平整美观,兼有铆接和冶金结合双重连接[15],特别适用于轻质合金与钢等异种金属的搭接连接.本文采用该方法来实现汽车工业中铝和钢异种金属的连接,通过拉剪试验评定接头的力学性能,并分析接头的表面成形、微观组织及断口形貌.
1 试验
试验材料选用3 mm厚的6061-T6变形铝合金和1 mm厚的DP600镀锌双相钢板,几何尺寸均为150 mm×50 mm.采用由高温合金制成的圆柱形无针搅拌头,其中轴肩直径为20 mm.
采用搅拌摩擦铆焊方法,搭接方式如图1所示.首先,在较硬的钢母材上钻孔,将铝板置于钢板上方,钢板下有1个开圆孔的垫板,无针搅拌头端面与工件表面沿垂直方向高速局部顶锻摩擦,将达到塑性流动状态的铝合金旋挤压入钢板的孔内;然后,搅拌头开始上升,离开工件,即完成焊接.根据预实验结果,焊接时轴肩下压量为定值0.2 mm,搅拌头转速选用 800和1 000 r/min,在每种转速下钢板上的圆孔直径分别选用 6、7、8 mm 3种参数.
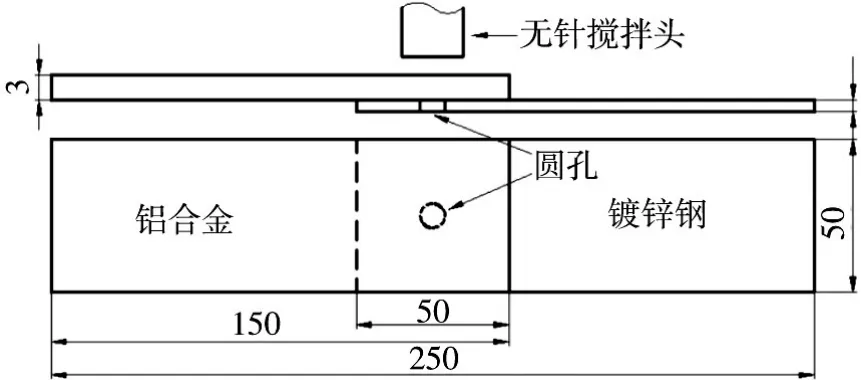
图1 搅拌摩擦铆焊搭接示意图
焊后,沿焊点直径横切接头,经研磨、抛光后,用扫描电镜(SEM)及能谱分析(EDS)对接头的微观组织及断口进行观察分析,采用 WDW-100E型万能材料试验机测试接头的力学性能.
2 结果与分析
2.1 接头表面成形
试验过程中对不同焊接参数下的接头成形进行观察.图2(a)为转速800 r/min、圆孔直径7 mm时的接头表面成形,可以发现,焊点表面平整,基本与工件表面齐平,外形美观,中心没有匙孔,周围只有少许的飞边.焊点背面如图2(b)所示,铝合金嵌入钢板的圆孔中形成圆柱形的铝柱,焊点周围镀锌钢板颜色只是略有变化,这说明镀锌层被破坏得较少,有利于保持其抗腐蚀性.
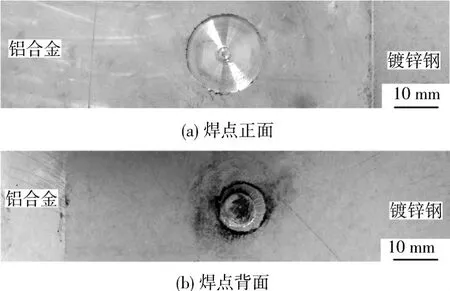
图2 转速800 r/min、孔直径7 mm时的接头成形
2.2 接头的宏观组织特征
典型接头的横截面形貌如图3所示.由图3可知:在铆接区,铝合金在搅拌头的摩擦顶锻作用下产生了充分的塑性流变,以铝柱的形式饱满地嵌入钢板的圆孔中;由于垫板的作用,铝柱在钢板的外侧出现了翻卷,形成了比圆孔直径略大些的“铆钉帽”,可防止钢板和铝板的分离,将铝和钢以“铝铆钉”的方式连接在一起;另外,铝柱四周的钢板发生了向下弯曲.同时,在铆接区周围,铝、钢和镀锌层在热-力条件下相互作用生成反应层,形成了分界明显的冶金结合.

