喷墨打印光固化水凝胶工艺研究
2015-10-31李志朝连芩贾书海吕毅李涤尘
李志朝,连芩,贾书海,吕毅,李涤尘
(1.西安交通大学机械制造系统工程国家重点实验室,陕西西安710054;2.西安交通大学快速制造国家工程研究中心,陕西西安710054;3.西安交通大学高端制造装备协同创新研究中心,陕西西安710054)
喷墨打印光固化水凝胶工艺研究
李志朝1,2,3,连芩1,2,3,贾书海1,吕毅1,李涤尘1,2,3
(1.西安交通大学机械制造系统工程国家重点实验室,陕西西安710054;2.西安交通大学快速制造国家工程研究中心,陕西西安710054;3.西安交通大学高端制造装备协同创新研究中心,陕西西安710054)
针对可光固化水凝胶成形速度快、粘度低的特点,提出了一种包括电磁阀喷头系统和光源系统的喷墨式打印方法,能克服以成缸溶液直接扫描加工多种可光固化水凝胶存在的加工复杂、材料易被污染和损耗高等缺点。用光学显微镜对固化液滴和堆积直线进行了测量和分析,结果表明:随着喷头孔径和压力的增大,液滴固化直径增大;当浓度>30%时,随着浓度的增大,液滴固化直径减小。同时,建立了液滴固化和液滴堆积成形模型,形成的直线宽度不大于单个液滴的直径且宽度均匀。
光固化水凝胶;喷墨;模型;三维方块
国内研究人员采用激光立体光固化技术,打印了具有复杂型面的膝关节软骨凝胶支架[6]。但国外研究人员在采用该方法制造含有PEGDA-PC和PEGDA两种材料的悬臂结构时,存在需多次清洗液槽、工艺过程较复杂、且易造成材料浪费等问题[7]。Peyton等[8]采用喷头喷出的温敏性聚合物材料PCL作为支撑,然后将混有细胞的水凝胶填充到结构的空隙中,制造了具有复杂组织结构的支架,显示出喷头送料方式加工多种材料的能力比激光立体光固化技术更有优势。
本文选用PEGDA作为打印材料,利用水凝胶可光固化特性和喷头送料加工的优势,提出一种喷墨式光固化跟随生物打印方法。喷头喷出的液滴在紫外光的照射下快速固化,喷头可在二维平面内移动,材料沉积的基板可在竖直方向移动,其材料成形过程是先由点成线(图1、图2),再由线成面,最后由面成体。本文研究了喷头孔径、材料浓度、气压对液滴单点固化直径的影响,同时,研究了相邻液滴间距变化时,堆积直线的宽度,建立了液滴固化和两点堆积成形模型,完成了不同浓度的三维方块打印,分析了材料浓度与三维成形效果的关系。

图1 液滴固化示意图
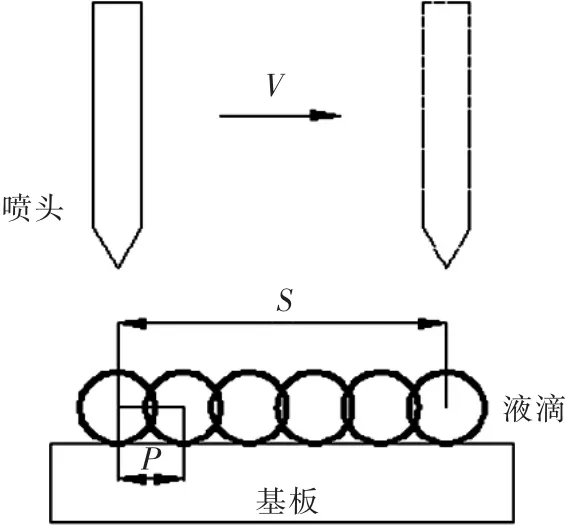
图2 液滴固化堆积成线示意图
1 材料和方法
1.1 材料与设备
材料准备:量取一定体积的PEGDA溶液倒入盛有去离子水的烧杯中,按体积分数20%、30%、40%、50%配制4种浓度不同的PEGDA溶液,并各加入体积分数0.5%的光引发剂(2-羟基-甲基苯基丙烷-1-酮),用锡箔纸封口后,磁力搅拌10min。
采用实验室搭建的喷墨式光源跟随打印系统,该系统包括喷头、光源及三轴移动平台三部分。喷头部分包含材料递送和控制两部分,放置在储液室中的溶液在来自氮气钢瓶的气压作用下,通过过滤器到达喷头的进口处,控制部分的信号发生器可通过TTL信号的高低电平来控制电磁阀喷头阀门。在阀门开启时,材料从喷头喷出;阀门关闭时,材料喷出中断。光源包含控制器、标准光头及透镜,可通过控制器调控光源的能量强度,选用不同的透镜可改变光斑的大小。喷头和光源固定于可在X、Y方向移动的底座上,光源与竖直方向成35°布置,喷头垂直固定于可在竖直方向移动的基板上(图3)。

