具有低回火脆化敏感性的2.25Cr-1Mo合金系焊条研制
2015-11-16亢天佑聂建航王青云张文军
亢天佑 聂建航 王青云 张文军
1. 概述
低合金耐热钢2.25Cr—1Mo由于具有较高的高温强度、优异的抗氧化和抗氢脆性、优良的加工工艺性以及性价比高等优势,故广泛应用于石油化工、核电及火电等领域高温作业的承压设备的制造。近年来,随着国内钢铁冶炼水平的不断提高,钢的纯净度得到了较好的控制,国内的各大钢厂已经成功研制出回火脆化敏感性很低的2.25Cr—1Mo钢板,总体技术水平已和进口钢板相当。但是目前,与之配套的国产焊接材料普遍存在着回火脆化倾向较大的问题,只能用在非核心部件的焊接,而关键部件的焊接依然要依赖进口。
由于从国外进口2.25Cr—1Mo钢配套焊材供货周期较长,且价格昂贵,给我国的承压设备建造带来了较大的时间成本和材料成本。为了实现2.25Cr—1Mo钢配套焊材的国产化,打破国外厂商的技术垄断和市场垄断,形成必要的市场竞争态势,我单位组织开展了2.25Cr—1Mo钢配套焊条(牌号SR—R407)的研制工作。
2. 研制思路
(1)渣系选择 为保证熔敷金属具有较好的力学性能,本试验通过多轮的均匀设计,最终选则新型的Ca O- Ba O-CaF2- Si O2-Zr O2-TiO2碱性渣系。与传统的CaO-Ca F2-Si O2渣系相比,本试验焊条药皮中除含有较大量的碱性物质大理石、萤石外,还加入(质量分数)8%~10%的B aCO3,进一步提高了熔渣的碱度,熔渣的碱度(B1)约为3.2。由于熔渣碱度较高,脱S效果非常好,且具有一定的脱P能力,有利于提高熔敷金属的纯净度,降低熔敷金属的X系数。另外药皮中还加入一定的硅酸盐、锆酸盐和一定量的金红石,这对改善焊条的工艺性和熔敷金属的塑性、低温韧性有利。
(2)改善焊条工艺性 调整配方,控制熔滴的过渡状态,降低大颗粒过渡的概率,减少短路电爆炸飞溅;合理调整碳酸盐、氟化物、硅酸盐、锆酸盐以及金红石的比例,使焊接熔渣具有较合适的熔点、粘度以及表面张力,以适合全位置焊接的要求,改善工艺性能。
(3)提高熔敷金属低温韧性 2.25Cr—1Mo合金系焊材由于合金元素含量较高,淬硬倾向较大,所以提高其熔敷金属低温韧性难度也较大。本试验通过以下途径提高其低温韧性:①药皮中加入一定量稀土氟化物。稀土氟化物一方面可细化晶粒,提高熔敷金属的低温韧性;另一方面可降低熔敷金属中的扩散氢。②药皮中加入一定量的锆英砂。锆英砂既可以改善立焊的工艺性能,又可以向熔敷金属中过渡一定量的Zr,起到细化晶粒,提高熔敷金属低温韧性的作用。
(4)降低熔敷金属的回火脆化敏感性 如何控制2.25Cr—1Mo合金系焊条熔敷金属的回火脆性,是该焊条研制过程中最大的技术难题。本试验通过以下途径降低熔敷金属的回火脆化倾向。
第一,合理控制原材料。在原材料(药皮粉料和焊芯)选择方面,加强对P、Sb、Sn、As等杂质元素的控制,尤其是P的控制,减少些杂质向熔敷金属的过渡,以降低熔敷金属的X系数。
第二,控制熔敷金属Mn、Si含量。严格控制熔敷金属中Mn和Si的含量(wMn<0.85%,wSi<0.3%),尤其是Si的含量,以降低熔敷金属的J系数。而熔敷金属中Mn、Si含量的降低,可能会造成脱氧不足,对其低温韧性不利。本试验通过向药皮中添加适量的钛铁和硅钙合金,以提高药皮的脱氧能力,熔敷金属氧含量控制在250~300ppm(1ppm=1×10-6)。
第三,控制熔敷金属碳含量。C对提高熔敷金属的强度有显著作用,但过多的C会降低熔敷金属的低温韧性,提高其回火脆化敏感性,为此应控制wC在0.06%~0.1%。
第四,控制熔敷金属中Ni的含量。Ni能有效提高熔敷金属的低温韧性,但会增加熔敷金属的回火脆化倾向,为此应控制wNi在0.2%以下。

表1 熔敷金属化学成分(质量分数) (%)
3. 试验结果及分析
(1)工艺性能 在平板和坡口中进行工艺性能试验。试验结果表明,所研制的SR—R407焊条电弧稳定,飞溅较小,脱渣容易,成形美观,无气孔和裂纹等缺陷,适合全位置焊接。图1为用HA—XⅧ—4 E汉诺威弧焊分析仪对SR—R407焊条焊接过程中采集到的电弧电压、焊接电流波形。由波形图可知,该焊条短路过渡频率较少,说明该焊条电弧比较稳定,短路电爆炸概率较小,工艺性能较好。
