电磁熔池自动控制激光束焊接工艺及仿真
2015-11-23王升花
王升花
(承德石油高等专科学校,河北承德067000)
电磁熔池自动控制激光束焊接工艺及仿真
王升花
(承德石油高等专科学校,河北承德067000)
研究外部施加的磁场对激光束焊接质量的影响,利用计算机模拟的结果进行工艺参数的优化。焊接测试使用功率高达20 kW的激光束,试验证明功率为15 kW的交流磁铁可以在20 mm厚铝的全穿透焊过程中阻止重力下降。对于部分穿透焊接,一个0.5 T的直流磁场足够用于抑制熔池中的对流流动。部分穿透焊接测试使用功率为4 kW的电子束,测试结果显示,相比于参考值,应用交流磁场可以减少10倍的焊接气孔,提高了焊接表面粗糙度。
激光束焊接;电磁熔池支持;哈特曼效应;电磁整流
0 前言
锁孔型激光焊接的优点是高焊速和低热输入,特别是在PA位置激光束全穿透锁孔焊接时表现为高焊接质量。激光束形成一个与侧壁几乎平行的狭窄熔池,在熔池凝固时,沿孔眼轴纵向和横向收缩应力的变化比其他焊接技术低得多,因此工件的弯曲变形比较小。此外,由于靠近其底部前端的锁孔不稳定,全穿透焊接能够抑制所谓过程孔隙的发展。然而,对于厚金属件的全穿透焊接,其表面张力不能完全补偿熔体中的静水压力,这可能会导致焊缝根侧下垂,甚至当工件厚度超过阈值时熔体会完全落出。
交流磁场和直流磁场都能有效地用于控制工业过程中多数熔融金属,如晶体生长和金属铸造。电磁(EM)处理可以广泛适用于稳定固化材料的表面,加速(电磁搅拌)或减速(哈特曼效应)金属流动中的对流,提高氧化物微粒和气泡的熔化(电磁整流),如发布于2012年的EPM处理(材料电磁处理)。
本研究建立在商用有限元求解器COMSOL Multiphysics4.2软件基础之上,以分析熔池中流体流动和凝固现象的磁流体的相互作用,通过模拟获得最优化工艺参数,包括磁场的幅度和频率。
1 电熔池焊接工艺的模型建立和模拟过程
焊接过程中流体流动和所施加磁场之间的相互作用叫做洛伦兹力,即

式中J为电流密度;B为磁通密度。
当所施加的磁场具备振荡性时,电涡流产生于工件趋肤深度的内部,这依赖于所施加磁场的振荡频率,主要是根据经典的趋肤效应理论得到的

式中μ0为真空中的导磁率;σ为电导率;f为频率。
由于电导体材料在磁场中的横向运动,进一步形成电流密度

这种效应引起的洛伦兹力是针对熔体流速的,可当成一种制动力。该力也存在于不变磁场的应用当中,被称为哈特曼效应,电磁减速的强度可以用哈特曼符号表示为

式中L为半焊道宽度;η为动态粘度。两种效应的示意如图1所示。

图1 感应焊接熔池支持模式(左)和哈特曼效应(右)在高功率激光束焊接中的构架
平均洛伦兹力是

式中B为所施加磁场对熔池表面的均方根值。
振荡磁场可有效地从熔体中除去气泡和其他非导电杂物(如电磁整流等),因为存在于熔体中的所有非导电杂物(如气泡或粒子)都会干扰电流密度的理想轮廓。其结果是这些杂物被强制沿电磁力FL的相反方向移动。基于Lenov-Kolin理论,作用在小夹杂物(小于δ)上的全部电磁阿基米德力FA可以按如下公式进行计算,此处球形气泡的Lenov-Kolin因素为GLK=0.75。

