在俄罗斯境内发展炼化一体化项目的工艺论证
2015-11-23陈松
陈 松
(黑龙江省能源环境研究院,黑龙江哈尔滨150090)
在俄罗斯境内发展炼化一体化项目的工艺论证
陈 松
(黑龙江省能源环境研究院,黑龙江哈尔滨150090)
本文叙述了俄罗斯油气资源及化工产业发展现状,对俄罗斯原油与大庆原油的特性进行了比较和分析;在此基础上,论证了俄罗斯原油采用“炼油与芳烃组合”的炼化一体化的加工方案的可行性。
俄罗斯原油;深加工;炼化一体化;对二甲苯
1 俄罗斯油气资源及化工产业发展
1.1 俄罗斯油气资源供需情况及预测
俄罗斯是全球主要能源生产和输出国之一,截至2013年底,俄罗斯石油资源探明储量872亿桶,2013年俄罗斯原油产量达5.18亿t(含凝析油),天然气储量32.9万亿m3,产量6550亿m3。与其油气产量相比,俄罗斯国内下游化工装置规模偏小,其油气资源大量出口,2013年出口原油2.52亿t,出口天然气1858亿m3。预计未来随着俄罗斯国内化工装置的建设,其原油出口比例将有所下降,但仍将保持在2亿t以上规模,可为周边国家提供较大规模的油气原料供应(见表1)。
1.2 俄罗斯化工产品供需情况及预测
2013年俄罗斯主要化工产品生产有增有减,总体增速则明显下降,其中乙烯、丙烯、聚乙烯、矿物肥料、合成氨下降,苯乙烯、聚苯乙烯、苯酚、合成橡胶等保持增长,塑料基本与2012年持平(见表2)。

表1 俄罗斯油气产量/出口量现状及预测Tab.1 Data of Russian oil-gas input/export

表22013 年俄罗斯主要化工产品产量Tab.2 Russian major chemical production
尽管俄罗斯是全球主要能源产地及输出地之一,但其下游化工生产较为落后,目前,其国内生产主要以大宗初级原料为主,而下游产品则大量依靠进口,部分化工产品对外依存度达到80%。2013年进口的纺织及原料等轻工产品、塑料和橡胶类产品以及其他化工产品总计超过600亿美元,其中来自中国的产品超过100亿美元,占比近20%[1](见表3)。

表3 俄罗斯主要化工及相关产品进出口情况Tab.3 Information of import and export in Russian major chemical production
从未来情况来看,俄罗斯制定了化工产业发展计划,规划建设六大化工基地,利用其丰富的油气资源发展下游产品。根据其规划,俄罗斯用于裂解的原料产能到2030年将增长4倍以上,丙烯产能将增加4.6倍,丁二烯的产能将增加1倍以上,大宗聚合物产能将增加5.8倍,合成橡胶产能将增加1.75倍,聚乙烯和聚丙烯产能2020年将超越其国内市场的需求。
2 俄罗斯原油的特性
2.1 俄罗斯原油与大庆原油的特性比较
从俄罗斯原油(表5)与大庆原油(表4)的特性比较可以得出如下结论:
(1)与大庆原油相比,俄罗斯原油轻组分含量高、密度小、凝固点低,原油储存过程中不需要加热措施。
