金刚石拉丝模超声加工自动频率跟踪系统设计
2015-10-31秦玉成王瑞雪叶正生刘在润
秦玉成,王瑞雪,叶正生,刘在润
(北京市电加工研究所,北京100191;北京迪蒙特佳工模具技术有限公司,北京102206)
金刚石拉丝模超声加工自动频率跟踪系统设计
秦玉成,王瑞雪,叶正生,刘在润
(北京市电加工研究所,北京100191;北京迪蒙特佳工模具技术有限公司,北京102206)
在分析金刚石拉丝模超声加工原理的基础上,讨论了超声频率自动跟踪的必要性,提出了基于模拟锁相环技术的频率跟踪电源系统的设计。通过外围硬件电路检测辨别换能器两端电压和电流信号的相位差方向,控制CD4046锁相环输出频率的大小,使换能器的工作频率始终在谐振频率点。在加载不同长度工具针负载的情况下,对自动跟踪电源系统进行压电阻抗分析测试,实验结果表明,该系统具有良好的频率跟踪性能。
金刚石拉丝模;超声加工;频率自动跟踪;压电阻抗分析
金刚石拉丝模是拉拔加工铜丝、铝丝、焊丝、切割线、不锈钢丝等金属丝材的重要工具之一。在拉拔加工过程中,金属丝材经过拉丝模模孔发生塑性变形,进而获得所需的丝材尺寸与表面质量。由于金刚石材料硬度极高,传统的机械加工方法难以对金刚石拉丝模模孔进行加工。目前,国内外多采用超声波加工方法[1],加工原理见图1。
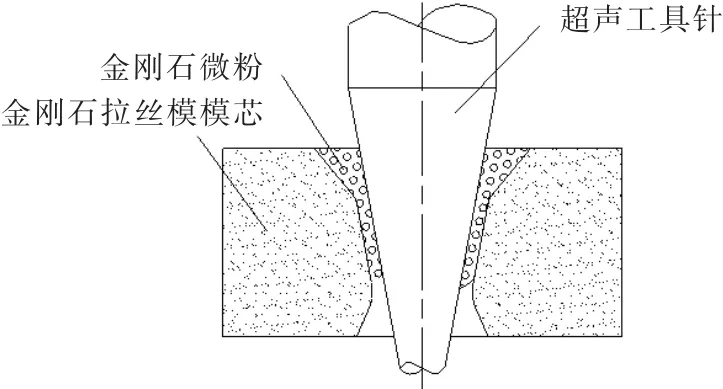
图1 金刚石拉丝模加工原理
金刚石拉丝模超声加工通过超声工具针将振荡能量传递给金刚石微粉,金刚石微粉获取瞬时动能,并高速撞击模孔内表面,由此实现去除金刚石表面材料,达到整形加工的目的。由于超声工具针在加工过程中不断发生磨损,需对其修正后才能进行加工,而在加工过程中,除了负载变化外,工具针的长度也会逐渐减小,使换能器谐振频率发生变化,进而导致超声加工难以持续进行。要获得高质量的超声加工,要求振动系统工作在谐振状态[2],最有效的办法是实时调整超声电源的激励频率,使其与换能器谐振频率相匹配,即要求超声加工系统具有频率自动跟踪功能[3]。
目前,国内金刚石拉丝模所用的超声加工机电源,其设计大多是利用电容选频的方法来实现频率调整,即根据实际负载情况设定几个固定的频率,通过人工操作来实现频率调节及匹配,不能实现频率的连续跟踪;另外,由于工具针可用长度范围很短,加工过程中需不断更换新针,也使金刚石拉丝模的生产效率大幅降低。基于上述原因,本文提出基于模拟锁相环技术的频率跟踪超声电源系统的设计,旨在通过检测换能器两端电压和电流信号的相位差与方向,控制CD4046锁相环输出频率的大小,使换能器的工作频率始终在谐振频率点。
1 基于CD4046锁相环的电路设计与分析
1.1 CD4046锁相环的工作原理
CD4046为数字锁相环(PLL)芯片,它是一种通用的CMOS锁相环集成电路。PLL电路将输入波形与VCO振荡器波形的相位进行比较,使其输入频率与VCO振荡频率同步。CD4046锁相环内部电路硬件结构见图2[4],主要由2个鉴相器(PDⅠ和PDⅡ)、VCO(压控振荡器)、线性放大器、源跟随器、整形电路等构成,其内部VCO产生50%占空比的方波信号。该电输入端允许输入0.1 V左右的小信号或方波,经放大和整形,提供满足鉴相器要求的方波。当无输入信号时,其输出电压为VDD/2,用以确定VCO的自由振荡频率[5]。
1.2 集成锁相环频率智能跟踪系统的硬件设计
频率智能跟踪系统的硬件设计电路主要由CD4046集成芯片、OP运算放大器、施密特触发器等器件组成,各硬件电路连线见图3。其设计构思是使用CD4046锁相环的VCO产生的50%占空比的方波驱动超声波电源中的半桥逆变电路,设定电阻R1、R2的值可用来确定VCO的最低和最高输出频率,若改变VCO的输入电压,其输出频率也会做线性变化。将超声换能器的电压信号作为相位参考信号,电流信号作为频率比较信号,分别接入CD4046锁相环电路的第3脚和第4脚。当电压信号与电流信号的相位差为0°时,换能器工作在谐振状态;如果电压信号与电流信号有±90°的相位差(以电压为参考),则换能器未工作在谐振状态,此时,将电流信号通过移相放大器做90°移相处理,并输出到CD4046锁相环电路的第14脚作为频率比较信号;当CD4046锁相环电路第3脚与第14脚的相位差为90°,即超声换能器电压信号与电流信号的相位差为0°时,满足锁相环入锁要求,此时,锁相环的输出频率锁定在超声换能器的谐振频率点上。