另一个电磁技术是实现熔池表面的稳定化(卡尼尔-莫罗效应),这个效应可以通过电磁在表面张力中的作用来解释,即

电磁力FGM对有效表面张力的作用如图2所示。
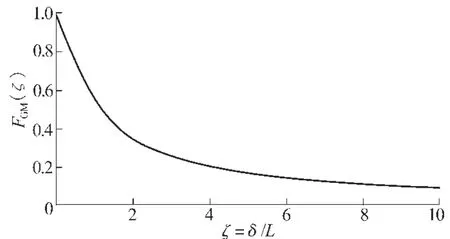
图2 电磁FGM外形对有效表面张力的作用
熔池中密集电磁搅拌的能量来自传导热,主要由磁极和焊接部分的电导率σ以及边缘的凹凸性决定,这两种效应都可以加大熔池中的不良电磁搅拌。
2 振荡磁场中熔池的数值模拟及实例分析
2.1振荡磁场中熔池的数值模拟
高功率激光系统可对厚度较大的部件实现全穿透焊接,如压力容器或电站的组件,在熔体中的静水压力可超过表面张力带来的压力,并导致流体下沉甚至完全落出熔体,如图3所示。为了显示工作在所有焊接位置振荡磁场的非接触式焊接熔池支持系统的可能性,实验需要一个约141 mT的磁通密度、3.18 kHz的振荡频率来补偿12 mm厚AISI 304的熔柱。
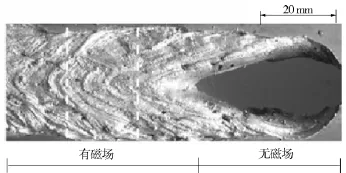
图3 30mm厚的AIMg3带有磁性熔池和不带有磁性熔池的全穿透焊接
解决方程组包括流体动力学Navier-Stokes方程,把温度分布与麦克斯韦方程的能量方程考虑到过程变量产生的洛伦兹力的影响中去,模拟计算焊接过程中的主要物理因素,即表面上的马兰哥尼对流、重力驱动的自然对流以及局部熔化和凝固过程中的熔化潜热。模拟过程中固定锁孔的几何形状和工件表面,模拟熔池支撑,分析上表面和下表面之间的压力差,以评估静水压力的补偿度。
数值研究的结构如图4所示,磁场垂直于焊接方向,所产生的洛伦兹力主要是在垂直方向上,违背了振荡周期阶段的重力。
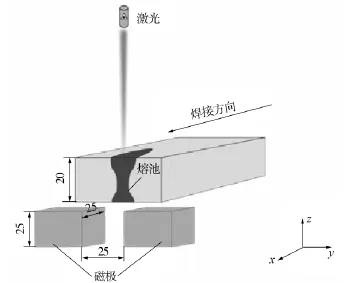
图4 电磁熔池支持系统的仿真装置
2.2实例分析——铝的模拟
