常压储罐底板的漏磁检测与腐蚀失效分析
2015-11-14王鑫,刘峰,卢瑶
王 鑫 ,刘 峰,卢 瑶
(1. 辽宁石油化工大学 机械工程学院,辽宁 抚顺 113001; 2. 中油抚顺石化设备检测监理研究中心,辽宁 抚顺 113001)
常压储罐广泛应用于石油化工、交通运输和军事等诸多领域,在化学物质生产和油气储运中发挥着极大的作用。储罐在运行过程中,由于底板局部腐蚀或整体减薄以及脆性断裂等原因引起储罐失效,进而发生泄漏事故,污染恶化周围环境[1,2],甚至威胁工作人员生命安全,因此对储罐底板的腐蚀情况进行有效的定性和定量检验评估是保证石油化工行业安全生产的有效措施。
目前,常压储罐的常规检测技术以超声波测厚为主,超声波测厚对于储罐的整体均匀减薄检测效果良好,但是对于局部腐蚀造成的针状蚀坑、锥形蚀坑检测效果不佳,而且超声测厚带有随机性,很难准确定位那些致命的缺陷。漏磁检测对于这些局部腐蚀,能够进行精确地进行定位和定量检测。
1 储罐底板腐蚀
常压储罐存储的介质多为原油、成品油、污水、废弃油料等。含水油品中的无机盐能够诱蚀储罐底板,发生腐蚀。底板腐蚀原因可分为三类[3]:(1)湖状蚀坑:含水油品中的高渗透性无机盐水解酸化后,渗过衬垫层或防腐层与底板内表面相接触,引起焊缝区腐蚀和底板大面积腐蚀;(2)锥形蚀坑:水中无机盐分形成的电解液在底板板材与腐蚀产物、不同材质(底板板材与铝质立柱)、同材质不同电势组织间造成的电化学腐蚀;(3)针丝状蚀坑:在无氧条件下,硫酸盐致使储罐底板发生细菌腐蚀。典型的腐蚀坑位置及类型见图1。

图1 典型的腐蚀坑位置及类型Fig.1 Typical corrosion pit location and types
2 漏磁检测原理
漏磁检测技术是通过被磁化的工件表面溢出的磁通量来判定缺陷。
如图2所示,通过励磁装置,对表面平整、材质均匀且连续的铁磁性底板磁化后,底板内会产生磁场,一般情况下,磁力线穿过底板且平行于底板表面;但当底板存在机械损伤、腐蚀等体积型缺陷时,由于缺陷部位与底板材料的磁导率不同,穿过底板的磁力线会发生畸变;缺陷部位会被大多数磁力线绕过,只有一小部分磁力线会穿过缺陷部位;还有一部分溢出底板,这部分磁力线在底板表面会形成漏磁场。励磁装置中部放置的磁场探头(磁感应传感器,如霍尔元件等),能够探测这个漏磁场信号。漏磁场信号的强度与缺陷部位的大小、深度、形状有一定对应关系,因此通过对这个漏磁场信号进行分析,可以准确判断底板的腐蚀情况。

图2 漏磁检测原理Fig.2 The principle of magnetic flux leakage detection
3 检测对象与检测仪器
检测选用 FloormapVS2i型罐底板漏磁扫描仪,扫描仪主要参数:霍尔传感器36个,扫查有效宽度为250 mm,扫查速度为0.5 m/s,最大扫查长度为20 m,最大扫查厚度为20 mm,最大穿透防腐层厚度为6 mm,检测灵敏度为腐蚀深度当量的10%(防腐层厚度不超过6 mm)。该扫描仪操作简便、检测效率高、检测灵敏度较好,能够在现场对底板腐蚀情况进行实时数据监测,通过分析采集到漏磁信号查找缺陷。
检测对象为某石化企业3台常压立式裂解原料储罐,具体参数如表1所示。