(2)俄罗斯原油的硫含量高(9582.7μg·g-1),是大庆原油的8~10倍。
(3)俄罗斯原油的盐含量及金属含量特别是镍、钒含量比大庆原油高。
(4)俄罗斯原油比大庆油轻,轻馏分和中间馏分含量高,重组分含量低;350℃以前馏分占59.36%,轻收(<350℃)是大庆原油188%。
(5)俄罗斯原油的特性因数K为12,芳烃含量较高,环烷烃含量较低,芳烃和环烷烃(加工芳烃的原料)总的含量,与大庆原油相比,高出2个百分点,属含硫中间基原油。

表4 大庆原油性质[2]Tab.4 The properties of Daqing crude oil
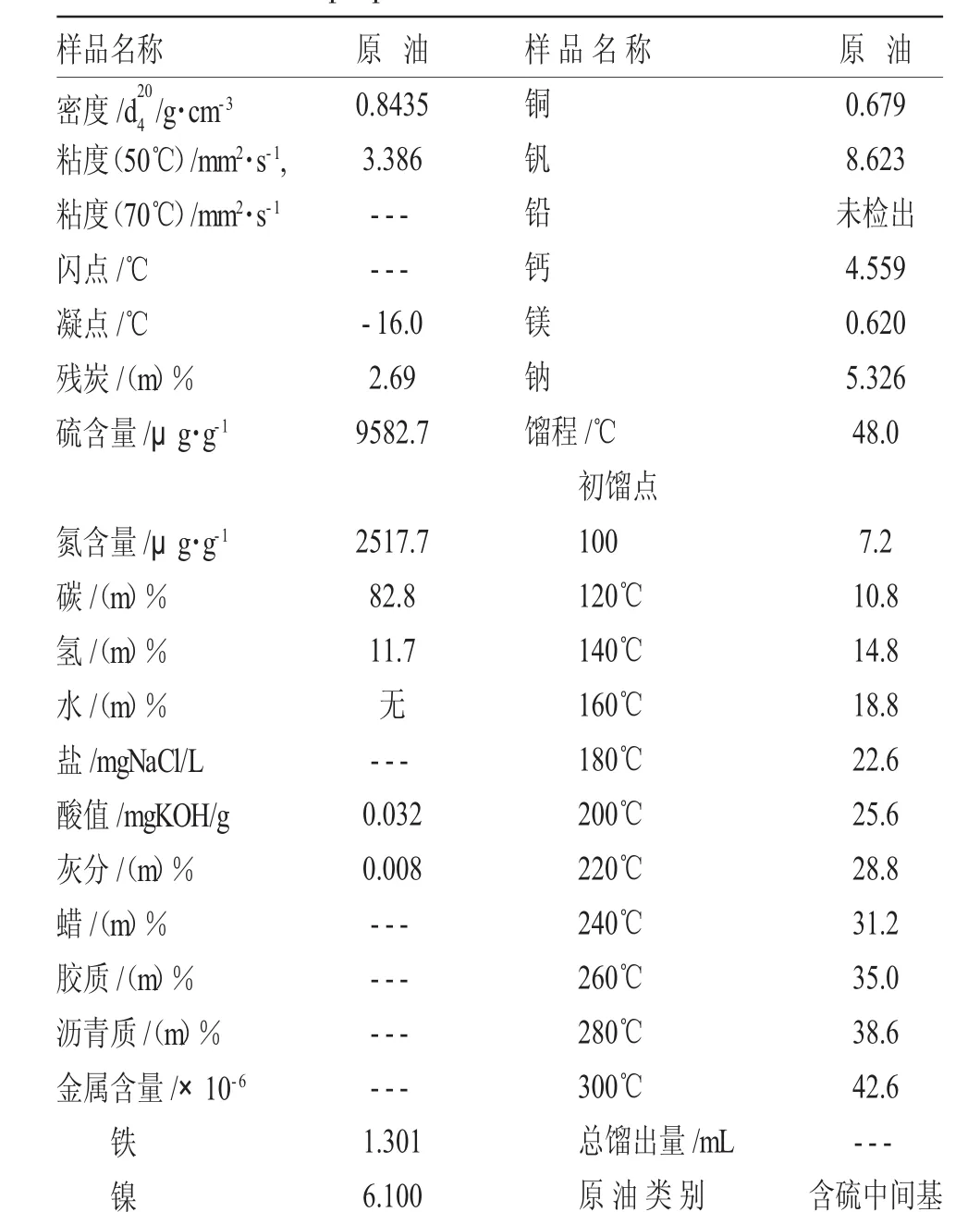
表5 俄罗斯原油性质[3]Tab.5 The properties of Russian crude oil
综上所述,根据俄罗斯原油的特性,其加工特性如下:
(1)从各馏分段的性质和收率上看,俄罗斯油石脑油馏分的收率约比大庆油高(17~18)(m)%,其主要性质与大庆油石脑油类似;俄罗斯原油的喷气燃料收率比大庆油高约10(m)%,喷气燃料馏分的主要性质均满足喷气燃料指标;俄罗斯原油轻柴油馏分(190~300℃)比大庆油的轻柴油馏分还要高9%,但俄罗斯油轻柴油馏分的十六烷指数和柴油指数都比大庆油的低,硫含量比大庆油高;俄罗斯油蜡油馏分(350~500℃)比大庆油约低(3~7)(m)%,硫含量和氮含量均比大庆油高;俄罗斯油减压渣油馏分(>500℃)收率要比大庆油低28(m)%,但俄罗斯减压渣油的粘度大、硫含量高、重金属(镍和钒)含量高。从结构组成上看,俄罗斯原油减压渣油的烷烃含量比大庆油低,而芳烃加胶质含量比大庆油高。
(2)目前,管输大庆的俄罗斯原油主要是西西伯利亚油区原油,具有如上所述的典型物理特性和加工特性(含硫高:生产符合Ⅲ、Ⅳ标准的清洁燃料二次加工难度大成本高;轻油收率高:适合用作蒸汽裂解原料),所以,比较适用于“炼化一体化”的一、二次加工路线。
(3)由于俄罗斯原油属含硫中间基原油,环状烃类含量高,下游比较适合配套联合芳烃装置。
(4)由于俄罗斯原油含硫量高,加工炼制过程中腐蚀问题严重:环烷酸含量接近0.5mgKOH/g,存在高温(>250℃)部位FeS-Fe环烷酸型腐蚀;且也存在低温(<250℃)NaCl-H2S-H2O型腐蚀。
由上比较可知,俄罗斯原油与大庆原油是两种性质完全不同的原油,其下游加工方案及产品方案有很大差别。
3 中国芳烃需求和发展趋势
炼油、乙烯、芳烃(又称PX)是石化产业规划涉及的最主要三类石化产品。其中PX(对二甲苯)是用来生产PTA(精对苯二甲酸)——生产聚酯的重要中间体,PX项目是整个石化产业链中的重要一环,许多国家大力发展石化产业的过程中,都把PX项目当作重中之重,PX下游90%以上用于PTA。