图2 CD4046内部电路硬件结构图
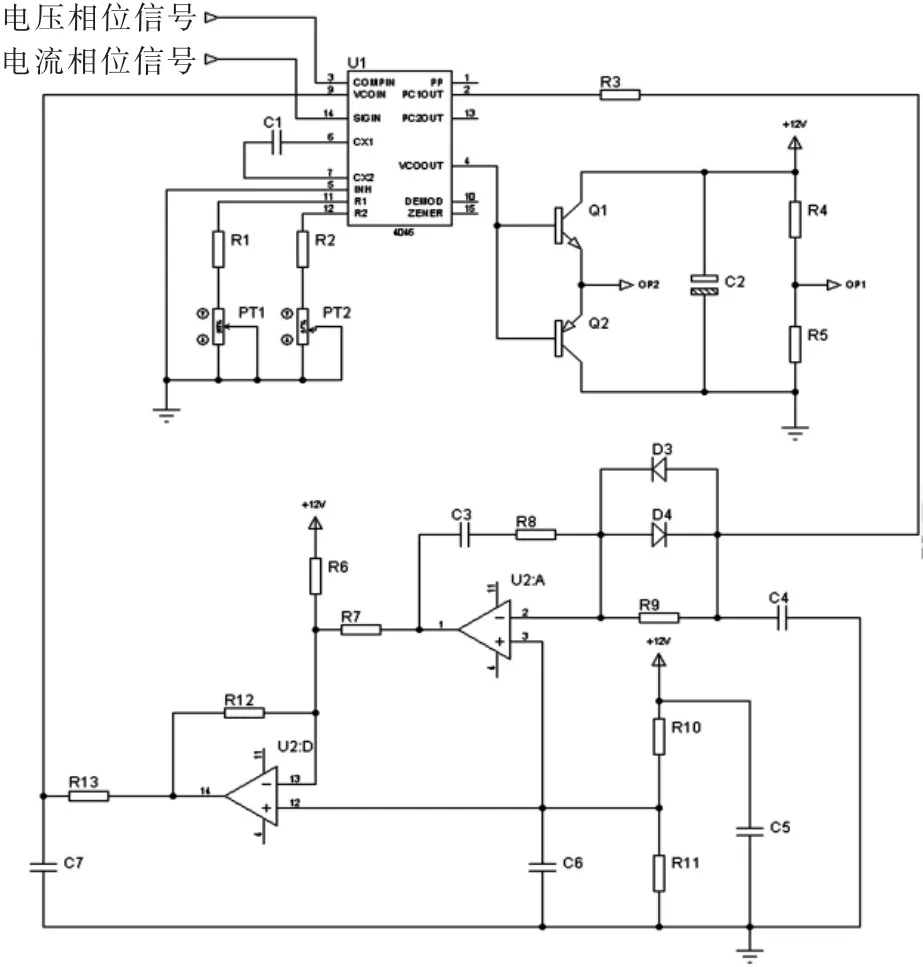
图3 硬件电路连线图
实际工作中,超声换能器通常有3个工作状态,即容抗、阻抗和感抗。当换能器工作在谐振频率点时为纯阻抗状态,此时能量转换效率最高。当换能器受环境温度、电压波动及负载变化影响时,谐振频率会出现波动,与其对应的就是容抗和感抗状态的变换。因为容抗和感抗是相反方向的两种对称状态,所以当换能器的工作频率在谐振频率点左右变化时,系统将无法辨别工作频率的调整方向。为了区分容抗和感抗状态、确定换能器的工作频率调整方向,需使换能器工作在“容抗-阻抗”或“感抗-阻抗”状态中。本文根据压电阻抗分析仪所测的换能器参数,设计了一个匹配网络电路,以区分换能器工作在容抗状态还是感抗状态,进而使锁相环的输出频率控制在一个接近于谐振频率点的频率。换能器工作在该频率下将保证较高且稳定的能量输出。
2 自动频率跟踪超声电源系统的设计
自动频率跟踪超声加工电源系统的整体结构见图4。其工作原理是单相交流电经EMI滤波电路、控制整流及电容滤波电路,形成约DC300 V的直流电,经过以UC3843集成芯片为核心元件组成的PWM开关电源模块,完成超声波所需电源的DC-DC转换。输出功率的调节是通过改变PWM的占空比来实现的。功率设定和检测电路由取样电路中的电流信号、滤波电路及运算放大电路组成。该电路测得加在换能器上的电流幅值,经滤波、放大后得到电流输出的电平信号,调节输出功率设定电平可调节积分放大电路中的零点,电流信号电平经积分放大器输出控制PWM的占空比。当输出功率超出设定功率时,减小PWM的占空比,可使超声输出功率减小;反之,增大PWM的占空比,可使超声输出功率增大。
在超声波电源系统中,已知换能器工作在谐振频率时,超声波的电压与电流相位同步;反之,电压与电流最大相位差为90°。换能器在容抗状态下,电流相位超前于电压相位;换能器在感抗状态下,电流相位滞后于电压相位。为使频率跟踪系统能辨别电压与电流的相位方向,电压信号通过零运算放大比较器生成有一定量延迟的方波信号,该信号送入CD4046中PDⅠ的3脚作为参考信号;电流信号通过整形放大电路生成移相90°的方波信号,该信号送入CD4046中PDⅠ的14脚作为反馈信号。因为电压相位信号有延迟,所以电流相位与电压相位还未达到90°相位差时,PDⅠ的两输入信号就已到达90°相位,这时锁相环就进入了锁相状态。控制电压相位的延迟大小可使超声波换能器工作在接近谐振频率的某个工作频率点,当换能器的工作频率减小或增大,PDⅠ的比较信号相位差也随之减小或增大,进而锁相环的输出频率也随之变化。换能器的工作频率始终在谐振频率点之前,从而能使频率跟踪系统辨别电压、电流的相位方向。

图4 自动频率跟踪超声电源系统整体结构图
3 自动频率跟踪系统的实验研究
金刚石拉丝模超声加工电源系统的设计参数为:输入电源频率50 Hz,输入电压220 V,输出频率21~22 k Hz。设计完成后,需对电源系统进行测试分析,检验其自动频率跟踪的性能及效果。
由于工具针长度的变化会导致换能器本身谐振频率的变化,如果电源系统的输出频率不能及时调整,则换能器的工作性能会发生很大变化。因此,实验采用不同长度的工具针作为同一换能器的外加负载,以此验证自动频率跟踪系统的跟踪效果。
装夹工具针的初始长度为115 mm,依次递减10 mm,分别为115、105、95、85、75、65 mm,等效电容为3.710 nF。在加载不同工具针长度的情况下,通过压电阻抗分析仪测得换能器的各项工作参数(表1)。其中,针长为装卡工具针的实际长度;工作频率为超声波换能器实际振荡频率;其他参数用压电阻抗分析仪测得。