图3 实验平台示意图
1.2 水凝胶成形工艺
(1)液滴固化成形工艺:激光功率为121 mW,选用孔径为76、127μm的喷头,在0.02~0.05 MPa范围内分别打印体积分数20%、30%、40%、50%的PEGDA,并测量单个液滴固化直径,每组参数测量5个液滴固化的直径。
(2)单线成形工艺:体积分数40%的PEGDA,喷头孔径76μm,气压0.03 MPa,当相邻2个液滴的间距在800~1050μm变化时,测量堆积的直径宽度,选择堆积直线中5处相对独立的位置进行测量。
1.3 测试与分析方法
(1)测试:采用光学显微镜对PEGDA液滴固化直径和由点堆积成线的直线宽度进行测量;在材料中混入少量的黑色墨水来观察材料固化情况。
(2)数据分析:采用excel中的数据分析软件对液滴固化直径和堆积直线宽度的数据进行处理,所有数据的表示方法为平均值±标准差。
2 水凝胶成形工艺及三维方块结构打印
2.1 PEGDA光固化工艺参数的研究
2.1.1 固化液滴成形工艺
(1)液滴单点固化模型
液滴必须在脱离光斑的照射范围内实现固化,否则,就会出现液滴在基板上的扩散聚集,影响成形效果。针对上述要求建立如图1所示的液滴固化模型,该模型中有3点假设:①光源在基板上的光斑是圆形;②光斑内各处能量均匀;③从喷头喷出的液滴落在光斑的正中心。根据模型可得出如下两个方程:

式中:Vmax为最大移动速度;S为光源移动距离;d1为光斑直径;d2为液滴直径;T临界为液滴固化的最小时间。
为了验证上述模型的有效性,实验采用PEGDA体积分数为30%、打印气压为0.03 MPa、喷头孔径为127μm、激光功率为60mW,测得T临界>0.1 s,d1=6 mm,d2=1.24 mm(图4),所以移动的最大速度应满足Vmax<23.72mm/s。
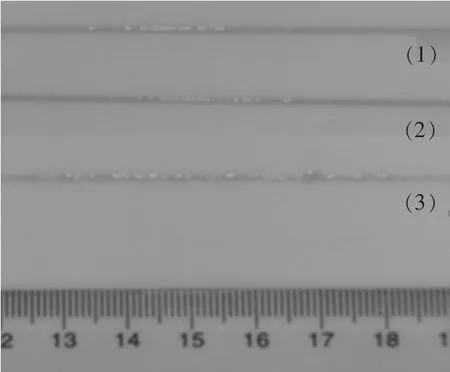
图4 不同移动速度下直线成形效果对比
实验中,在速度分别为18、22、26mm/s时,调节相应打印频率为19、23、27 Hz(表1),使相邻固化液滴的间距P不变,实现混有墨水的液滴堆积成线;当V<23.8 mm/s即速度为18、22mm/s时,液滴在基板上实现固化,并依此堆积形成直线;当V>23.8 mm/s且达到26 mm/s时,液滴由于无法实现迅速固化而在基板上出现扩散的现象(图5)。
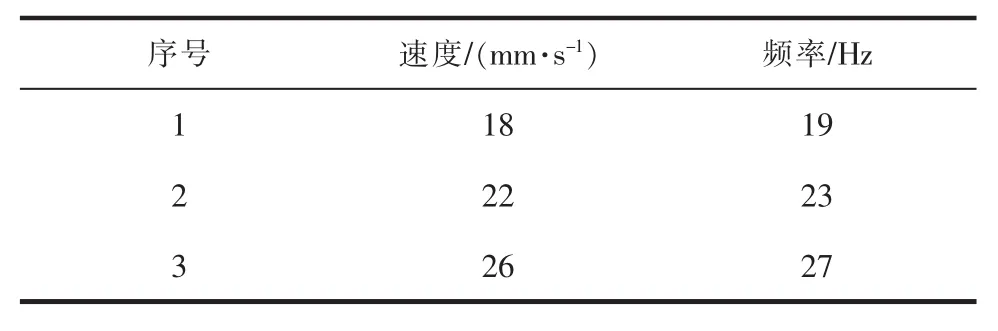
表1 验证单点固化模型选用的移动速度和打印频率