图3 接头的横截面形貌
2.3 铆接区的微观组织
铝柱与钢板上圆孔侧壁形成的界面如图4所示,图4(a)、图4(b)分别是图3中 A、B区域的背散射放大图像.由图4可知:嵌入圆孔的铝柱相对饱满,在钢板与“铆钉帽”连接处有少量灰色的过渡层(1、4区域)形成;铝柱上有河流状的白色物相存在,由钢板的上表面流向铝柱的底部.
为确定界面上物相的成分组成,对图4中1~5区域做了点能谱分析(EDS),结果如表1所示.结合 Fe-Al、Al-Zn 二元相图可知,灰色过渡层应为金属间化合物Fe2Al5,而白色物相可能是 Zn固溶于 Al中形成的富铝的α 固溶体[16-17].
由以上分析可推断,焊接过程中锌层最先熔化成液态薄膜,铺展在铝/钢界面上;同时在搅拌头的热-力联合作用下,铝合金达到热塑性流动状态,圆孔边缘处的钢板也开始向下弯曲,成为一个斜面[18-19].于是,液态锌沿着斜面与达到流态的铝一起流入孔中,在冷却过程中铝、锌形成了α固溶体,并在铝柱底部有一定的积淀.另外,钢板在焊接开始时弯曲变形小,与铝柱的“钉帽”紧密接触,有 Fe-Al金属间化合物生成.随着钢板弯曲程度越来越大,下表面与“钉帽”的间隙也开始变大,最终两种基体分离,又由于化合物层与钢基体的连接更致密,所以形成的金属间化合物主要粘附在钢板下表面.

图4 铆接界面的背散射电子扫描电镜照片
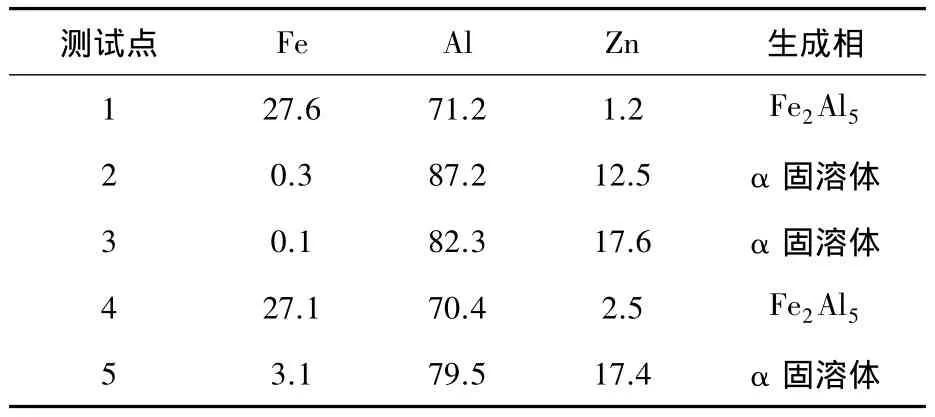
表1 图4中EDS点成分分析(原子数分数/%)
2.4 扩散区的微观组织
扩散区的微观组织如图5所示,铝/钢界面上形成了一层厚度约为5 μm的反应层,与两侧母材连接十分致密,且在界面上均匀分布.
为进一步分析扩散界面的元素分布情况,沿着图5中线AB做了能谱分析,结果如图6所示,可以看出,在反应层区域铁和铝的含量较为均匀,且出现了平台,这说明Fe和Al两个主元素发生了相互扩散.焊接时,锌层熔化后形成微量液相,润湿填充接头间隙,扩大了待焊表面的物理接触,同时界面在搅拌头压力作用下产生了微观塑性变形,也使铝/钢界面紧密接触,于是,塑性态铝与固态铁相互扩散、相互渗透发生固相态冶金反应,生成了一层均匀、致密的Fe-Al金属间化合物,两种金属在扩散界面上形成了冶金结合[20].对图5中1区域进行能谱点分析,化合物层主要由24.0%Fe、75.2%Al和0.8%Zn(原子数分数)组成,其中,铁和铝的原子个数比接近 1∶3.结合Fe-Al二元相图,该金属间化合物可初步判定为FeAl3,该结果与文献中 Al-Fe金属间化合物的热力学分析结果一致[21].