表1 频率自动跟踪电源的实验结果
通过实验结果可看出,在工具针长度发生变化(即换能器的负载发生变化)时,实际测得的换能器工作频率非常接近于其谐振频率,说明设计的自动频率跟踪电源系统运行效果良好,实现了频率跟踪的功能,可使超声输出趋于稳定的状态。
[1]曹凤国.特种加工手册[M].北京:机械工业出版社,2010.
[2]黄景荣.超声振动加工中的自动频率跟踪[J].合肥工业大学学报,1997,20(6):83-87.
[3]郑书友,徐西鹏.超声加工中超声发生器的频率跟踪技术[J].计量技术,2005(12):10-14.
[4]Texas Instruments Inc.CD4046B Types[DB/OL].http:// www.ti.com/lit/ds/symlink/cd4046b.pdf.
[5]罗云萌.高频感应钎焊电源技术研究[D].镇江:江苏科技大学,2012.
Development of Automatic Frequency Tracking Power Supply System for Diamond Draw ing Dies Ultrasonic Processing
Qin Yucheng,Wang Ruixue,Ye Zhengsheng,Liu Zairun
(Beijing Institute of Electro-machining,Beijing 100191,China;Beijing DMBEST Tool and Die Tech.Co.,Ltd,Beijing 102206,China)
Based on the ultrasonic processingmechanism of diamond drawing dies,the necessities of the frequency automatic tracking power supply for ultrasonic processing were studied.And the power supply system of frequency automatic tracking based on the simulation phase-locked loop technique was designed.Through the peripheral hardware circuit,the difference of voltage-current phase on both ends of the transducer were identifies.The output frequencies of phase-locked loop CD4046 were controlled,which can make the work frequency of the transducer is always same at the resonance frequency points.Under the condition of loading the different length of needle tool,the piezoelectric impedance analysis testswere carried out on automatic tracking power system.The result shows that the system has good tracking performance.
diamond drawing dies;ultrasonic processing;frequency automatic tracking;piezoelectric impedance analysis
TG663
A
1009-279X(2015)05-0048-04
2015-06-04
北京市科学技术研究院青年骨干计划资助项目(2012-022)
秦玉成,男,1980年生,助理工程师。