图5 固化液滴
(2)PEGDA固化液滴直径
从图6和图7可看出,在材料浓度和喷头孔径不变的情况下,随着气压增大,液滴固化的直径也增大;在同等条件下,喷头孔径越大,单个液滴的固化直径也越大。在体积分数达到30%以上、且喷头和气压不变时,浓度升高,液滴的固化直径减小;而在体积分数为20%时,则出现相反的情况,这可能是由于PEG溶液中含有的水分过多,导致液滴从喷头喷出后不能完全固化,故出现比体积分数30%时的固化直径小的情况。在体积分数达到50%时,由于材料的粘度增大,无论选用喷头孔径为76μm还是127μm,气压必须达到0.04 MPa,才能使喷头喷出的液体以液滴的形式存在。

图6 喷头孔径76μm时,固化液滴直径与气压的关系

图7 喷头孔径127μm时,固化液滴直径与气压的关系
2.1.2 单线成形工艺
(1)建立移动速度V、间距P和打印频率f的关系
在液滴堆积成线的过程中,随着两点间距P的变化,堆积的直线宽度相应地发生变化。为研究间距P对直线宽度的影响,首先根据图2所示建立间距P与速度V及打印频率f三者之间的关系。其中,喷头单位时间内移动的距离S可用单位时间打印的液滴数目f和相邻液滴的间距P来表示,即S(V)=P(f-1)。
(2)单线成形模型
在堆积成线的过程中需遵循2个原则:①堆积的直线宽度需小于液滴固化的直径;②堆积的直线宽度需尽量均匀。对此建立了如图8所示的模型,该模型中,为使堆积的直线宽度小于液滴固化的直径,必须保证2个液滴重合的部分能填充矩形与两圆边界围成的部分,即阴影部分的面积等于两圆面积之和:
PD+πD2/4=2πD2/4
即P=πD/4。
同时,为保证相邻液滴间存在重叠部分,P必须小于D,因此,相邻液滴的间距P必须满足πD/4≤P<D。
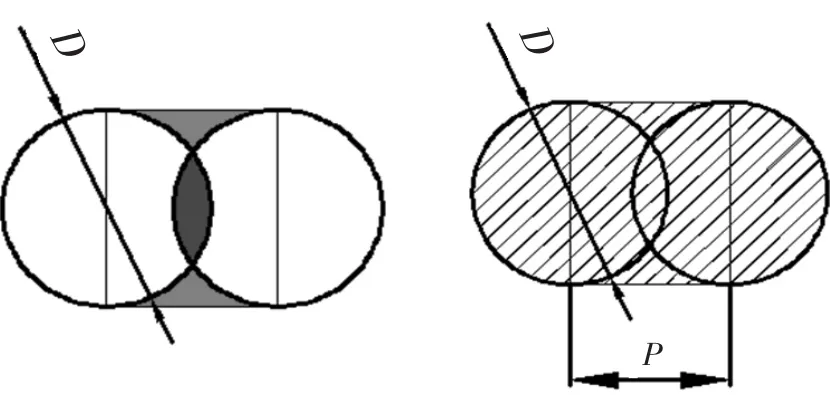
图8 两点堆积成形模型
(3)间距P与直线宽度的影响
在确定两点间距P的范围后,选择体积分数为40%的PEGDA、喷头孔径76μm、气压0.03 MPa,可得出液滴固化的平均直径为1055±32μm。根据两点模型,相邻液滴的间距P应满足828μm≤P<1055μm,在该范围内测量间距P分别为800、850、900、950、1000μm时堆积的直线宽度。如图9所示,当间距P=800μm小于理论最小值828μm时,直线宽度大于单个液滴的平均直径1055μm。

图9 直线宽度与间距P的关系
2.2 PEGDA三维方块堆积
基于上述PEGDA水凝胶液滴固化直径和单线成形的研究,在针头孔径127μm、平台移动速度7.5mm/s时,通过调节气压和打印频率,保证固化液滴能堆积成形的条件下(表2),打印了体积分数分别为20%、30%、40%、50%的PEGDA三维方块,每个方块的制作时间为3 min。从图10可看到,随着体积分数的提高,堆积的三维方块外形尺寸效果越来越好。这主要是因为溶液的粘度随着体积分数的增加而提高,降低了溶液的流动性;同时,溶液中含有的PEGDA的量增大,在光引发剂含量一定时,反应速度加快,实现了液滴在未发生较大扩散之前的固化。当体积分数达到50%时,成形方块的尺寸比体积分数40%时小,这是因为在打印过程中,体积分数50%时的PEGDA溶液含水量较少,在紫外光的照射下温度升高,部分水分蒸发导致三维方块收缩。