图5中显示了20 mm厚的铝在不施加磁场情况下全穿透焊接的模拟结果和三个不同的磁通密度,焊接速度为0.5 m/min,案例中的静水压力在熔池呈直线增加趋势。施加磁场的目的是为了降低表面之间的压力差,使其达到一个平衡状态,在约70 mT的磁通密度和450 Hz的振荡频率中几乎没有重力下降或熔体下垂的情况发生。根据洛伦兹力分布,熔池中的流动动力学仅会对所施加磁场的下部产生影响,如图6所示。由于表面张力的温度变化,会有马兰戈尼涡流发生在接近表面的位置。在熔池的下部,电磁力引起的第二涡流与马兰戈尼涡流形成对抗,根据磁体磁极的指向与熔化区的长度,会产生洛伦兹力梯度,因此,焊接熔池会被所施加的力压缩,在熔池上部保持不变的流动速度。实验获得了AlMg3熔池的宏观断口(见图5),并与模拟过程显示出相同趋势,即避免了下垂,焊缝的几何形状为Y形。
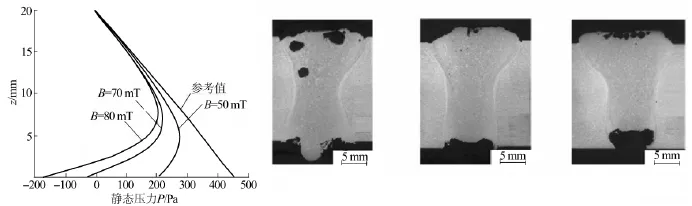
图5 左:焊接熔池中不同磁通量密度在垂直方向上的静态压力分布(焊接速度0.5 m/min,振荡频率450 Hz);右:用光纤激光器获得的试验结果(激光功率15 kW,焦点位置为-2 mm,焦斑直径560 μm,频率459 Hz)
2.3恒定磁场中熔池减速的数值模拟
另一个磁流体效应叫哈特曼效应,用来控制熔池中的不利动力学,尤其是焊接很厚的且容易发生严重溅射的元件。焊接实验是采用CO2激光器完成的,熔池表面十分平滑,根据所施加磁场的极性,驼峰现象得到了抑制,然而哈特曼数大约只有100。使用盘形激光器研究厚约21 mm的铝锁孔穿透焊接,以最大化熔池的磁通密度将永久磁铁安装在工件两侧,如图7所示。数字模型中使用标准的两方程K-e湍流模型,并以速度流线为基准,在施加0.5 T磁场的情况下(见图8),主要流动特性是引起液体金属从锁孔的热区域流动到边界区域。施加磁场时,由于哈特曼效应的抑制作用,熔池中的流动速度显著减小,如图9所示。在熔池的深处,由于马兰戈尼效应,流体将反向流动,随着磁通密度增大,流体被限制在一个更薄的边界区域。经调查发现,大约需要104 Ha来消除所施加磁场力产生的影响,此外,在仿真和实验中,由于流体动力学的抑制,形成了常规的V形焊道(见图10)。
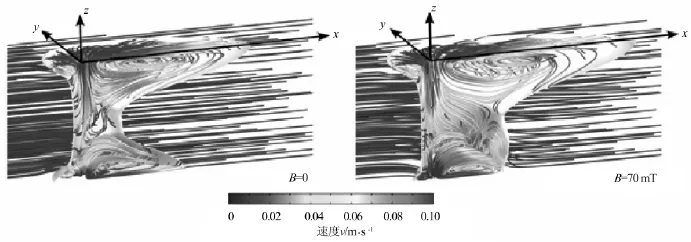
图6 在参考情况下和最佳补偿情况下的速度流线
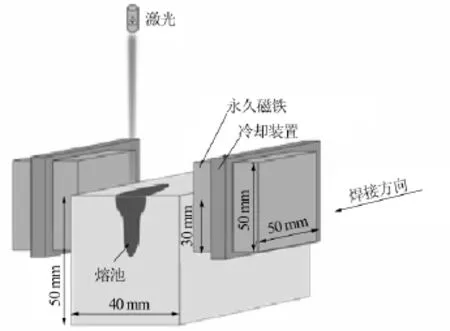
图7 电磁熔池控制系统的仿真装置