(2)熔敷金属化学成分 熔敷金属的化学成分如表1所示。由表1可知,熔敷金属中S、P、Sb、Sn、As等杂质元素含量较低,X系数约为7.1p pm;熔敷金属中Mn、Si含量也较低,J系数约为66%。
(3)熔敷金属力学性能 熔敷金属力学性能试验按照GB/T 5118—2012《热强钢焊条》有关规定进行。选用20mm厚的钢板进行焊接,焊接电流170~175A,电弧电压23~25V,焊接速度11~13cm/min,道间温度160~250℃。焊后进行热处理,最小热处理温度为690℃,保温8 h;最大热处理温度为690℃,保温28h,最小热处理后的阶梯冷却试验按照图2所示曲线进行。表2为熔敷金属的力学性能。
由表2结果可知,SR—R407焊条塑性、低温韧性较好,高温屈服强度较高。经690℃×8h和690℃×28h热处理后熔敷金属力学性能变化不大,说明该焊条可适应的热处理参数范围较大,能较好满足现场施工不同热处理的需要。
按照GB/T3965—2012《熔敷金属中扩散氢测定方法》对SR—R407焊条进行扩散氢含量试验。焊前进行350℃,保温1h烘焙。采用气相色谱法测试,测试结果为:3.53mL/100g,3.42mL/100g,2.81mL/100g,2.82mL/100g(平均值为3.15mL/100g)。
(4)熔敷金属回火脆性 实践中,通常用V型缺口夏比试验获得的韧性-脆性转变温度,或者54J夏比冲击吸收能量转变温度VTr54的变化量来评价回火脆化的程度。图3为SR—R407焊条阶冷前(最小热处理)和阶梯冷却后熔敷金属冲击吸收能量-温度曲线。图3结果表明阶梯冷却后熔敷金属的VTr54有所上升,但上升趋势不明显,阶梯冷却前VTr54约为-73℃,阶梯冷却后VTr54约为-62℃。工程上,对于一些重要结构,一般要求2.25Cr—1Mo钢板以及配套焊材阶梯冷却试验满足要求。经计算SR—R407焊条满足要求。
由上面的结果可知,SR—R407焊条回火脆化倾向较小,可以取代进口焊条,用于对回火脆性要求苛刻的2.25Cr—1Mo钢制承压设备重要结构的焊接。
(5)熔敷金属组织 SR—R407焊条阶梯冷却前和阶梯冷却后熔敷金属的组织变化不大,均为细小铁素体+贝氏体组织,说明该焊条熔敷金属的组织稳定性比较好。
4. 结语
通过渣系创新和优化熔敷金属成分等手段,成功研制出焊接工艺性能较好,综合力学性能优良,回火脆化敏感性极低的2.25Cr—1Mo合金系焊条,可以取代进口焊条,应用于对回火脆性要求较高的2.25Cr—1Mo钢制承压设备重要结构的焊接。

表2 SR—R407焊条熔敷金属力学性能
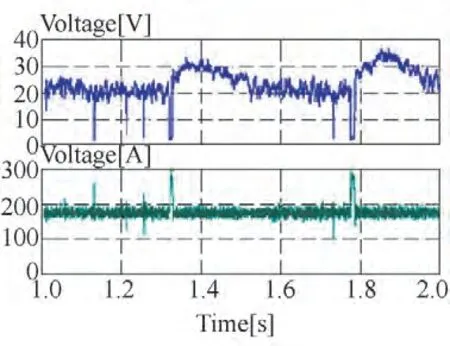
图1 SR—R407焊条电弧电压、焊接电流波形
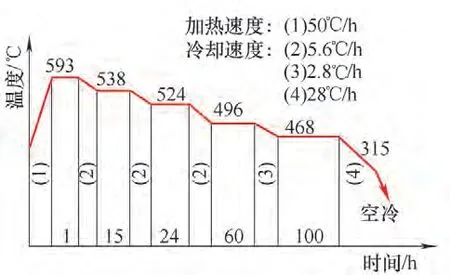
图2 阶梯冷却曲线
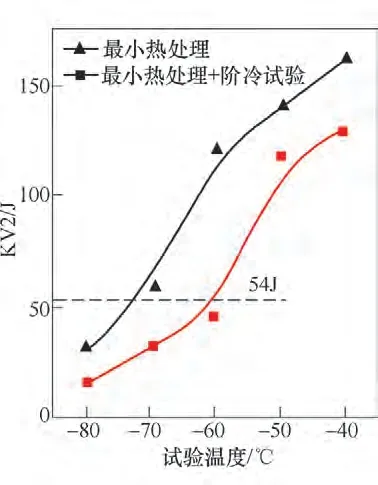
图3 SR—R407焊条阶冷前后冲击吸收能量-温度关系
[1] 陶鹏,等. 2.25Cr-1Mo-025V钢焊缝中第二相高温回火转变[J]. 金属学报,2009 (45):51-57.
[2] Bhadeshia HKDH. Bainite in Steels. 2nd., London∶The Institute of Materials,2001:323.
[3] Klues R L, Swindeman RW. Metall Trans[J].1986, 17A:1027.
[4] Davis J R. Metals Handbook. Vo l.1, 10th Ed., Materials Park, OH: ASM International, 1990:617.
[5]朱兵,等. 2.25Cr-1Mo 钢母材及焊缝的回火脆性研究[J],石油化工设备, 2010,(39): 5-8.
[6]杨宇峰,郭晓岚,刘金纯. Cr-Mo钢高温反应器的回火脆性及控制[J].当代化工,2005, 34(3):64-66.