表2 PEGDA三维方块堆积选用的喷头孔径、气压、频率和移动速度
3 讨论
目前,将光固化材料应用于生物打印上,主要采用生物打印中的挤出式打印材料,如Hockaday等[9]将PEGDA和藻酸盐混合获得合适的粘度,然后在挤出材料过程中伴随面光源照射下,打印猪心脏瓣膜模型;还有Bertassoni等[10]采用Gel-MA材料作为细胞的包埋材料,材料先在针管中光固化,然后挤出堆积,用琼脂糖作为孔道牺牲材料,打印三维分支网络孔道。但上述两种打印方法仍无法解决三维结构中层与层之间的结合问题。本文提出的喷墨式光源跟随打印方法打印PEGDA水凝胶三维结构,主要利用喷头打印混有I-1173光引发剂的PEGDA溶液到基板上,同时在UV-LED点光源的照射下发生反应固化,将溶液滴在已成形的结构上进行固化的方式,解决了其他生物打印方法中三维结构中层与层之间不能精密结合的问题,且不需添加任何增加粘度的材料,工艺过程简单。

图10 不同体积分数的PEGDA溶液堆积三维方块的情况
图10所示实验结果表明,PEGDA三维结构的成形精度主要取决于PEGDA溶液粘度和液滴固化的速度。提高光引发的含量和PEGDA溶液中单体的百分比都能加快溶液的固化速度,同时提高溶液中单体的量,溶液的浓度也相应提高,液滴在基板上的流动性减弱。而根据Stokes-Einstein公式可知,随着粘度增大,分子的迁移率就会降低,进而会阻碍细胞生长所需的营养物质交换[11]。在接下来细胞和PEGDA的混合打印中,需以体积分数40%的PEGDA为基础,探索一个既能保持打印的结构形状、又能适合于营养物质交换的浓度范围。现在采用的电磁阀由于受阀门开启最小时间的限制,喷出的液滴直径较大,降低了结构成形的分辨率;同时,喷出的液滴体积减小,易造成打印大面积组织时较困难[12]。
根据建立的液滴固化模型,不同的光固化水凝胶其临界光固化时间T临界不同,需合理调节移动速度、打印频率及光斑大小。同时,实验采用的是UVLED点光源,紫外光对细胞有一定的损伤作用,在保证材料快速固化的基础上,应通过选用不同的透镜来进一步减小光斑的直径。本研究搭建的实验平台只采用了一个喷头打印材料,为实现多种材料的打印,后期将在实验平台上加装多个喷头,探索多材料的打印策略和加工方法。
4 结论
(1)将光源和喷头固定在一起的喷墨式光固化打印设备,通过喷头喷出可光固化液滴,并在基板上快速固化,实现了光固化材料的三维成形,解决了目前存在的生物打印三维结构时层与层之间结合不充分的问题。
(2)建立了液滴固化模型,为保证液滴固化,液滴脱离光源照射范围的时间必须小于材料的临界固化时间T临界,照射的总时间与平台移动最大速度Vmax、光斑直径d1、液滴直径d2三者有关系。建立了单线成形模型,为保证成形直线宽度小于单点直径D且均匀,相邻两点的间距P必须不小于πD/4且小于D。
(3)液滴固化的最小直径为1021μm,堆积直线宽度最小可达920μm,在PEGDA溶液体积分数为40%时,堆积的三维方块成形精度最高。
[1]Dab abneh A B,Ozbolat I T.Bioprinting technology:a current state-of-the-art review[J].Journal of Manufacturing Science and Engineering,2014,136(6):061016.
[2]Skardal A,Mack D,Kapetanovic E,et al.Bioprinted amniotic fluid-derived stem cells accelerate healing of large skin wounds[J].Stem Cells Translational Medicine,2012,1(11):792-802.
[3]Murphy S V,Skardal A,Atala A.Evaluation of hydrogels for bio-printing applications[J].Journal of Biomedical Materials Research Part A,2013,101A(1):272-284.
[4]Xu Changxue,Chai Wenxuan,Huang Yong,et al. Scaffold-free inkjet printing of three-dimensional zigzag cellular tubes[J].Biotechnol Bioeng,2012,109(12):3152-3160.
[5]Schuurman W,Khristov V,Pot M W,et al.Bioprinting of hybrid tissue constructs with tailorable mechanical properties[J].Biofabrication,2011,3(2):021001.[6]朱林重,连芩,靳忠民,等.PEGDA水凝胶的光固化成形工艺及其性能评价[J].西安交通大学学报,2012,46(10):121-126.
[7]Chan V,Jeong J H,Bajaj P,et al.Multi-material biofabrication of hydrogel cantilevers and actuators with stereolithography[J].Lab on a Chip,2012,12(1):88-98.
[8]Peyton S R,Raub C B,Keschrumrus V P,et al.The use of poly(ethylene glycol)hydrogels to investigate the impact of ecm chemistry and mechanics on smooth muscle cells[J].Biomaterials,2006,27(28):4881-4893.
