17.7万吨散货船尾部异响分析研究
2015-11-17蓝志云晏凤祥
蓝志云 晏凤祥
(上海外高桥造船有限公司,上海200137)
船舶轮机
17.7万吨散货船尾部异响分析研究
蓝志云晏凤祥
(上海外高桥造船有限公司,上海200137)
针对17.7万吨散货轮船的螺旋桨在货船满载的状态下,机舱尾轴区域出现噪声这一问题,分别从尾轴、中间轴承、螺旋桨三个方面进行分析、研究和探讨,最终找出产生机舱尾轴区域噪声的原因是螺旋桨鸣音,提供了解决螺旋桨鸣音问题的方法以及途径,由此解决了机舱尾轴区域出现的噪声问题,供船舶轮机设计及修造人员参考。
螺旋桨;中间轴承;随边;防鸣音装置
1 故障现象
某17.7万吨新造散货船于2013年5月交付营运,主机采用国产B&W 6S70MC(建造于2009年11月),额定功率1×6 860 kW,额定转速91 r/min。螺旋桨国产,直径8 200 mm,螺距5 752 mm,4叶片,旋向正向,铜质合金。
2013年6月,船舶正常航行,机舱尾轴区域出现断断续续的噪音,当船舶满载、主机半/全负荷运转时,主机尾轴附近出现不明噪声;当船舶处于压载状态时,该噪音还伴随有规则的金属敲击声。由于船舶正常航行时机舱噪音较大,不能确定确切噪声源,只能知道在尾轴或中间轴承周围。
2 故障分析
针对该故障现象,首先从尾轴轴系方面入手,针对可能产生的噪声源分析如下。
2.1尾轴原因分析
该船于2013年9月靠港时,针对尾管滑油状态、尾密封、尾管轴承前负荷等问题进行逐项核实。根据船上记录,海水温度30℃时,尾轴轴承温度稳定在40℃~42℃(海水温度18℃时,滑油温度31℃)。从尾滑油管取样阀中提取油样分析,没有发现金属杂质颗粒。尾密封无海水泄漏情况,滑油温度随海水变化正常。测量尾管轴承前负荷,结果见表1。(吃水:船首13 m,船尾14 m。)
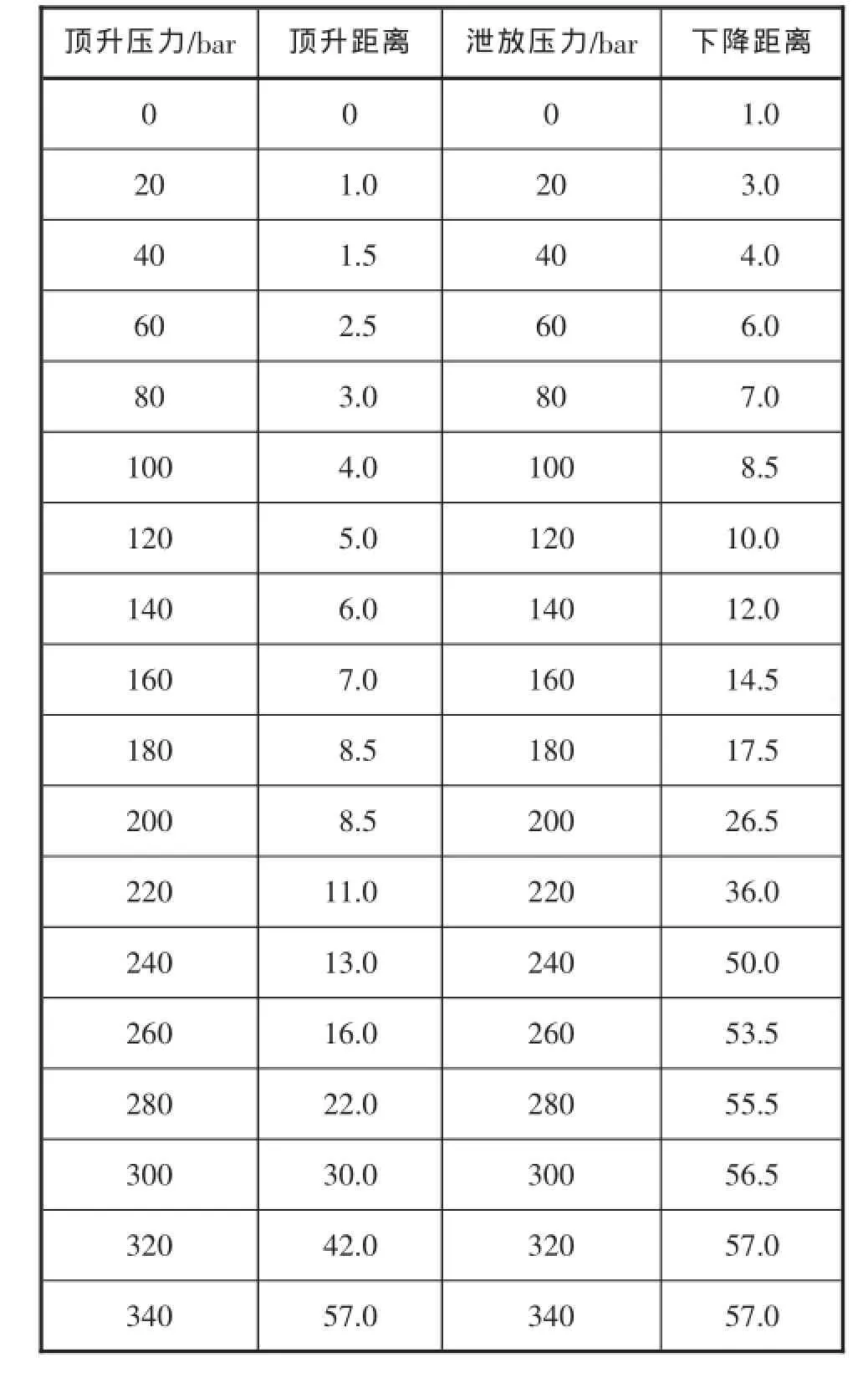
表1 负荷测量表距离单位为1/100 mm
根据轴承负荷Rm计算公式:
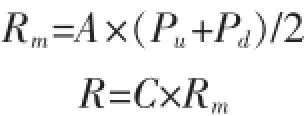
式中:A——Area of jack piston,千斤顶的活塞面积;
R——Actual bearing loads,轴承的实际负荷;
C——Correction factor which depended on the jack position,顶举系数,千斤顶支撑位置不同,顶举系数亦有所不同
由此计算轴承负荷12.4 t,约等于121.7 kN(见图1)。
对比该船试航轴承负荷(10.9 t,106.8 kN),根据测量结果确定尾轴处于正常状态,不存在偏磨、对中不良、轴系负荷变换等问题。据此,基本可以排除尾轴金属敲击噪声源原因。
2.2中间轴承原因分析
中间轴承原因(包括中间轴滑油质量、中间轴轴瓦、间隙、中间轴轴承负荷等);
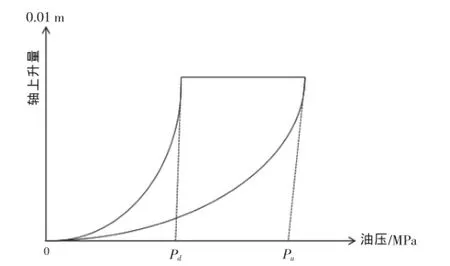
图1 压力和位移曲线
在未拆开上端盖的情况下,用塞尺测量了轴系间隙,结果见表2(单位mm,船舶吃水船首13 m,船尾14 m)。
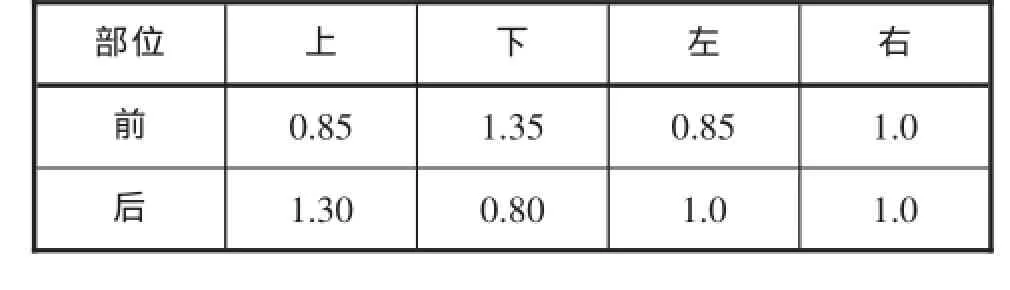
表2 轴系间隙
检查中间轴下轴瓦,发现中间一块出现80 mm的轻微划痕(图2,需要指出的是80 mm的划痕与中间轴运动方向不一致,基本可以判定不是使用导致),对轴瓦进行清洁修复。
图2 中间轴承下轴瓦
轴瓦装复,加注滑油,重新测量轴系间隙,结果见表3(单位mm,此时前吃水11.90m,后吃水11.66m)。
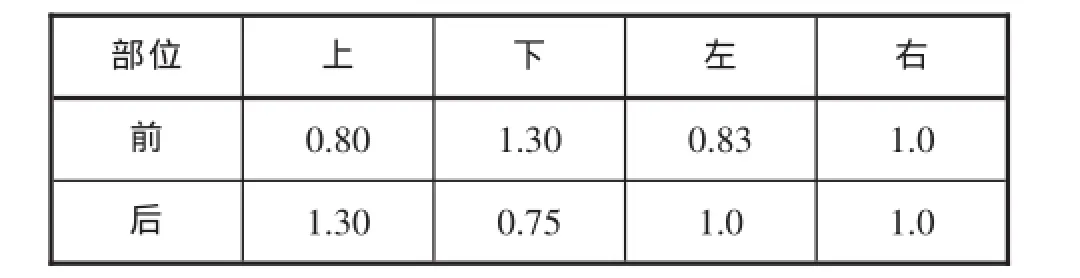
表3 轴系间隙2
测量中间轴承负荷,见表4。
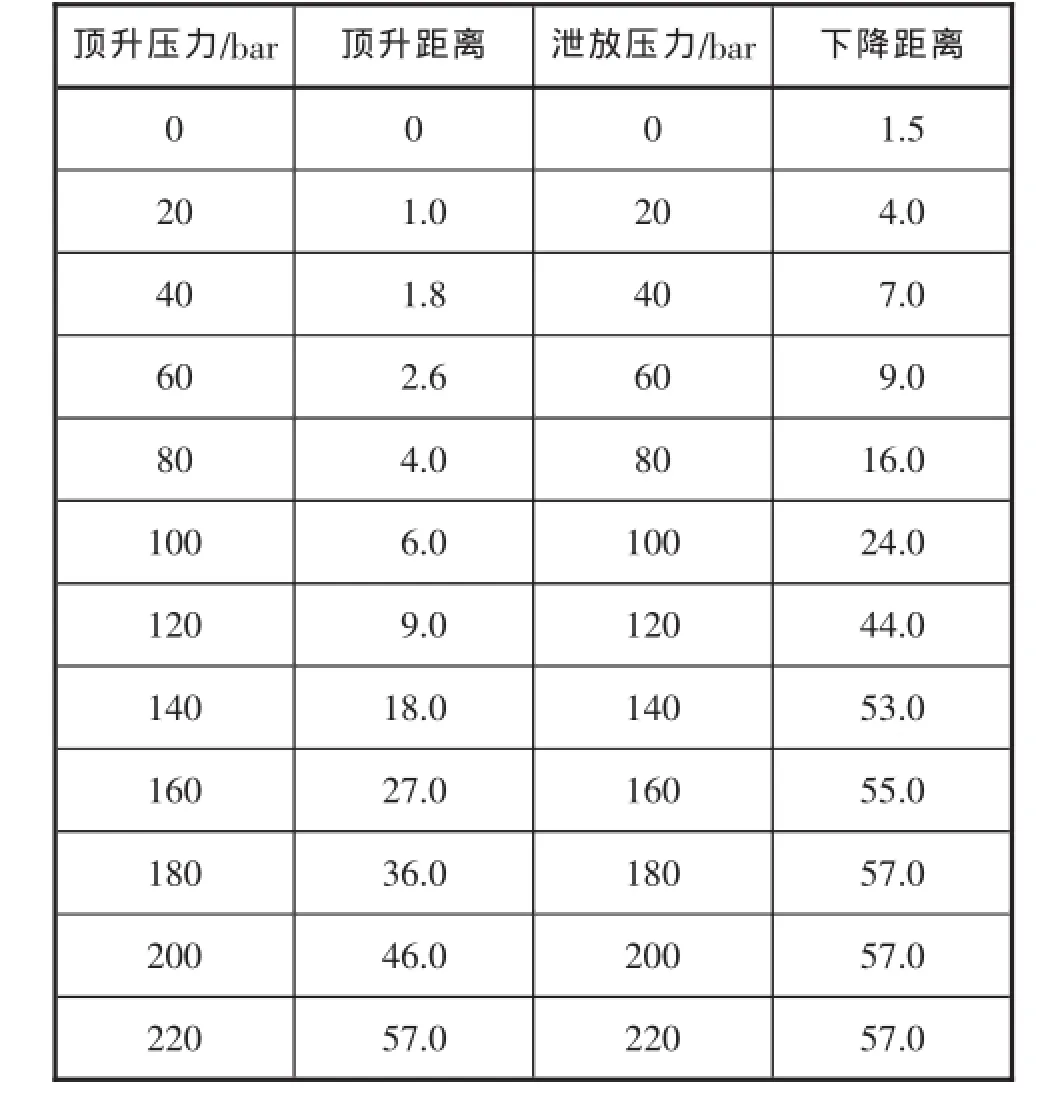
表4 负荷测量表距离单位为1/100 mm
根据轴承负荷计算公式:

式中:A——Area of jack piston,千斤顶的活塞面积
计算轴承负荷4.4 t,约等于43.3 kN(见图3)试航轴承负荷3.8 t,37.2 kN,前吃水11.90,后吃水11.66。