图8 焊接速度0.5 m/min时,熔池电磁控制和熔池无电磁控制状态下的速度流线
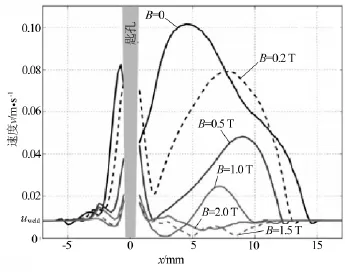
图9 工件表面下方2 mm处对称平面沿焊接方向的流速
3 熔池电磁控制的部分穿透激光焊接
部分穿透激光焊接的第一个问题是锁孔尖的不稳定性,气泡主要来自靠近其尖端的锁孔;第二个问题是在熔池上部非常密集的热毛细对流。表面张力不能完全抑制熔池表面的振动,同时,再凝固的焊缝表面非常粗糙并呈现出较大的切口。交流磁场被用来抑制气孔的形成和稳定在平面位置上10mm厚的AlMg3板穿透激光堆焊的熔池表面。
3.1实验装置
焊接实验均采用功率4kW的激光,交流磁铁直接安装在激光焊接光学的焊头处,外部施加的交流磁场被垂直地导向到焊接方向。为了防止光反馈,激光束的入射角与垂直方向成18°,如图11所示。磁铁芯由0.05mm厚的Fe-Si系叠片组成,两个磁体磁极的截面为20mm×20mm,磁极之间的间隙为20mm,交流磁铁与样品之间的距离为2 mm,保护气体(氩气流速20 L/min)供应到焊接熔池的前侧。激光源的主要参数如表1所示。
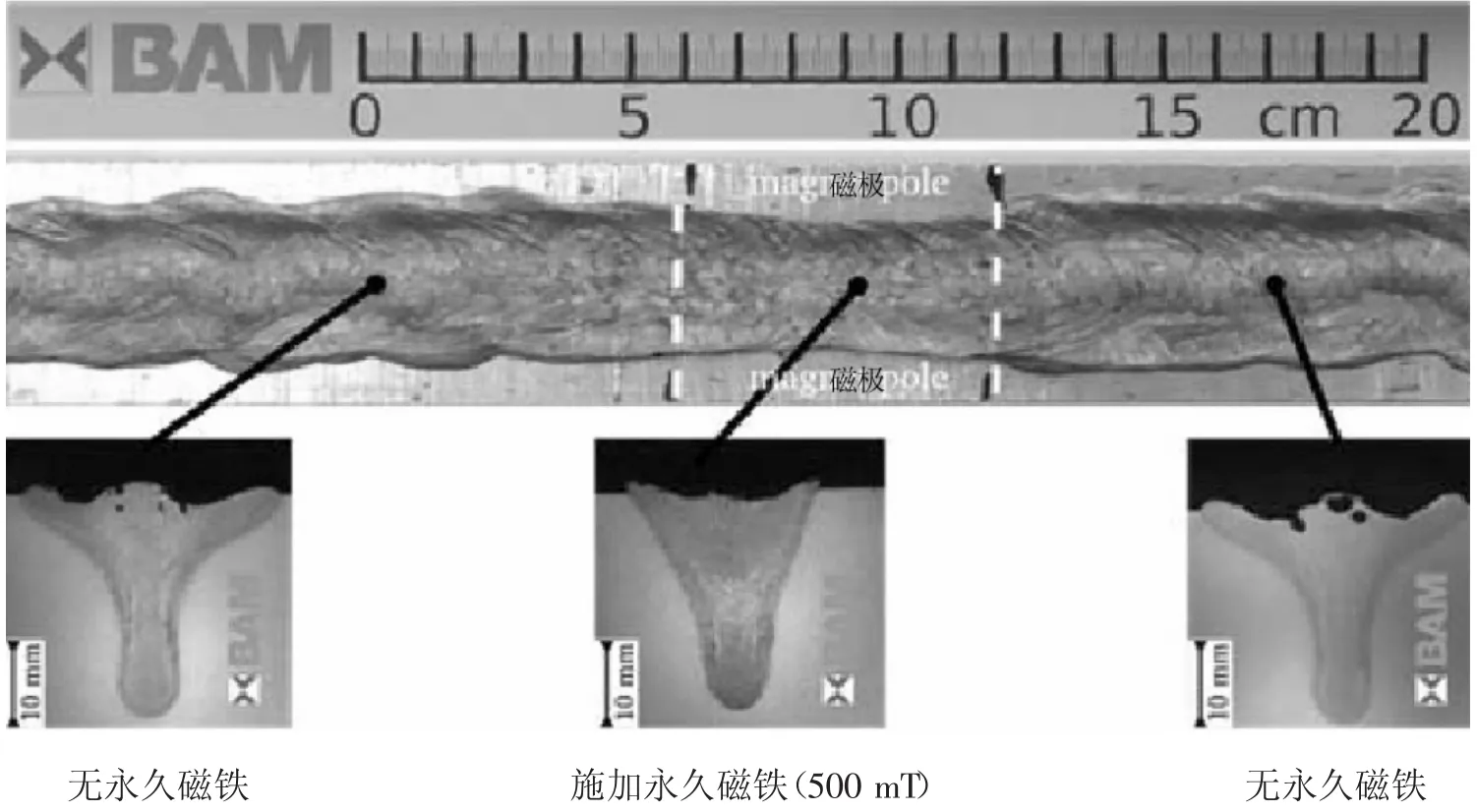
图10 AlMg3的焊接试验结果,焊接速度0.5 m/min,焊缝由盘型激光器制成(功率16 kW,焦点位置为-4 mm,焦斑直径300 μm,磁通密度0.5 T)