[9]Hockaday L A,Kang K H,Colangelo N W,et al.Rapid 3D printing of anatomically accurate and mechanically heterogeneous aortic valve hydrogel scaffolds[J]. Biofabrication,2012,4(3):035005.
[10]Bertassoni L E,Cardoso JC,Manoharan V,et al.Directwrite bioprinting of cell-laden methacrylated gelatin hydrogels[J].Biofabrication,2014,6(2):024105.
[11]Tan Y S E,Yeong W Y.Concentric bioprinting of alginate-based tubular constructs using multi-nozzle extrusion-based technique[J].International Journal of Bioprinting,2014.
[12]Skardal A,Atala A.Biomaterials for Integration with 3-D bioprinting[J].Annals of Biomedical Engineering,2015,43(3):730-746.
Study on the Process of the Ink Jet Printing for Photo-curable Hydrogel
Li Zhichao1,2.3,Lian Qin1,2.3,Jia Shuhai1,LüYi1,Li Dichen1,2.3
(1.State Key Laboratory for Manufacturing System Engineering,Xi′an Jiaotong University,Xi′an 710054,China;2.Rapid Manufacturing National Engineering Research Center,Xi′an Jiaotong University,Xi′an 710054,China;3.The high-endmanufacturing equipment Collaborative Innovation Research Center,Xi′an Jiaotong University,Xi′an 710054,China)
Owing to the fast forming speed and low viscosity of the photo-curable hydrogel,an inkjet printing method with electromagnetic valve sprinkler and lighting systems was proposed,which can overcome the processing complexity,the high loss and easy pollution of materials in printing various hydrogels by the direct scanning of the cylinder solution.Solidified droplets and the accumulation of line are measured by opticalmicroscope,the results show that as the nozzle aperture and pressure increases,the droplets solidify diameter increases.And when the concentration is greater than 30%and increases,the droplet diameter decreases.By establishing the droplets solidify and droplet deposition modeling model,the width of forming a straight line is not greater than a single droplet′s diameter and reflects its uniformity.
photo-curable hydrogel;inkjet printing;model;three-dimensional block水凝胶在治疗烧伤、生物传感器、细胞包埋及药物运输等生物医疗领域获得了广泛应用,也在人造组织和器官领域备受关注。细胞打印具有打印稳定、细胞成活率高、可实现多细胞准确沉积等特点[1],是人造组织和器官的重要制造手段。Skadal等[2]打印了胶原/纤维包裹的干细胞,发现其有助于修复大面积的皮肤创伤。尽管现有水凝胶的种类和性能优异,但适用于细胞打印的水凝胶及相关工艺缺乏,迫切需要针对性地开发相关打印技术。Murphy等[3]研究了适合于细胞生长的12种水凝胶,发现氯化钙交联和紫外光交联的水凝胶成胶速度快,且可控性好,易满足打印时对材料成胶速度的要求。Xu等[4]以喷墨打印方式将氯化钙液滴喷到装有海藻酸钠的液槽中,制造出组织工程血管。但该方法成形的结构层与层之间不能完全结合,结构强度较低。而光固化水凝胶,如聚乙二醇双丙烯酸酯(PEGDA),具有生物相容性和良好的生物力学性能,可通过人工合成改变其理化性能。改性后可作为细胞的载体,能满足细胞对多水环境的需求,且能完成细胞和细胞质基质的营养交换及细胞代谢产物的排出,是组织工程支架的重要制备材料[5]。采用激光扫描装在液槽中的材料成形方式加工PEGDA凝胶,层与层之间的结合力强[6,7]。
TG669
A
1009-279X(2015)05-0038-05
2015-08-02
国家高技术研究发展计划(863计划)资助项目(2015AA020303);国家自然科学基金资助项目(51375371)
李志朝,男,1990年生,硕士研究生。