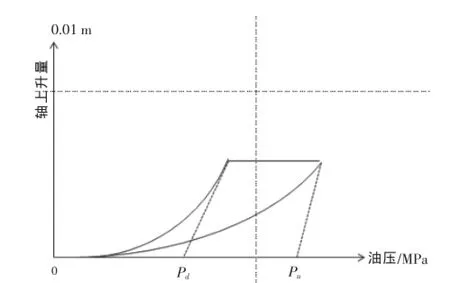
图3
以上检查结果证明该船轴系处于正常工作状态,不可能出现噪声/敲击声。针对船东提供的噪声录音,再次分析后,我们将噪声源对准了螺旋桨。
2.3螺旋桨鸣音问题
目前判定螺旋桨鸣音通用的技术相对成熟的方法是转舵试验,即在出现噪声时左右转舵观察噪声变化情况。结果如下:该船在满载状态下,主机转速76.2 r/min,航速23 km/h,正舵,天气状况良好,尾轴区域出现持续噪声。
1)向右转舵5°,4 min后当航速降低到21.85 km/h时噪声消失;回正舵航速恢复至23 km/h时,噪声出现;向左转舵5°,情况相同;
2)向右转舵10°,3min后当航速降低到21.30km/h时噪声消失;回正舵航速恢复至23 km/h时,噪声出现;向左转舵10°,情况相同。
据此,可以确定噪声是螺旋桨鸣音问题。
试验研究表明,螺旋桨鸣音主要是由于桨叶随边(Pressure side,即压力侧,螺旋桨逆时针运转,主机倒车时先进水一侧)发放漩涡的频率与桨叶震动最大振幅的结构响应频率一致引起的,发放频率与响应频率与一致,则这些尾缘就有可能开始振动,当邻近剖面的尾缘也以接近上述频率发生漩涡时,就增加了桨叶随边震动的相关长度,使脉动力和振幅相应加大。如这个过程持续扩展,直到叶片大部分都受到影响,产生强烈的叶片振动,从而导致所谓螺旋桨的鸣音。
消除鸣音的有效办法一般是采用修削桨叶的随边(随边边缘由圆弧形打磨成直线型,通称为防鸣音处理Anti-singing),由尾涡发生频率的估算公式得知,改变发放频率,只要改变桨叶尾随的厚度即可。如果尾随相当薄,后驻点固定,发放的交替涡就几乎不存在。另外,剖面尾缘的形状对于发放涡的强度和频率也有很大影响,因为它决定了尾缘形成的涡街横向和纵向间距之比。如果用带有不同锐角楔形尾缘的平板在流场中作观察,可发现越尖锐的楔形尾缘,产生的尾涡也越狭窄,涡的发放频率也越高,涡强也越弱。对于螺旋桨桨叶尾缘,因必须保证一定强度,不能把尾缘修削得相当薄或非常尖锐。