5056铝合金激光-TIG电弧复合焊接接头气孔特性的研究
2015-10-31房冬青严振宇黄超王磊卢东宁
房冬青,严振宇,黄超,王磊,卢东宁
(首都航天机械公司,北京100076)
5056铝合金激光-TIG电弧复合焊接接头气孔特性的研究
房冬青,严振宇,黄超,王磊,卢东宁
(首都航天机械公司,北京100076)
针对5056铝合金激光-TIG电弧复合焊接焊缝中的气孔特性进行了研究。利用X射线探伤、金相剖切等手段对气孔的形态及分布进行分析,发现在5056铝合金激光-TIG电弧复合焊缝中的气孔主要可分为两类:一类为熔池中未排除气体形成的圆形气孔,另一类为氧化膜及小孔闭合形成的不规则气孔。
铝合金;激光电弧复合焊;气孔特性
铝合金是航空航天领域的主要结构材料之一,其发展趋势为材料的强度越来越高、质量越来越轻,可随之而来的问题是材料的可焊性逐渐呈下降趋势。目前,铝合金结构的焊接存在效率低、缺陷多、变形大等问题,而焊接气孔的问题尤为突出。
激光焊接技术是一种高效、柔性、精密的焊接技术。但铝合金的导热性高,且对激光具有高反射,特别是对波长10.6μm的CO2激光的反射率高达97%以上。为克服铝合金的高导热、高反射等特性所导致的能量耦合的壁障,激光焊接铝合金时要求极高的功率密度(约为钢铁材料的5倍),且对激光器的输出功率和光束质量要求极高[1-2]。显然,高功率激光器的投入较大,对焊接结构件装配精度要求严格,焊接生产成本较高。
激光复合热源焊接技术是将物理性质和能量传输机制完全不同的两种热源复合在一起,并同时作用于焊接位置。激光与电弧的复合使两种热源既充分发挥了各自优势,又相互弥补了对方的不足,进而形成了一种全新高效的热源。激光-电弧复合焊实现了良好的焊接性及间隙适应性,具有较高的焊接效率[3-6]。本文利用X射线探伤、金相分析及断口分析等手段,对5056铝合金激光-TIG电弧复合焊中的气孔特性进行了分析。
1 试验条件
焊接试验采用Slab CO2激光器及Miller TIG焊机。试验所用材料5056铝合金是一种典型的Al-Mg系合金,其主要成分见表1。
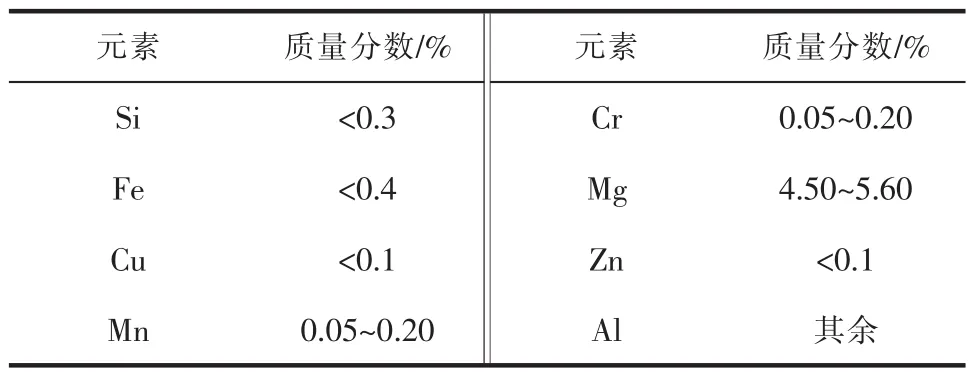
表1 5056铝合金的主要化学成分
焊后采用X射线探伤、金相剖切及静载拉伸等手段,对试样断口进行扫描电镜观察,分析焊缝内气孔的形貌及分布特性。
2 试验结果与分析
2.1 气孔形状特征
通过对焊缝横截面金相分析发现,焊缝内的气孔形态可分为两类:一类是由熔池中卷入的保护气、空气及水蒸气等形成的气孔,其形貌特征为圆形(图1a);另一类是由于焊接过程中小孔闭合塌陷形成的气孔,其形貌特征为不规则的异形(图1b)。