1—初级线圈;2—两个次级线圈;3—铁磁芯;4—磁极;5—装配元件;6—保护气体喷嘴;7—激光焊喷头;8—样本;9—焊台;10—焊接方向图11 试验装置

表1 激光参数
3.2结果与讨论
不施加和施加振荡磁场的焊接试验如图12所示。

图12 X射线的侧面图像和交流电源不同参数下焊缝的截面积
设定在表面z=0处的焦点位置的基准焊缝处密集孔隙度的形成过程。然而,这种类型的孔是准球形的,并且它们存在于熔池的中心,可以预测,磁场能够防止这种类型孔的形成,前提是磁场的振幅必须足够大,并且趋肤深度大约等于穿透深度(约6mm)。
图13的B~D显示出的是电磁熔池控制下X射线的侧视图和焊缝的横截面。通过分析横截面与X射线图像得出,焊缝孔隙率的急剧减少(大于90%),能够为获得最佳振荡频率创造有利条件。根据表面成形来调查整磁场应力,横截面参照图12,测量表面轮廓参照图14,交流磁场的应用导致焊接表面粗糙度显著减少50%。

图13 焊缝表面上测量深度的直方图,只有负值被认为是底切

图14 参考情况下(左)和图13 情况下(右)焊缝表面的变化
4 电磁熔池控制的焊丝激光焊接
通过一系列的焊接试验证明电磁熔池控制也可以应用于工业激光焊接,如复杂非平面部位的对接接头焊接。
实验装置如图15所示,模拟一个具有高品质防漏要求的盖与容器开口结合的焊接过程。两种焊接件均采用AlMgSi0.5合金,考虑到热裂情况,使用填充材料(AlMg4.5Mn,φ1.2 mm的电线)。