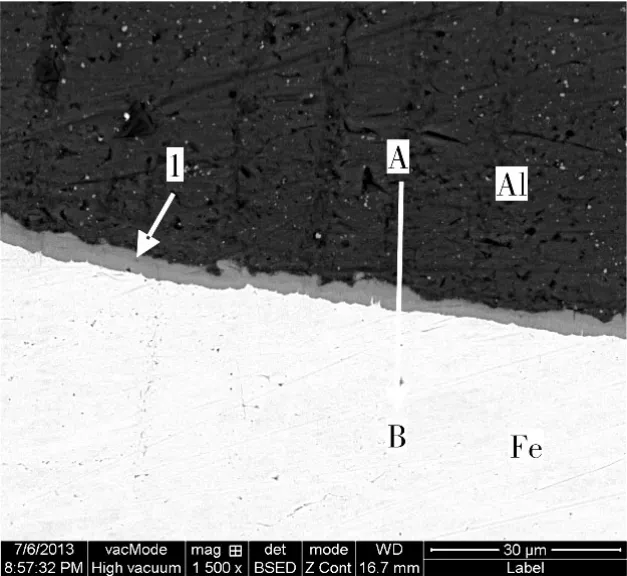
图5 扩散界面的背散射电子扫描电镜图像
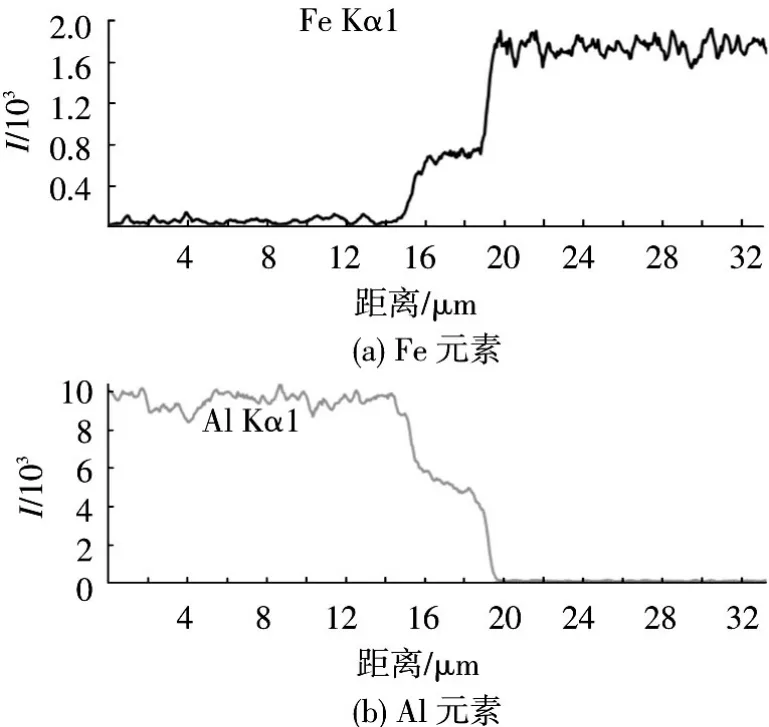
图6 扩散界面主元素的线分析结果
2.5 接头的力学性能
为了测试铝合金和镀锌钢板搅拌摩擦铆焊接头的力学性能,进行了拉剪试验,发现接头有Ⅰ、Ⅱ、Ⅲ型3种断裂形式,分别如图7(a)、7(b)、7(c)所示.
