基于PLC 的全自动对位贴合机的设计
2015-11-28程耀瑜方顺林孙欢欢
冀 钰,程耀瑜,方顺林,孙欢欢
(1.中北大学信息与通信工程学院,太原 030051;2.北京清大天达光电技术有限公司,北京 101204)
本设备是将液晶屏的上玻璃基板与下玻璃基板进行对位组合成盒的装置。下玻璃基板通过滚轮传送入LCD 组合机,传送到整形位置经过整形预定位,下基板送料机械手升起后吸附玻璃基板,由点胶机构定位点胶。送料机械手将下基板送至对位机的下对位组合工作台上方,之后下工作台吸附并固定。上板玻璃基板传送滚轮将上板玻璃基板传送至LCD 组合机翻转位置,经过整形预定位后被翻转机械手传送至对位机的上工作台下方,由上工作台真空吸附将上基板固定。下工作台上升到对位位置,通过CCD 摄像头采集和视觉对位系统分析上、下基板MARK 图像在CCD 中的相对位置,控制下对位贴合工作台移动下基板进行对位,以达到技术参数位置精度要求。经过加压贴合并UV 照射固化UV 树脂胶后,完成贴合成盒并固定上下基板。再由下料机械手将成盒基片送至传出滚轮上,由传出滚轮传送至下道工序。
本设备控制面板采用触摸屏实现人机交互,相关参数可以通过触摸屏进行输入设定。
1 全自动对位贴合机的结构和实现动作
1)机架部分:槽钢焊接工艺,保证设备的稳固性,机架外围以喷塑钣金件封装。底部装有角轮、同时装有10 个可调高度的固定地脚。
2)上下基板对位平台部分:350 mm ×350 mm 规格平台可同时接收上下基板进入,通过UVW 三轴联动实现对位调整;
3)传输机械臂部分:下板传输机械臂及传出机械臂利用步进电机+同步带+导轨驱动方式在对位平台及传输段往复传输,上板传输机械臂另附翻转功能;通过升降气缸和真空吸盘吸附在对位平台抓取后放置传输段,返回接收状态准备接收下一片基板(由磁开关来反馈);
4)滚轮传输部分:滚轮的驱动由调速微型感应马达完成,搬运速度为1.8 m/min~18 m/min。
5)点胶部件部分:通过升降气缸在横向和纵向两个方向控制点胶头运动,通过点胶控制器出胶实现点胶动作。
6)电控系统:整机由伺服电机驱动和调速控制,留有与外部生产线或设备的I/O 接口及安全装置,以确保整体的可靠性。
2 PLC 控制系统硬件电路设计
全自动对位贴合机有两种控制模式,一种是自动模式,另一种是手动模式。两种模式通过触摸屏中的虚拟按键控制,可以相互转换。自动模式是传输机按照规定的控制要求完成动作,手动模式是技术人员通过触摸屏上各个按钮及开关完成对传输机的控制。
2.1 CC-Link 系统连接
CC-Lin 是Control&Communication Link(控制与通信链路系统)的缩写,在1996 年11 月,由三菱电机为主导的多家公司推出,其增长势头迅猛,在亚洲占有较大份额,目前在欧洲和北美发展迅速。在其系统中,可以将控制和信息数据同时以最高10 Mbit/s 高速传送至现场网络,具有性能卓越、使用简单、应用广泛、节省成本等优点。其不仅解决了工业现场配线复杂的问题,同时具有优异的抗噪性能和兼容性。CC-Link 是一个以设备层为主的网络,同时也可覆盖较高层次的控制层和较低层次的传感层[1]。