表1 储罐主要参数Table 1 The main parameters of storage tank
4 检测过程
4.1 检测试板
由于漏磁检测属于半定量检测,所以缺陷定量的精度很大程度上取决于标准试板的人工缺陷的加工精度和形态。人工缺陷越是接近实际缺陷,缺陷的定量结果就越精确。漏磁检测常用的人工缺陷有球形孔缺陷和平底阶梯孔缺陷。通常,人工缺陷是在试板上加工深度为 20%、40%、60%、80%板厚的 4个球形孔或平底阶梯孔[4],针对实际工作要求的不同,制作出8、10、12 mm厚的标准试板。本次使用的试板为球形孔试板,如图3所示。

图3 球形孔标准试板Fig.3 The standard testing plate with several spherical holes
4.2 调试仪器
调试仪器主要是调节扫描仪探头与标准试板表面之间的距离,不同厚度的标准试板有其不同的对应数据。
4.3 扫描检测
选取储罐的基准点,对储罐的中幅板和边缘板进行编号,然后对中幅板和边缘板分别使用超声测厚仪测厚,调用与之等厚标准试板的标准曲线。本次试验调用厚度为8 mm的标准试板制作的标准曲线,如图4。

图4 标准曲线Fig.4 Standard curve
5 漏磁检测结果及分析
5.1 漏磁检测结果
宏观检测发现三台储罐地基与储罐之间均有缝隙,但未下沉也无泄漏现象。然后对3台常压裂解原料储罐进行罐底扫查,统计发现腐蚀程度超过60%的缺陷1处,腐蚀程度介于40%和60%之间的缺陷83处,腐蚀程度介于20%和40%之间的缺陷53处。各储罐腐蚀状况见图5-7为缺陷位置分布图。

图5 各储罐底板缺陷数量分布图Fig.5 The distribution of defects in each tank floor

图6 各储罐底板腐蚀较严重位置分布图Fig.6 The distribution of corrosion of the bottom plate of the tank is more serious
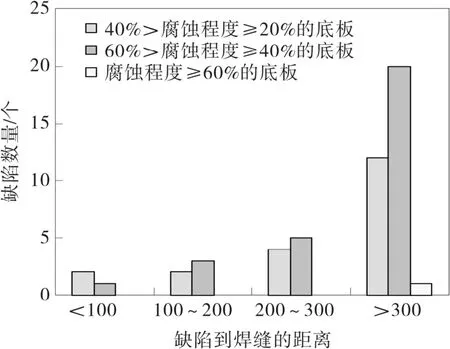
图7 3059储罐底板缺陷位置分布图Fig.7 The position distribution of the defect in the bottom plate of the 3059 tank
5.2 超声波测厚复验结果
为了检验漏磁检测技术的精确度,对3059储罐几个腐蚀严重区域进行超声波测厚复验,复验结果如表2所示(3059储罐底板的中幅板原始厚度为8 mm,边缘板原始厚度为10 mm)。

