09MnNiDR低温钢熔化极气体保护焊工艺
2015-11-16赵瑞辉朱云贵
赵瑞辉 朱云贵
1. 常用实芯焊丝的产品
我公司主要制造化工压力容器设备,在产品焊接生产中。常常遇到如内件、加强圈、加强筋、梯子平台垫板、吊耳或支座垫板与壳体相焊的E类接头。此类接头数量较多,工作量大,之前一直采用焊条电弧焊进行焊接,工作效率低,质量较差,为此,需要采用效率更高,焊接质量更好的焊接方法。熔化极气体保护焊在压力容器非受压元件之间及其与受压元件之间的接头中已广泛应用,相比焊条电弧焊,具有熔敷效率高,接头数量少,焊缝成形美观,实芯焊丝焊后无清渣工作,焊接热输入低,焊接变形小等优点。我公司常采用实芯焊丝进行焊接的产品主要有丙烯汽提塔、脱甲烷塔、脱乙烯塔、乙烯精馏塔、乙烯冷却器等低温设备。
2. 实芯焊丝应用案例
目前国内熔化极气体保护焊在压力容器中的应用,仅限于普通的碳钢、低合金钢、不锈钢材质,在低温钢,尤其是09Mn Ni DR材质的焊接应用案例较少,我公司使用哈尔滨焊接研究所生产的09Mn Ni DR用实芯焊丝,进行了焊接工艺评定试验,以验证在产品中的可用性。
(1)试验母材试验用09MnNiDR 钢板(16mm厚)的供货状态为正火态,其化学成分和力学性能如表1和表2所示。试件规格为550mm×110mm×16mm,两块试板组对焊接。
(2)试验焊材 试验焊材选用哈尔滨焊接研究所生产的HS09Mn Ni DR气体保护焊实芯焊丝,φ 1.2mm,其化学成分和力学性能如表3和表4所示。
(3)试验方法及工艺 试件焊接采用熔化极气体保护焊(GMAW),保护气体为8 0%Ar+20%CO2,气体流量为1 5~20L/mi n。焊接采用单面焊背面成形技术,坡口形式及焊接顺序如图1所示,焊接参数如表5所示。焊前不需预热,坡口应清理干净,焊接采用多层多道焊,焊丝微摆动,控制层间温度低于150℃,熔滴过渡形式为细颗粒过渡,焊接位置为立焊(3G),焊接后进行消除应力热处理,热处理工艺曲线如图2所示。

表1 试验用09MnNiDR化学成分(质量分数) (%)

表2 试验用09MnNiDR力学性能

表3 试验用HS09MnNiDR焊丝化学成分(质量分数)(%)

表4 试验用HS09MnNiDR焊丝熔敷金属力学性能
(4)试验结果与分析 按照NB/T47014—2011标准规范,进行焊接工艺评定试验,试件焊后经外观检测,100%RT和100%MT检测,均未发现裂纹等缺陷,表明该焊丝焊接工艺性能良好,易于操作。试件热处理后取样进行拉伸、弯曲、冲击、硬度等试验项目,试验结果如表6~表9所示。
从试验结果可以看到,两组评定试验抗拉强度均高于母材的标准规定最小抗拉强度430MPa,弯曲试样均完好无缺陷,低温-70℃冲击试验值大于47J,焊接接头具有足够的韧性。试验结果表明,该实芯焊丝焊接可以保证焊接接头的力学性能满足NB/T47014—2011标准规范的要求。
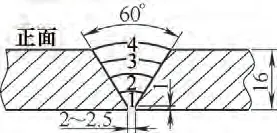
图1 坡口形式及焊接顺序
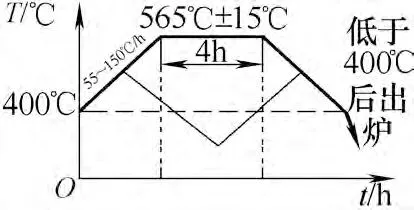
图2 消应力热处理工艺曲线

表5 焊接参数

表6 拉伸试验结果

表7 弯曲试验结果

表8 冲击试验结果

表9 硬度试验结果 (HBW)
3. 结语
通过试验证明,熔化极气体保护焊所用实芯焊丝HS09Mn Ni DR可以保证焊接接头的力学性能符合标准规范要求,我公司在如丙烯汽提塔、脱乙烯塔、乙烯精馏塔、乙烯冷却器等09Mn Ni DR材质产品中,已应用于内件、垫板等非受压元件与壳体相焊的接头中。经过无损检测合格,焊缝表面良好,质量稳定,相比焊条电弧焊提高了生产效率,减少了焊材的浪费,降低了生产成本,值得推广应用。
随着焊丝生产技术的发展,药芯焊丝由于可以通过调整药粉配方来满足焊缝金属的各种性能和化学成分要求,熔敷效率高于实芯焊丝,焊接飞溅少,工艺适应性强等优点,已在普通钢材制造的压力容器中广泛应用,并具有取代实芯焊丝的趋势。但由于药芯焊丝存在易受潮且不易重新烘干的缺点,这对于焊接接头低温冲击韧性要求较高的低温钢材料来讲,不宜使用,因此焊材生产厂家未来应重视低温钢焊接材料用熔化极气体保护焊实芯焊丝的研发和推广。