目前,国内PX产能超过1000万t,占到了全球的25%左右的份额,是全球最大的PX生产地。2013年国内PX产量860万t,表观消费量1747万t,进口总量高达900多万t,对外依存度达53%。由此可见,庞大的PX产能依然无法满足其下游PTA的市场需求。据中国化学纤维工业协会预测,到2015年,我国PTA和聚酯产量将分别达到3350万t和3900万t,对PX的需求量也将达到2200万t。
4 俄罗斯原油的加工方案
按照产业发展战略、原油资源特点、目标产品定位等的不同,炼化一体化项目有不同的建设方案,主要体现在炼油产品与化工原料结构的不同。“宜油则油、宜烯则烯、宜芳则芳”是一体化方案中合理利用资源获得最佳效益的基本原则。
依据俄罗斯原油轻油收率高——芳烃潜含量高的特性,适宜采用炼化一体化〔炼油与重整(芳烃)装置组合型〕方案。该炼化一体化项目最合理的形式就是充分利用俄罗斯原油的原料优势,在俄罗斯境内建设“炼油与芳烃组合”工程项目。
方案1:炼油1000万t·a-1;联合芳烃100万t· a-1。
该方案建设内容包括:建设1000万t常减压、320万t加氢裂化、200万t延迟焦化、200万t催化裂化、140万t催化重整、160万t渣油加氢、150万t气体分馏、50万t混合碳四芳构化(或烷基化)、40万t气体脱硫等主要炼油装置;100万t联合芳烃装置。
方案1特点:以炼油为龙头,配套建设“炼油与芳烃组合”工程。芳烃联合装置以PX(对二甲苯)、联产OX(邻二甲苯)为主要目的产品,在俄罗斯境内不搞芳烃下游深加工,芳烃作为中间产品运输到国内作为发展芳烃下游深加工产业的原料。
方案2:炼油1000万t·a-1;联合芳烃100万t· a-1;配套下游深加工项目。
该方案建设内容包括:建设1000万t常减压、320万t加氢裂化、200万t延迟焦化、200万t催化裂化、140万t催化重整、160万t渣油加氢、150万吨气体分馏、50万t混合碳四芳构化(或烷基化)、40万t气体脱硫等主要炼油装置;100万t联合芳烃、70万t对苯二甲酸、60万t各类型聚酯、10万t苯胺等主要化工装置。
方案2特点:在方案1的基础上,在俄罗斯境内建设芳烃下游深加工项目,其产品以固态工程塑料为主,包括:特种环氧树脂、PC(聚碳酸酯)、PET(聚对苯二甲酸乙二醇酯)、PBT(聚对苯二甲酸丁二醇酯)、PTT(聚对苯二甲酸丙二醇酯)等聚酯系列;尼龙66、尼龙6等合成纤维系列;以及液体化工、精细化工的衍生物。
联合芳烃深加工项目:以俄罗斯原油为原料,建设炼油与芳烃组合项目及下游深加工项目。联合芳烃项目进料规模300万t·a-1,主产品为80万t·a-1二甲苯、甲苯和苯。80万t·a-1二甲苯向下延伸发展50万t·a-1PX,进一步延伸发展70万t·a-1PTA(精对苯二甲酸),利用PTA作为原料向下游延伸PBT、PET、PTT等项目;甲苯向下延伸发展TDI(甲苯二异氰酸酯)和苯甲酸等项目;苯向下延伸发展己内酰胺,进一步延伸发展尼龙6切片,还可发展己二酸项目,并进一步规划发展己二胺,配套建设尼龙66项目;此外利用苯发展丙酚/苯酮项目,苯酚丙酮下游规划双酚A和MIBK(甲基异丁基酮),双酚A一部分延伸发展特种环氧树脂项目,大部分供应PC(聚碳酸酯)装置。原油加工及联合芳烃下游产业链见图1~2。

