基于无人值守的铬铁密闭电炉炉顶布料控制系统
2015-11-28张伟平
张伟平
(山西省自动化研究所,山西 太原 030012)
随着不锈钢工业的迅速崛起和不锈钢应用领域的扩大,从而使得不锈钢的产量剧增,高碳铬铁做为生产不锈钢所用铬的主要来源,可改变钢的特性,提高钢的韧性、耐磨性和防腐性,其需求量也随之急剧增加。为了适应市场需要和降低生产成本,现阶段生产高碳铬铁的大型矿热电炉,开发出了预处理工艺技术,将高温含铬预还原球团与硅石、焦炭、回炉渣按照一定工艺配比,直接送入密闭电炉进行冶炼铬铁[1],这种工艺的特点就是电耗低、省焦炭、铬回收率高,大大降低生产成本。采用这种工艺技术的密闭电炉冶炼铬铁的生产过程中,会产生C0 有毒气体通过炉顶加料管排放出来,同时炉顶配料所加装预还原球团达到1 200 ℃的高温,这样的环境条件对人来说具有很大的危险性,为此就需要设计无人值守的配料及炉顶布料控制系统,降低事故发生概率,通过自动控制系统,提高铬铁产品质量。
1 工艺流程简述
布料系统工艺流程如图1 所示,当电炉炉顶某个或某几个供料仓发出求料信号时,控制系统根据各缺料料仓的料位高度,进行缺料程度优先级排序,然后控制轨道罐车启动一次布料流程,按照混合冷料和热料球团的工艺配比值,自动移动到混合冷料仓下,通过给料皮带进行给料,地磅进行称量,达到设定值后自动停止给料,然后再移动到预还原热料球团仓下,通过振动筛进行给料,达到设定值后停止给料,关闭轨道罐车的上口插板,轨道挂车移动到优先级较高的求料供料仓,打开供料仓口电动插板,再打开罐车下口插板,将混合料流入该炉顶供料仓,然后关闭罐车下口插板,关闭供料仓口插板,至此完成一批料的布料过程。然后控制系统根据缺料优先级顺序,控制轨道罐车进行下一批料的布料过程。整个过程从定位、装料、再到放料完全无人值守。

图1 布料系统工艺流程图
2 系统总体设计
依据现场需要无人值守的整体工艺特点,系统总体采用三层结构,管理层由管理计算机、工程师站和数据服务器组成:控制层由PLC 核心控制单元、数据采集单元和无线数传模块构成:执行层由各信号采集变送设备和动作执行电机组成。系统总体构架如图2 所示。
2.1 系统方案配置
2.1.1 轨道罐车定位
系统控制的关键环节之一就是让轨道罐车在给料设备位置、炉顶供料仓下料口位置进行准确定位,随着激光测距传感器技术的发展和成本的下降,使得激光在工业自动距离位移测量和位置控制领域有了广泛的应用,本系统设计采用工业激光测距传感器,通过测距的方式对罐车走行进行准确定位,而且可以获得轨道罐车连续位置变化。