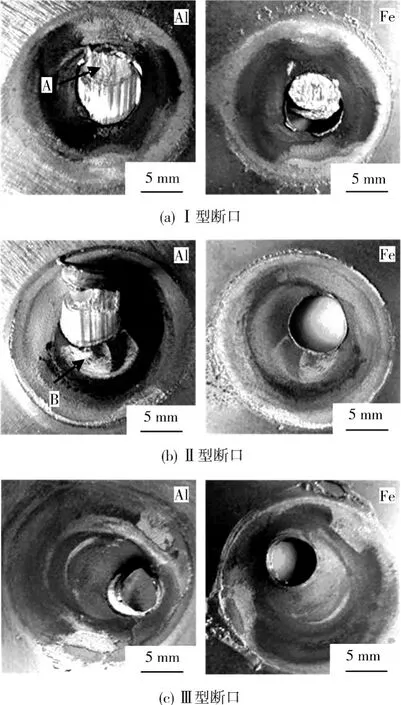
图7 搅拌摩擦铆焊接头的断裂形式
对于Ⅰ型断裂,铝柱发生明显塑性变形后,沿两板的界面剪断成两部分,其中一部分留在钢板的孔中,断口表面细致,呈浅灰色.该断裂方式在拉剪的所有接头中最为常见,也有少数的断口为Ⅱ或Ⅲ型.Ⅱ型断口中,铝柱发生塑性变形后从钢板的孔中被拔出来,且“钉帽”几乎与铝柱体分离;而在Ⅲ型断口中,铝柱基本上没有塑性变形,直接从圆孔中完全拔出来,往往会发生在没有“钉帽”的接头上.
不同焊接参数下接头的抗剪力见表2,由表2可知:在相同转速下,孔直径7 mm时,接头的强度相对较高,这是因为孔直径6 mm时,用于铆接的铝柱太细,无法承受较大的抗剪载荷;当孔直径为8 mm时,在该试验条件下所得的铝-钢铆焊接头中,嵌入的铝柱不饱满,与圆孔侧壁的间隙较大,且形成的“钉帽”较小,拉剪时接头易发生Ⅱ型或Ⅲ型断裂,强度较低.圆孔直径相同时,高转速下得到的接头强度较低,这主要是由铝合金的软化导致,6061铝合金属于可热处理强化铝合金,其主要强化相是Mg2Si,该合金在焊接过程中受热循环的影响,致使铝柱出现严重软化,接头力学性 能 下 降[22-23].因此,当搅拌头转速为800 r/min、孔直径为7 mm时,接头的抗剪力达到最大值8.2 kN,此时接头的抗剪强度为213 MPa(按铝柱的横截面积计算),高于6061-T6铝棒母材的抗剪强度155 MPa,这说明接头中既有铝柱的铆接,同时也有靠金属间化合物连接的冶金结合,但在两种连接方式中,铆接起主要作用.因此,经双重连接的铝/钢搅拌摩擦铆焊接头的力学性能较好,可以用于铝/钢结构件的点焊连接.
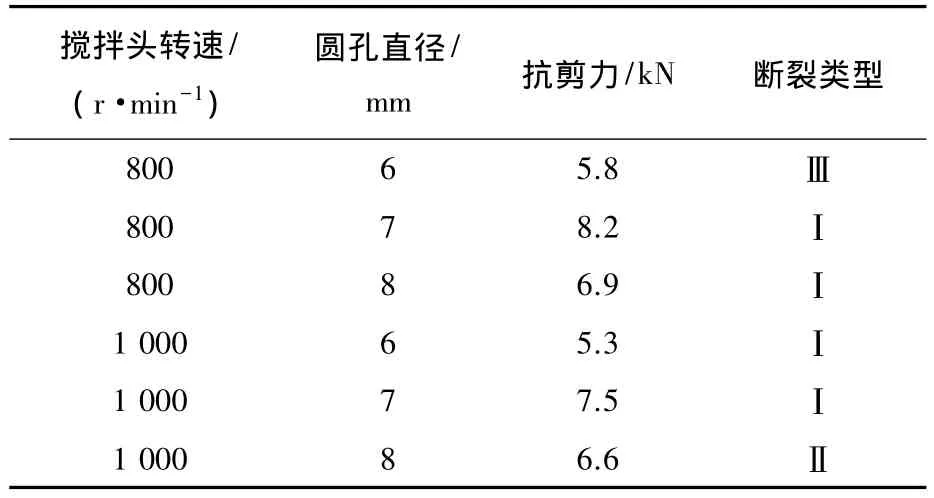
表2 不同焊接参数下接头的力学性能
接头拉剪断口的微观形貌如图8所示,图8(a)、8(b)分别是铆接区和扩散区的断口微观形貌.