图1 原油加工流程示意图Fig.1 Principle process flow of crude oil

图2 联合芳烃下游产业链Fig.2 Downstream industrial chains in the combination with refining and aromatics
5 结论与问题
5.1 结论
(1)1000万t·a-1炼油部分,采用最优化组合工艺,最大限度生产满足下游芳烃联合装置的重整原料。
(2)下游加工方案中,首选炼化一体化〔炼油与重整(芳烃)装置组合型〕方案。关键是要配套建设完整的下游芳烃产业链,走“差异化、高端化”路线。
(3)下游加工方案中,燃料油型加工方案由于产业布局、输送不便、品种单一、竞争力偏弱等原因,应暂不予考虑。
5.2 问题
本方案是按照我国产业发展战略、资源特点、目标产品定位等因素提出的,在俄罗斯境内建设“炼油与芳烃组合”工程项目存在机遇与风险。
5.2.1 上述两种方案的优势
(1)俄罗斯原油资源充足,不存在多种原油混炼问题;
(2)由于俄油的轻质馏分油芳潜值高,下游整(芳烃)装置组合型方案,炼化一体化〔炼油与重整芳烃〕可得到最优化配置;
(3)炼化一体化与重整芳烃项目工艺技术国内比较成熟;
(4)中俄之间物流运输条件在逐步改善。5.2.2风险因素
(1)俄罗斯的法律和行政体制与中方差异较大,项目存在投资风险、法律风险及环境生态方面等涉外风险;
(2)炼油单元的一次加工装置高含硫、高腐蚀,一次性投资较大;
(3)中石油2007年在辽阳石化布局建设的1000万t炼油(90%以上俄油)、100万t大芳烃基地,目前整体营销状况较差,其原因是多方面,需要详细分析;
(4)生产高端的化工新材料例如PTT等产品,目前引进技术难度较大,与时俱进对未来有所期待;
(5)国内成品油过剩。中国炼油企业(包括中石油)的整体布局已基本定型,黑、吉、辽的炼油产能已严重过剩,目前东北地区成品油过剩3000万t左右,黑龙江省成品油过剩500万t左右,成品油外运、炼厂原油加工压力较大。因此,本方案炼油单元的汽柴油产品,只能考虑在当地消化。
我国生物质能应用有待进一步拓展
11月17日,2015中国清洁燃料发展论坛在青岛召开。中节能(宿迁)生物质能发电有限公司副总工程师高伟表示,现代生物质能的发展方向是高效清洁利用,将生物质转换为优质能源,生物质发电是主流利用方式之一。
据高伟介绍,现代生物质直燃发电技术诞生于丹麦,该国BWE公司率先研发秸秆等生物质直燃发电技术,并于1988年诞生了世界上第一座秸秆发电厂。目前,生物质直燃发电技术也已成为欧洲开发利用生物质能资源的最成熟、应用最广泛的技术方式。
自2003年开始,中国开始了规模化生物质直燃发电的试验示范项目论证、技术引进与示范工程建设。经过几年的发展,中国生物质直燃发电产业走出了一条技术“引进、消化、吸收、再创新”的产业发展道路。高伟表示,我国生物质发电行业发展迅速,2006至2012年我国生物质发电装机容量由140万千瓦增加至800万千瓦,年均复合增长率达33.71%,