CC-Link 系统有两种通信模式:远程网络模式和远程I/O 网络模式。
1)远程网络模式
在本模式中,可以和所有站(远程I/O 站、远程设备站、本地站、智能设备站和备用主站)通信。因此,可以根据使用情况配置不同的系统。
2)远程I/O 网络模式
在本模式中,仅包括主站和远程I/O 站的系统才执行高速循环传送。因此和远程网络模式相比,可以缩短链接扫描时间[2]。
本设备采用远程I/O 网络模式进行通信,连接方法如图1。
AJ65SBTB1 为端子排型输入模块,其中末尾的数字代表输入点数,字母代表I/O 规格。
2.2 同视觉对位系统的通信
本设备的视觉对位系统采用的是由法视特公司生产的FV-aligner 系统,该系统是专门为视觉对位而研制的。
FV-aligner 系统有串行和并行两种通信模式,本设备采用QJ71C24N- R2 串行通信模块同视觉系统进行串行通信。
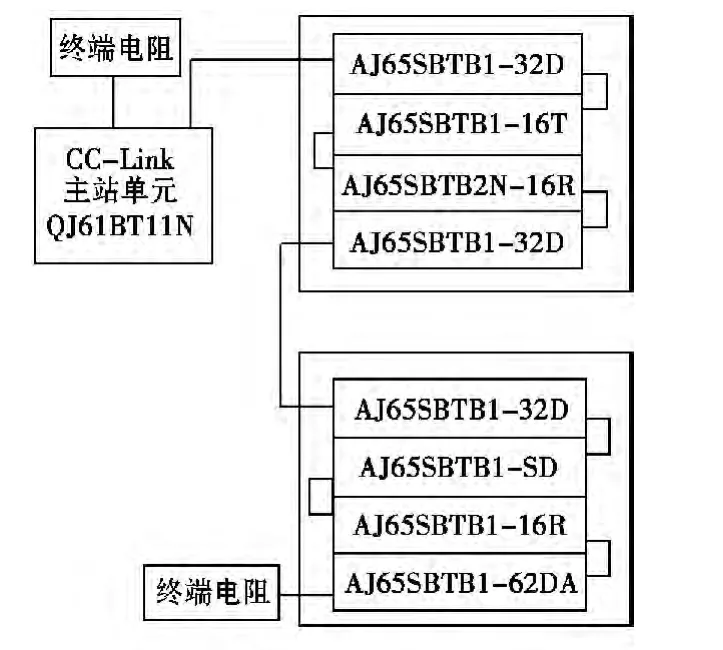
图1 CC-Link 系统连接
QJ71C24N-R2 模块是连接Q 系列PLC 的CPU 和外部设备的模块,通过使用RS-232 串行通信电缆实现通信[3]。
2.3 电机工作控制
本设备要求精度最高的对位平台部分的控制,采用安川公司生产的SGMJV-01ADE6S 型伺服电机。该电机运用了∑-V 的新型高级自动调谐功能,短时间内即能实现机械功能。
电机采用SGDV- R90A01A 伺服驱动器驱动,通过QD75 定位模块与伺服驱动器相连,实现PLC 对电机的控制。QD75 的定位控制用“脉冲信号”执行。当QD75 在读入各种信号、参数和数据并且受PLC 的CPU 控制时,它实现了复杂的定位控制。图2 为QD75 控制伺服电机运动的部分程序。
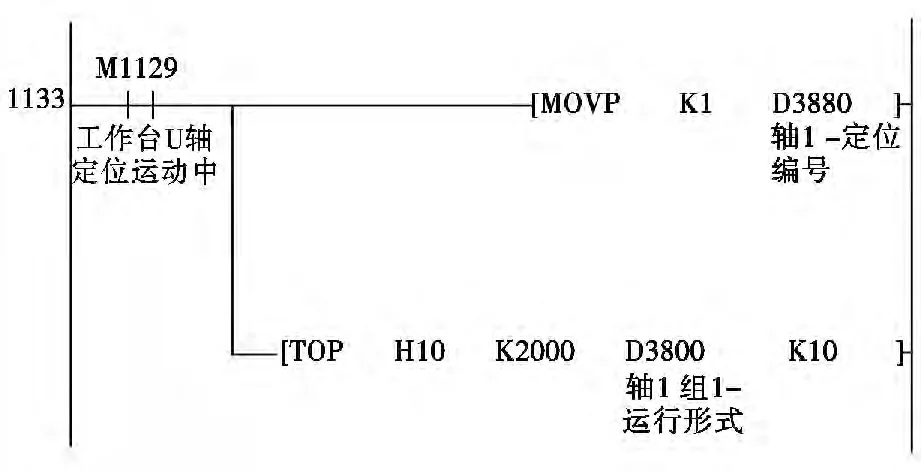
图2 伺服电机控制程序
3 结论
本文设计的全自动对位贴合机经机械安装和电气调试,能满足动作要求和控制要求。它具有以下特点:1)控制可靠。采用三菱PLC 控制,可靠性高,运行稳定,很好的满足工业需要;2)操作方便。通过触摸屏设置工艺参数,操作设备,操作面板简洁,配有指示灯,指示清楚。3)便于维修保养,气路部分单独安装在一块铝板上,电气接线部分有单独的电控柜。
[1]谭强.开放式现场总线CC-LINK 综述[J].仪器仪表标准化与计量,2002,(2):7-11.
[2]Q 系列CC-LINK 网络系统用户参考手册.三菱电机自动化(上海)有限公司,2008.
[3]Q 系列串口通信模块用户参考手册.三菱电机自动化(上海)有限公司,2008.
[4]史国生.电气控制与可编程控制器技术[M].北京:化学工业出版社,2003.
[5]谢克明,夏路易.电气控制与PLC[M].第2 版.北京:电子工业出版社,2010.