因此要消除实桨的鸣音,可采取控制随边的锐度和尾缘的厚度来实现。修削后的尾缘,其发放频率一定要远离桨叶的鸣音频率,一般应使0.7R(R代表螺旋桨半径)桨叶半径处的铺面尾涡发放频率为鸣音频率的2.5倍以上,才能在整个航速范围内完全消除鸣音。因此,我们认为对实桨桨叶随边的修削范围应从0.95R至0.4R桨叶半径处剖面的尾缘为止。每个铺面尾缘都削成楔形,桨叶外半径的楔形角定位21°逐渐过度到内半径的27°。
3 故障排除工艺措施
1)确定0.3R(半径)随边边缘点位置。使用卷尺,贴合在随边边缘线上,并按线性延伸至桨榖小端外圆线处。以桨榖小端外圆处作为零点,则长度742 mm处即为0.3R位置,标记0.3R位置。
2)通过下表数据,分别确定0.4R~0.95R位置,并标记对应的截面半径,见图4和表5(注:长度是沿着随边边缘轮廓测量)。

表5 随边边缘半径位置
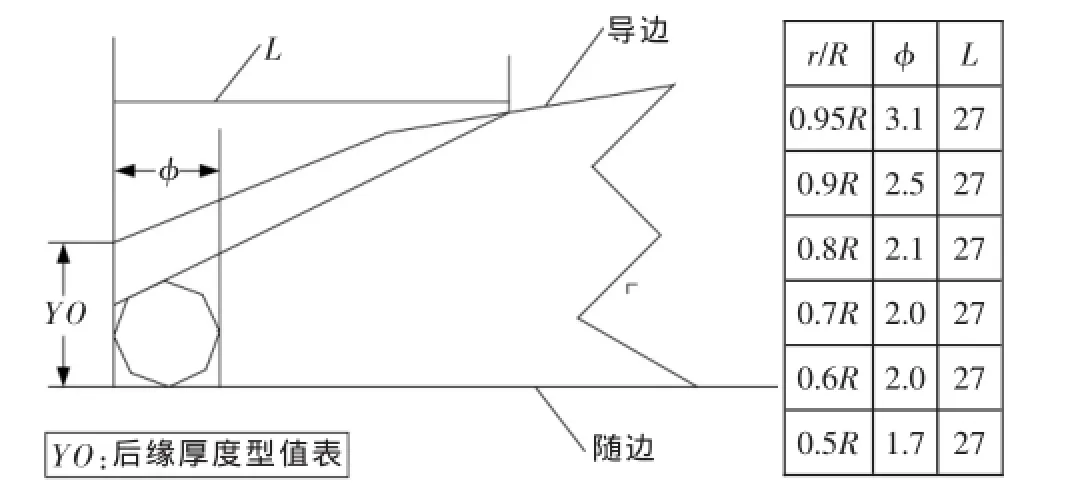
图4 防鸣音处理(0.5R-叶尖)引用[1]
3)根据第2)步所确定的截面半径位置,使用新防鸣音样板沿着边缘法线方向研各个截面半径处的防鸣音;
①用钢尺光顺连接各个截面半径处防鸣音边界,然后画出随边防鸣音边缘线(见图5);

图5 随边(修削前)
②研出各截面之间的防鸣音,根据ISO 484/1∶1981标准,样板可以闪缝0.75 mm(见图6);
③整个随边防鸣音光顺、抛光处理。

图6 随边(修削后)
4 结语
根据螺旋桨制造公差标准 (ISO 484-1∶1981),177 000 DWT船螺旋桨截面长度公差为:(D/Z)×(±2%)=(8 200/4)×(±2%)=41 mm。经过截面实际放样,在原来防鸣音边基础上加工新的防鸣音最大需要向桨叶里边缩1.8 mm,符合螺旋桨的制造公差要求。实船修改后,螺旋桨鸣音问题消失。为了使柴油机能充分发挥作用,同时得到较高的经济性、可靠性和较长的寿命,对一台指定的柴油机必须选配一个合适的螺旋桨,使柴油机的功率得到充分利用,而且使柴油机的功率在全部运转转速范围内都不超出允许的范围。这要求船厂设计部门在螺旋桨选材方面,要更加切实考虑螺旋桨实际运行工况,建造出高质量船舶。
[1]钱耀南.船舶柴油机.大连海事大学出版社,2000.
Analysis of Noise From 177 000 DWT Bulk Carrier Stern Shaft
Lan Zhi-yunYan Feng-xiang
(Shanghaiwaigaoqiao Shipbuilding Co.,LTD.,Shanghai 200137,China)
When 177 000 DWT bulk carrier was in full load condition,the crew found some noise problem in the ship's propeller shaft area.The stern shaft,intermediate bearing,propeller were analyzed,finally it was found out that noise problem came from the propeller singing.Solution had been provided to solve the problem of propeller singing.Thus,the noise problem in the stern area was avoided.This article could serve as a reference for ship designer and builder.
propellers;intermediate bearing;pressure side;anti-sining device
U674.13+4
A
1001-4624(2015)01-0066-04
2014-07-02;
2015-04-20
蓝志云(1971—),女,高级工程师,长期从事船舶质量管理工作。晏凤祥(1983—),男,工程师,从事船舶检验工作。