图1 焊缝中的气孔形态
2.2 气孔分布特征
当焊缝非熔透时,其中的气孔主要分布在中心位置(图2)。当焊缝实现穿透后,焊缝中的气孔主要分布在焊缝两侧熔合线位置,且分布不均匀(图3)。

图2 未穿透焊缝中的链状气孔

图3 穿透焊缝中的气孔分布特征
对焊缝金相组织及接头拉伸断口的分析发现,焊缝中存在一些近似圆形的气孔(图4),这是因为在激光-电弧复合焊接过程中,热输入量较小且铝合金导热率较高,故熔池冷却速度较快,熔池中的部分气泡来不及在表面张力作用下形成圆形即发生凝固。

图4 铝合金拉伸断口位置的气孔形态及分布
2.3 气孔形成原因
针对熔池内存在由气体形成的气孔,其产生条件为:

式中:R为焊缝的凝固速度(结晶前缘成长速度);Ve为气泡的溢出速度;K为常数;ρL为液体金属密度;ρG为气泡密度;g为重力加速度;η为液体金属粘度;r为气泡半径。
在非熔透焊缝焊接过程中,熔池底部由于靠近母材,故其凝固速度高于熔池的其他部位,熔池内的气体溢出速度远远小于熔池的凝固速度。因此,焊缝底部易形成气孔。
在熔透焊缝中,由于激光形成的深熔小孔穿透整个熔池,熔池底部的气体可由小孔下部排出。熔池两侧由于靠近未熔化的母材,故形成了较大的温度梯度,且两侧的冷却速度高于熔池其他部位。因此,在穿透焊缝中熔池两侧易形成气孔。
针对焊缝内因小孔闭合形成的气孔,分析其产生的原因为CO2激光焊接过程中光致等离子体形3 结论
状出现较大跳动时,液态熔池内深熔小孔发生变化或突然闭合,小孔内部等离子体和金属蒸汽会形成气泡。当熔池冷却速度较快时,就会在冷却的焊缝内形成气孔。
采用X射线探伤、金相剖切及断口分析等手段,对5056铝合金激光-TIG电弧复合焊缝中的气孔形状及位置特性进行分析。气孔按形状可分为熔池内来不及溢出气体形成的气孔及焊接过程不稳定导致的不规则形状的气孔。未溢出气体形成的气孔主要分布在熔池中存在较大温度梯度的区域。
[1]左铁钏.高强铝合金的激光加工[M].北京:国防工业出版社,2002.
[2]张赵林,程兆谷,雒江涛,等.激光焊接铝合金的研究[J].中国激光,1998,25(5):477-480.
[3]Brenner B,StandfuβJ,Morgenthal L,et al.New technological aspects of laser beam welding of aircraft structures[C].Düsseldorf,DVS 2004:19-24.
[4]赵耀邦,雷正龙,陈彦宾.激光功率对铝合金激光-电弧双面焊接头特征的影响[J].红外与激光工程,2009,38(S):454-457.
[5]赵耀邦,雷正龙,苗玉刚,等.铝合金激光-电弧双面焊接特性[J].中国激光,2011,38(6):117-123.
[6]雷正龙,陈彦宾,李颖,等.铝合金CO2激光-TIG电弧复合焊接试验研究[J].航天制造技术,2012(4):35-37.
Study on Pore Characteristics of 5056 Alum inum Alloy JointsWelded by Laser-TIG Hybrid
Fang Dongqing,Yan Zhenyu,Huang Chao,Wang Lei,Lu Dongning
(Capital Aerospace Machinery Company,Beijing 100076,China)
The pore characteristics of welded by 5056 aluminum alloy joints were studied.The morphology and distribution of the pores were analyzed by X ray flaw detection and metallographic analysis.There are two kinds of pore in the joint.One is spherical pore formed by gas in the welding pool,the other one is irregular pore formed by instable key-hole or oxide films.
aluminum alloy;laser arc hybrid welding;pore characteristics
TG456.7
A
1009-279X(2015)05-0052-02
2015-05-21
房冬青,男,1986年生,工程师。