图2 系统总体构架图
2.1.2 轨道罐车遥控
随着无线技术的发展,在工业控制领域开始广泛的应用,鉴于本系统轨道罐车是移动的设备,而且轨道车上的电动设备(走行控制变频器、插板电液推杆、电力液压推动器刹车装置)需要和地面PLC 控制站进行数据传输和控制,在这种场合下,使用有线电缆进行信号传输和控制受到了很大的制约,施工布线麻烦。为此系统设计对罐车的走行、料罐上下口插板的控制选用无线数传控制技术,通过无线数传设备,完成模拟量信号和数字量信号的双向传输。
2.1.3 速度控制
为了确保配料过程中料种的配比精度,就需要对给料设备的惯性冲量进行严格控制,使各料种称量值之间的比例最大限度的接近工艺配比,为此系统对给料装置给料速度采用了变频速度调节,通过程序软件建立速度控制方法的数学模型,对给料速度按照模型曲线进行无极连续变化控制,既兼顾了配料效率,也使得惯性冲量对配比的影响降到最小程度。同样,对轨道车的走行控制也采用了类似的变频控制手法,可以提高轨道车的走行效率和平稳性。
2.1.4 PLC 控制核心
依据整体工艺特点,计算机控制系统设计采用西门子S7-300 系列PLC 为系统控制的核心,配置以太网通信模块、模拟量输入/输出模块、开关量输入/输出模块,接收来自上位管理计算机的控制指令和生产任务计划指令,并将所控制设备的开关状态和模拟数值量上传给管理层计算机,进行数据分析和统计[2]。采集炉顶供料仓的重量信息获得料仓求料信号,再通过无线数传遥控方式,采集轨道罐车的走行速度,进而控制轨道车的走行和上下口插板的开合;采集激光测距传感器的距离信号,对轨道罐车进行准确的定位;采集地磅的称重信号和给料设备的速度信号,以上各模拟量信号通过4 mA~20 mA 传输给PLC,供PLC 控制软件分析计算,根据控制要求,经过控制软件智能调节器的运算及数据处理,给出速度模拟量调节信号,完成自动给料及称量,通过PLC 利用现代控制理论,自动完成生产过程关联集控设备的控制和调节。
2.1.5 上位管理软件
远程管理计算机采用intouch 工业自动化组态软件,完成对生产任务的编排,生产过程的显示、控制、操作和管理,对配料和布料数据进行统计分析,产生统计报表和数据动态曲线。以直观动态的方式真实反映生产现场各设备的位置、动作情况、计划执行情况、故障报警信息,同时信息数据接入生产局域专网,实现系统数据共享和上层监督,管理功能框图如图3 所示意。
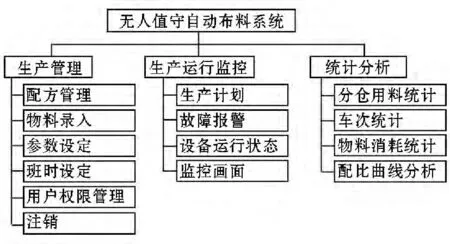
图3 管理功能框图
2.2 关键支撑技术
2.2.1 激光测距定位
激光测距是光波测距中的一种测距方式,如果光以速度c 在空气中传播在A、B 两点间往返一次所需时间为t,则A、B 两点间距离D 可用下列表示。

式中:D—测站点A、B 两点间距离;
c—光在大气中传播的速度;
t—光往返A、B 一次所需的时间。
由上式可知,要测量A、B 距离实际上是要测量光传播的时间t,根据测量时间方法的不同,激光测距仪通常可分为脉冲式和相位式两种测量形式[3]。相位式激光测距精度高,但为了有效的反射信号,需要配置反射镜,并使测定的目标限制在与仪器精度相称的某一特定点上,在工业现场的使用具有一定的局限性。
基于本系统是对工业现场直线移动轨道车定位,选用SENST 系列一维工业激光位移传感器,利用红色激光瞄准方式,动态的对移动物体的相对距离进行测量,通过采用数字测相脉冲展宽细分技术,无需合作目标即可达到毫米级精度,测程已经超过100 m。本系统设计选用量程为0.2 m~70 m 的激光测距传感器,测量精度达±2 mm,分辨率0.1 mm,测量结果以4 mA~20 mA 方式传输PLC 用于计算和控制,完全满足使用要求。
2.2.2 无线数传控制
无线数传模块是数传电台的模块化产品,借助DSP 技术和无线电技术实现高性能专业数据传输,具有数字信号处理、数字调制解调、数据前向纠错、均衡软判决等功能[4]。可以将工业现场设备输出的数据(模拟量和开关量)进行远程无线传输和控制。本系统设计选用的无线数传模块采用中国新开通的780 M 频段,避免了2.4 GHz 和433 MHz 频段内民用无线设备的干扰,与其他ISM 频段无线收发器相比,具有低功耗、高灵敏度和穿透力强、通信质量更好等特点。
本系统通过PLC 连接无线监控器的方式,远程管理多个无线开关量控制器和模拟量控制器,数据传输原理如图4 所示。采用GFSK 的调制方式;收发一体,半双工,数据收发转换自动完成;信道速率选用19 200 bps;接口方式为RS-485;发射功率100 MW;工作温度-40 ℃~+85 ℃。动作过程:当远程无线控制器的输入通道数据信号发生改变时,发送报告到监控器,监控器更新相关的映像寄存器或状态,PLC读取这些寄存器或状态。PLC 可以通过写寄存器或状态的方式,直接控制远程设备的输出状态。
3 系统软件
3.1 系统控制算法分析
系统的配料和布料过程是将混合冷料和高温预还原热料球团按照工艺配比分批称量后,向电炉炉顶供料仓内投料,属于典型的间歇工作模式,对于皮带给料和振动筛给料,由于惯性冲量的存在,无法做到每批料按照设定值进行准确的称量,必然存在称量值与设定值的偏差,为了弥补这种离散偏差对整体物料配比工艺的影响,为此在控制软件上引入了基于速度调节控制的称量数学模型,提高单批配料过程的称量精度和效率,同时采用后批重量补偿前批重量的算法,通过历史数据优化给定,来矫正每批料称量值的离散偏差,使多批料的总体配比最大限度的接近于工艺设定配比值。
主要控制算法用近似语言描述如下,分号后为注释:

其中p 表示偏差,c 表示实际称量值,s 表示控制给定值(随动变量),Q 表示给定值(常量),n 是一个时间标量,具体含义是n-1 表示前一次,n 表示本次。考虑到给料机有惯性冲量存在的因素,在控制给料停止的过程中,设置一个冲量预补提前量,来补偿给料机停止后物料的惯性冲量,同时依赖历史数据,构造一个算法,使之每次产生一个新值,来尽量的缩小每批料称量值与控制给定值之间的偏差。
3.2 变频速度调节控制数学模型的建立
3.2.1 给料速度控制方法
间歇式分批配料过程,不仅要控制称量的精度,而且要控制配料的速度,实现高精度、快速称量是该系统的关键技术之一,在传统的双速给料中,给料装置振动力大或速度快则给料快,但精度难以控制,振动力小或速度慢则给料慢,精度可以保证,但称量时间长,效率低,由于本系统的给料装置属于非线性,采用双速给料不是理想的控制方式,为此提出了给料速度控制的方法,如图5 所示,采用闭环控制,以给料速度为控制参数,根据称量重量控制给料速度,兼顾效率和精度。在称量初期,给料速度稳定在V0,是一个定值调节系统,当称量值接近设定值时,速度的趋于逐渐减小,从而变为随动调节系统,将传统的分段速度控制改为无极连续调节。

图5 控制方法原理框图
3.2.2 给料速度调节控制数学模型
在皮带给料和振动给料过程中,根据称量控制设定值,在指定的时间内完成物料称量,此称量物料过程是对物料重量的累积关系。设W 为物料的称量值(单位:kg),V 为给料速度(单位:kg/s),T 为给料时间(单位:s),则有以下积分关系:

由(1)式得:

式中,W' 为单位时间的称料量
设物料的控制称量设定值为Ws,在0 到t1时间段,以恒定V0速度给料,到达t1时,物料称量值W 距设定值Ws的差量为Wx,此后称量速度V 开始随着称量值的增大逐渐降低,直至趋于零。设

式中,n 为速度下降速率,那么给料速度V 根据物料称量值可以分段为:
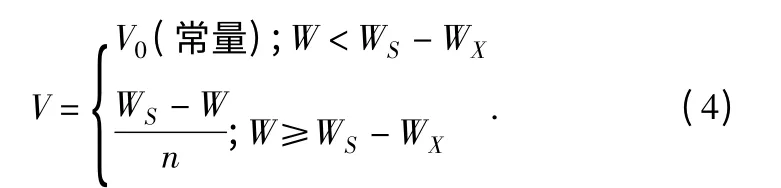
当物料下料累计称量值W 未达到时WS-WX,给料速度为定值调节,当物料累计称量值大于WS-WX,速度控制为随动调节。对于恒速调节阶段,易于实现,对于变速调节阶段,由(2)、(3)和(4)式推导得出:

根据速度可以画出物料称量值W、给料速度V 和称量时间t 的关系曲线如图6 所示。实际应用中,根据物料的特性,选择适当的WX和η 值,既可以保证称量精度,也可以兼顾称量速度,具有较强的灵活性和适应性。

图6 关系曲线图
4 系统运行及调试
经过前期的设计、开发和调试,最终将系统整体应用到实际现场中,通过测试及功能完善,从轨道车自动定位、给料装置自动给料、地磅自动称量、轨道车自动走行及放料,整体过程动作连续,严格按照工艺要求执行,PLC 控制软件根据系统控制算法,对配料过程自动修正和补偿,取得了比较理想的配比工艺曲线,上位机软件也能够实时、快速地将现场采集的数据结果显示给操作人员,并进行曲线生成和数据统计分析。
5 结束语
系统综合了工业测控技术、无线数传控制技术和现代软件技术,使整体系统具有良好的智能性、扩展性,通过无人值守控制系统,实现地面对远程设备的监控指挥,大大提高了企业生产过程的简洁性和日常维护效率。
[1]李志忠.铬矿预还原生产铬铁新工艺[J].铁合金,2011(6):7-9.
[2]何瑞,贾磊.基于PLC 控制的自动配料系统研究与应用[J].微计算机信息,2007(23):4-1.
[3]安毓英,刘继芳,曹长庆.激光原理与技术[M].北京:科学出版社,2010.
[4]邬正义,徐惠钢.现代无线通信技术[M].北京:高等教育出版社,2008.