图8 接头SEM断口形貌
由图8可知,铝柱上的断口由大量的被拉长了的韧窝组成,韧窝圆形端在同一方向上,这是典型的剪切韧窝,其长轴在剪力方向上.扩散区的断口主要由灰色的基体及大量的白色颗粒物质组成,其中灰色基体 (1 区域 3.7%Fe、41.5%Al、13.7%Zn、41.1%O)可能为氧化物和α 固溶体的混合物,而白色颗粒 (2 区域 23.6%Fe、75.1%Al、1.3%Zn)应为金属间化合物 FeAl3,进一步证实了扩散界面有金属间化合物生成.
3 结论
1)对6061铝合金和DP600镀锌钢板进行搅拌摩擦铆焊,得到的接头平整美观、飞边少、中心没有匙孔.
2)接头具有铆接和冶金结合双重连接:铝母材达到塑性流变状态后,以铝柱的形式嵌入钢板上的孔中,形成一个“铝铆钉”,将铝和钢铆接在一起;在圆孔四周,铝和钢形成了扩散界面,依靠均匀分布的金属间化合物FeAl3连接在一起.
3)当搅拌头转速 800 r/min、孔直径7 mm时,接头的抗剪力最大;接头的断裂形式有3种,其中以铝柱明显塑性变形后沿铝/钢界面被剪断最为常见;铝柱上的断口由被拉长的韧窝组成;扩散界面的断口由灰色基体和白色颗粒组成.
[1] 李军,杨建国,路浩,等.铝合金薄板焊件旋转挤压矫形研究[J].材料科学与工艺,2010,18(2):293-296.LI Jun,YANG Jianguo,LU Hao,et al.Controlling welding distortion of aluminum alloy thin plates with rotating extrusion[J].Materials Science & Technology,2010,18(2):293-296.
[2] 马明图.先进汽车用钢[M].北京:化学工业出版社,2007:55-57.
[3] ZHOU Yunjiao,LAN Fengchong,CHEN Jiqing.Crashworthiness research on S-shaped front rails made of steel-aluminum hybrid materials[J].Thin-Walled Structures,2011,49(2):291-297.
[4] CHOI C Y,KIM D C,NAM D G,et al.A hybrid joining technology for aluminum/zinc coated steels in vehicles[J].JournalofMaterials Science and Technology,2010,26(9):858-864.
[5] 李亚江,王娟,刘鹏.异种难焊材料的焊接及应用[M].北京:化学工业出版社,2003:170-175.
[6] SIERRA G,PEYRE P,STUART D,et al.Steel to aluminium key:hole laser welding[J].Materials Science and Engineering A,2007,447(12):197-208.
[7] 张秉刚,何景山,曾如川,等.LF2铝合金与Q235钢加入中间Cu层电子束焊接接头组织及形成机理[J].焊接学报,2007,28(6):37-41.ZHANG Binggang,HE Jingshan,ZENG Ruchuan,et al.Microstructures and formation of EBW joint of aluminum alloy LF2 to steel Q235 with transition metal Cu[J].Transactions of the China Welding Institution,2007,28(6):37-41.
[8] ROULIN M,LUSTER J W,KARADENIZ G,et al.Strength and structure of furnace-brazed joints between aluminum and stainless steel[J].Welding Journal,1999,78(5):151-155.
[9] MATSUMOTO T,SASABE S.Laser braze welding for dissimilar metal joining of aluminium alloys to steel[J].Welding International,2012,26(4):270-274.
[10] WU M F,SI N C,CHEN J.Contact reactive brazing of Al alloy/Cu/stainless steel joints and dissolution behaviors of interlayer[J].Transactions of Nonferrous Metals Society of China,2011,21(5):1035-1039.
[11] ZHANG H T,FENG J C,HE P.Interfacial microstructure and mechanical properties of aluminium-zinc-coated steel joints made by a modified metal inert gas welding-brazing process[J].Materials Characterization,2007,58(7):588-592.
[12] 秦国梁,苏玉虎,王术军.铝合金/镀锌钢板脉冲MIG电弧熔-钎焊接头组织与性能[J].金属学报,2012,48(8):1018-1024.QIN Guoliang,SU Yuhu,WANG Shujun.Microstructures and properties of pulsed MIG arc brazed-fusion welded joint of Al alloy and galvanized steel[J].Acta Metallurgica Sinica,2012,48(8):1018-1024.