我国是农业大国,生物质能资源丰富,生物质发电产业前景广阔。高伟认为,生物质发电对促进农民增收、替代化石能源、改善生态环境具有重要意义。
首先,生物质发电能有效带动农村生产模式和用能方式的转变,有助于社会主义新农村建设。据测算,装机容量为25万千瓦的生物质发电厂的年发电量可达1.5亿千瓦时,新增产值近亿元,年消耗农作物秸秆约20万t,可为当地农民增加就业岗位100余个,增加收入达到6000万元以上。
其次,生物质发电是资源化开发利用农林剩余物的最有效方式之一,具有显著的社会效益和环保效益。我国全国农作物秸秆年产生量约6亿t,林木枝桠和林业废弃物年可获得量约9亿t,大约3亿t可作为能源利用,折合约2亿t标准煤。
第三、发展生物质发电项目,能够减少温室气体排放,降低城乡大气污染,改善环境效果明显。运营一台25MW千瓦的生物质发电机组,与同类型火电机组相比,每年可减少二氧化碳排放约10万t。
我国在生物质发电方面取得了一些成效,不过高伟认为仍存在六大问题:生物质发电成本远高于火电;原材料供应不稳定;电力供应主体的博弈制约企业发展;扎堆建电厂盈利能力差;运营成本高;生物质燃料成本波动大;碳排放交易前景不明。
高伟最后表示,尽管我国生物质能储量丰富,且发展已初具规模,但应用市场仍有待进一步拓展,这需要政府、社会、企业一起努力解决。
此次会议由中国清洁燃料行业协会和中国化工产业发展研究院共同主办。
Talking about processing argumentation in the project of refining chemical integration in russia
CHEN Song
(Energy and Environmental Research Institute of Heilongjiang Province,Harbin 150090,China)
Related to oil-gas resource and industrial progress in Russia;The properties of crude oil in Daqing of China and Russian were compared and analyzed;On the basis,this paper expounds the feasibility of adopting in the combination with refining and aromatics.
Russian crude oil;deep-processing;refining chemical integration;p-xylene
F416.22
A
10.16247/j.cnki.23-1171/tq.20151169
2015-05-08
陈松(1969-),男,高级工程师,现从事石油化工及煤化工能源研究和技术开发工作。