表2 超声波测厚复验结果Table 2 The thickness of bottom plate is measured by ultrasonic
5.3 检测结果分析
(1)从表2的数据可以看出,漏磁扫查结果和超声波复验结果相近,这说明该漏磁检测仪的检测精度较好;
(2)通过以上三台储罐底板漏磁检测出的严重腐蚀区域,与宏观检测的情况相对比,底板上表面的状态并不能完全反映底板腐蚀的完全情况,这说明底板下表面的环境比裂解原料这种介质更具有腐蚀能力,使底板发生腐蚀;
(3)图 5所示,腐蚀程度超过 40%的边缘板要比腐蚀程度超过40%的中幅板要多,大部分腐蚀区域处在边缘板,就受力分析来看,中幅板主要受介质重力影响,不受应力影响,也就不存在应力腐蚀,腐蚀主要是介质和背面环境的化学腐蚀及电化学腐蚀造成的,而边缘板除了受到重力影响外,还会受到很高的弯曲应力,以应力腐蚀为主,这说明,与其他区域的腐蚀相比,储罐边缘板的应力腐蚀更容易使得储罐腐蚀失效;
(4)图6所示,在距离焊缝100 mm以内区域,仅有3处点缺陷,而随着远离焊缝,缺陷呈现增多的态势,这说明焊缝的焊接残余应力并不能产生明显的应力腐蚀。
6 漏磁检测技术主要限制因素研究
6.1 标准试板
由于不同材料的磁导率不同,对不同储罐底板检测时,应选用与被检储罐底板材质相同且等厚的标准试板制作标准曲线,以确保检测灵敏度。另外,实际检测过程中,人工缺陷产生的漏磁信号没有自然缺陷产生的漏磁信号强,因此会出现大量伪缺陷的干扰信号,需要检验员认真分析排除。
6.2 底板扫查覆盖率
储罐随着容积增大,内部功能结构也随之复杂起来,存在一些障碍物,如液位计、冷却器(或加热器)、浮顶立柱、物料进出管口等与底板相连接的结构,在检测过程中是不允许拆卸的,这些位置对应的底板连接处都成为检测盲区;壁板角焊缝以及底板搭、对接焊缝区也存在不连续结构而无法检测;另外,漏磁检测仪本身有一定面积的扫查盲区,这就导致了在实际检测过程中无法实现100%漏磁扫查。
6.3 缺陷定位
在电脑模式下,漏磁检测设备每次扫查结束后通过显示图形和坐标来标记缺陷的具体位置,但是在实际检测过程中,这些标记的缺陷位置是不准确的,这是因为在保证单个底板扫查不漏检,每次的扫查轨迹是有一定的重叠区域,所以建议使用从检测起点测量的扫查距离对缺陷进行定位。
6.4 底板剩磁
在对单板首次扫描结束后,分析图像的同时,需要对所怀疑腐蚀区域进行复验。复验时,被磁化的底板仍残留部分剩磁,如果不消磁直接扫查,剩磁会影响底板扫查区域的磁场分布,尤其在腐蚀区域,剩磁影响更大[5],进而影响检测结果。一般,适当地机械振动、反向扫查等都能够较好地消磁。在实际检测过程中,确定缺陷真实存在后,应以首次检测获得的缺陷当量为准。
6.5 底板的表面状况
储罐底板材料的磁特性对漏磁检测有着显著地影响,材料的磁导率越低,缺陷所形成的漏磁场越小;储罐底板的弯曲也会对漏磁检测结果产生影响,底板的曲率变化会增加提高值,使得漏磁检测的灵敏度变化显著。一般,通过从多个不同方向扫查可以减小这种影响;底板表面的涂层对检测灵敏度影响显著,随着涂层厚度增大,缺陷漏磁场强度明显减弱,当涂层厚度超过 6mm时,检测设备无法获取有效的缺陷漏磁信号。
7 结 论
(1)目前,针对于储罐底板的腐蚀检测,漏磁检测技术的应用呈现上升趋势,并且因其具有精确、迅速、有效等优势,可以全面推广;
(2)储罐底板的下表面更容易被腐蚀,主要是由于底板与地基之间有缝隙,缝隙中存有积水或沉积物而引起局部腐蚀;
(3)与储罐底板的其他区域腐蚀相比,储罐边缘板的应力腐蚀更容易使得储罐腐蚀失效;
(4)储罐底板焊缝区域的焊接残余应力不足以底板产生应力腐蚀,所以影响不大。
[1]王亚东,王翔,徐彦廷,等.常压储罐底板漏磁检测的信号分析[J].无损检测,2014,36(4):23-25.
[2] 李光海,常压储罐检验检测技术[J].无损检测,2010,32(7):509-512.
[3]Santos J B,Perdigão F.Automatic defects classification-A contri bution[J].NDT and E International,2001,34(5):313-318.
[4] JB/T 10765-2007 无损检测 常压金属储罐漏磁检测方法[S].
[5]Cameron N B Recommended practice for magnetic flux leakage inspection of atmospheric storage tank floors[R].UK:HSE Infoline,2006:21.