[13] 樊丁,张诗正,余淑荣,等.5A02铝合金与镀锌钢CO2激光熔一钎焊接工艺[J].热加工工艺,2012,41(11):140-142.FAN Ding,ZHANG Shizheng,YU Shurong,et al.Fusion-brazing welding for dissimilar metals between 5A02 aluminum alloy and zinc-coated steel by CO2laser[J].Hot Working Technology,2012,41(11):140-142.
[14] 石玗,王钊,黄健康,等.铝-镀锌钢板脉冲旁路耦合电弧 MIG熔钎焊工艺及接头组织分析[J].焊接学报,2013,34(5):1-4.SHI Yu,WANG Zhao,HUANG Jiankang,et al.Study on microstructure of fusing-brazing joint of aluminum to galvanized steel by pulsed DE-MIG welding[J].Transactions of the China Welding Institution,2013,34(5):1-4.
[15] 周云郊,兰凤崇,黄信宏,等.钢铝板材压力连接模具几何参数多目标优化[J].材料科学与工艺,2011,19(6):86-93.ZHOU Yunjiao,LAN Fengchong,HUANG Xinhong,et al.Multi-objective optimization of geometryof clinching tools for steel-aluminum blank sheets[J].Materials Science& Technology,2011,19(6):86-93.
[16] 卢燕平.Al55%-Zn合金镀层钢板组织与腐蚀特性[J].材料科学与工艺,1997,5(4):61-65.LU Yanping.Microstructure and corrosion properties of Al55% - Zn alloy coated steel sheet[J].Materials Science & Technology,1997,5(4):61-65.
[17] 石常亮,何鹏,冯吉才,等.铝/镀锌钢板CMT熔钎焊界面区组织与接头性能[J].焊接学报,2006,27(12):61-64.SHI Changliang,HE Peng,FENG Jicai,et al.Interface microstructure and mechanical property of CMT welding brazed joint between aluminum and galvanized steel sheet[J].Transactions of the China Welding Institution,2006,27(12):61-64.
[18] 黎俊初,周德生,刘大海,等.2A12铝合金筋板件T型搅拌摩擦焊工艺及焊后热处理[J].材料科学与工艺,2011,19(2):80-85.LI Junchu,ZHOU Desheng,LIU Dahai,et al.Friction stir welding and successive heat treatment of T-shaped rib-web parts of 2A12 aluminum alloy[J].Materials Science& Technology,2011,19(2):80-85.
[19] 姬书得,刘伟,张利国,等.FGH96合金惯性摩擦焊过程材料流动行为的数值模拟[J].材料科学与工艺,2013,21(1):109-112.JI Shude,LIU Wei,ZHANG Liguo,et al.Numerical simulation of material flow behavior in inertia friction welding of FGH96 alloy[J].Materials Science &Technology,2013,21(1):109-112.
[20] 张建,罗国强,沈强,等.钼铜扩散焊接接头界面显微组织[J].材料科学与工艺,2012,20(4):61-64.ZHANG Jian,LUO Guoqiang,SHEN Qiang,et al.Microstructure in interface zone of diffusion welded joint ofMo and Cu[J].MaterialsScience &Technology,2012,20(4):61-64.
[21] 何翠翠,黄健康,石玗,等.铝/钢异种金属焊接接头界面Al-Fe金属间化合物生成及其热力学分析[J].吉林大学学报:工学版,2014,44(4):1037-1041.HE Cuicui,HUANG Jiankang,SHI Yu,et al.Thermodynamic analysis ofAl-Fe intermetallic compounds formed by dissimilar joining of aluminum and galvanized steel[J].Journal of Jilin University(Engineering and Technology Edition),2014,44(4):1037-1041.
[22] MA T,OUDEN G D.Softening behaviour of Al-Zn-Mg alloys due to welding[J].Materials Science and Engineering,1999,266(1/2):198-204.
[23] 江超,陈辉,车小莉,等.高速列车A6005A铝合金焊接接头断裂韧性研究[J].材料科学与工艺,2013,21(2):55-60.JIANG Chao,CHEN Hui,CHE Xiaoli,et al.Fracture toughness of welded joints of A6005A aluminum alloy for high speed train[J].MaterialsScience &Technology,2013,21(2):55-60.