图15 容器壁盖子的部分穿透焊接的电磁熔池控制方案
所有的焊接试验均在水平位置进行,试验使用激光功率4 kW的掺镱光纤激光器YLR-20000,激光束与垂直方向的倾斜角为18°。光束传输纤维的直径为0.2 mm,光束在焦平面的对应直径为560 μm,焦距350 mm,焦点位置为z=-3 mm(下表面)。保护气体喷嘴放置在激光束。所有焊接试验的焊接速度和焊丝传送速度为分别取1.7m/min和2.2 m/min,磁铁磁极之间的间隙为22.5 mm,磁铁与工件之间的间隙为2 mm,激光束的焦点位置和焊丝的接触点都位于磁极之间的中心区域。为了实现全穿透焊接,交流电磁体可放置在试样根部附近,焊丝喷嘴可以安装在焊头的前侧,如果深度比工件的宽度小,交流磁场会对焊丝产生影响。但是,在容器关闭过程中,对工件的内部空间没有访问权限,因此,只有部分穿透激光焊接过程是可能的。交流磁铁和焊丝喷嘴都必须位于容器壁的外侧,焊丝喷嘴是由非导电材料(聚四氟乙烯)制成,焊丝系统用电与工件用电是隔离开的,以防止涡电流的励磁。
在图15中,B是磁通量密度的均方根值,用霍尔传感器在右磁极中心附近测量;f为交流频率;δ为趋肤深度。由式(2)计算出铝合金在室温下的电导率σ≈30×106Si/m。熔体的导电率要比铝合金低得多,熔池中的有效趋肤深度比表2所示的值大3倍。
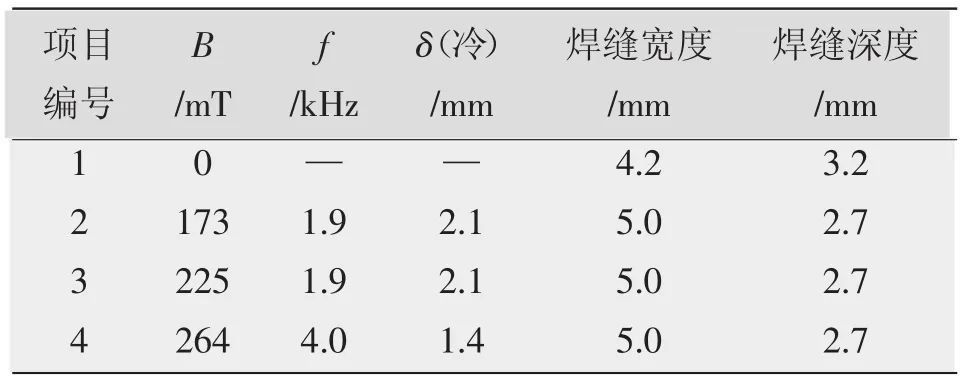
表2 电磁熔池控制的三个焊接试验的参数
X射线侧面图像如图16所示,以及有电磁熔池控制和没有电磁熔池控制下的三个焊接测试段的不同图像。表2的最后两列显示了焊缝的宽度和深度,电磁控制的焊缝比参考值大,穿透深度却更小,这可以通过在熔体中的强烈搅拌进行说明,由于非对称的工件设置造成熔池中不均匀的洛仑兹力分布。这样的效果除了去除孔隙,还有个特别的用处:当焊接结构具有非常深的焊道及填充材料时,可用于稀释焊接材料。
5 结论
研究表明,振荡磁场和恒定磁场对铝合金高功率激光束焊接工艺的稳定性有显著的正效应。适用于焊接中不同的电磁应用,如电磁熔池支持、流速的电磁制动、电磁整流和电磁焊接表面的改善。
磁通密度、振荡磁场下的频率和趋肤深度是决定电磁技术在焊接中能否成功应用的关键数值。此外对于工件,所施加的磁场方向与在焊道中磁流体效应的性能是相关的。

图16 三个焊缝的X射线侧面图像
电磁技术在避免熔体下垂、减少飞溅、降低表面粗糙度以及孔隙含量等方面有明显提高,因此,通过数值计算和实验证明电磁技术是一个适当的工具,可以成功的应用于各种焊接中。
[1]魏艳红,徐艳利,孙燕洁,等.A-TIG焊接熔深增加机理[J].焊接学报,,2009,30(2):39-40.
[2]王宏,史耀武,巩水利.大功率激光作用下小孔形成数值模拟[J].中国激光2007,34(4):564-568.
[3]王宏,史耀武,巩水利.激光深熔焊熔池动力学特性研究[J].航空制造技术,2005(12):64-67.
[4]吴甦,赵海燕,王煜,等.高能束焊接数值模拟中的新型热源模型[J].焊接学报,2004,25(1):91-94.
Simulation of laser beam welding technology with automatic control of electromagnetic molten pool
WANG Shenghua
(Chengde PetroleumCollege,Chengde 067000,China)
The effect of external applied magnetic field on the welding quality of laser beam is studied and the technological parameters are optimized by computer simulation results in this paper.The laser beam with the power of 20 kW is used in the welding test,and the results show that the AC magnet with the power of 15 kW can prevent the gravity from dropping in the full penetration welding process of 20 mm thick aluminum.For partial penetration welding,a 0.5 T DC magnetic field is enough for the inhibition of convective flow in the molten pool.The electron beam with the power of 4 kW is used in the partial penetration welding test,and the results show that comparing with the reference value,the application of AC magnetic field can reduce 10 times welding holes,and improve about 50%of the welding surface roughness.
laser beam welding;electromagnetic molten pool support;hartmann effect;electromagnetic rectification
TG456.7
A
1001-2303(2015)11-0014-07
10.7512/j.issn.1001-2303.2015.11.04
2014-11-03;
2015-01-12
河北省教育厅科学研究计划项目(SZ090204)
王升花(1979—),女,陕西长安人,讲师,硕士,主要从事电气及自动化技术的教学与研究工作。