摆轴式电火花小孔机加工矢量孔位置重构技术研究
2015-10-31常羽彤
常羽彤
(中国人民解放军驻430厂军事代表室,陕西西安710021)
摆轴式电火花小孔机加工矢量孔位置重构技术研究
常羽彤
(中国人民解放军驻430厂军事代表室,陕西西安710021)
通过分析摆轴式电火花小孔机的结构特点,结合三维空间建模软件,对航空发动机矢量小孔位置进行坐标重构,寻找空间坐标变换矩阵,从而将笛卡尔理论坐标系统变化为适应机床的多坐标系统,实现三维空间小孔的加工。并引入修正矩阵,减小了装配过程引进的误差。利用巧妙的工装设计方案,消除了小孔加工出口处的烧蚀问题。
矢量小孔;坐标变换;修正矩阵
航空发动机冷却气膜孔加工的位置与质量是确定涡轮前燃气温度的重要指标。将气膜孔加工至正确位置,对设计精准设定涡轮前燃气温度至关重要。随着流体力学与气体动力学的进步及数字模拟技术的提升,在气膜孔位置与角度的设计上越来越精准,且趋于随机性和多样性。对于某些叶片、涡轮外环等部件,气膜孔位置的多重性给制造过程带来了巨大挑战,传统做法是通过点位划线结合角度换算,利用肉眼比对的方法加工出经设计认可的标准样件;然后,在加工过程中,通过与标准样件进行比对来确定孔的位置要求。该方法误差大、效率低,并不适用于批量化加工。
本文基于对摆轴式电火花小孔机的结构分析,寻找出对三维空间小孔位置进行重构的换算矩阵,将理论笛卡尔坐标位置转换为适用于机床的多坐标位置,摆脱了利用肉眼比对确定孔位的原始方法;同时,引入了修正矩阵,进一步减小了装配差异带来的位置误差;最后,通过巧妙的工装设计,消除了小孔加工出口处的烧蚀问题,提高了加工质量和加工效率。
1 摆轴式电火花小孔机的结构分析
摆轴式电火花小孔机为七轴电火花小孔加工设备,采用C型结构,各坐标轴方向见图1。X、Y轴安装在床身上,C轴为工件旋转轴,安装在X轴上;旋转轴B为主轴摆动轴;W轴为导向器定位轴,叠加在B轴上;S轴与W轴重合为进给轴(图1未标识)。
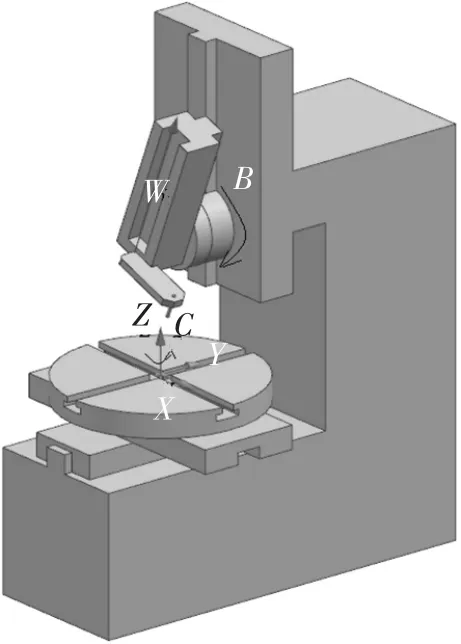
图1 机床各坐标轴示意图
2 摆轴式电火花小孔机加工矢量孔的难点分析
摆轴式与另一种摇篮式结构不同,在确定空间孔位时存在两大难点:①导向器为偏心结构,且安装定位精度较差,如何准确寻找出导向器前端与B轴回转中心在XZ平面的偏差(a、b)存在困难;②由于B轴可沿Z轴上下运动,当B轴摆动时,导向器前端坐标会随着Z轴的上下运动而发生变化,如何准确找出B轴摆动后的导向器前端坐标点也存在困难;③该摆轴式电火花小孔机的电介质冲刷方式为高压内冲刷加低压外冲刷,其冲刷方式的局限性决定了小孔加工穿透,高压内冲刷失效后,小孔出口会因缺少介质冷却而烧伤。
3 导向器前端与主轴摆动中心偏差的确定
由于摆轴式小孔机存在W轴,其位置的不同直接影响导向器前端与主轴摆动中心的偏差(图2)。为了寻找并确定该偏差,必须进行以下两项工作:
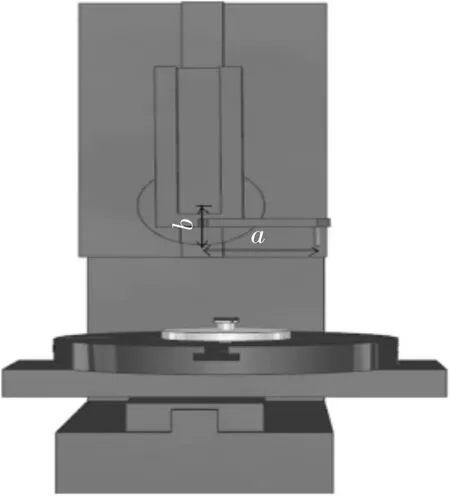
图2 导向器前端与摆轴中心位置的偏差示意图
(1)确定机床工件坐标原点位置。为了保证以后计算的统一性,本文对机床工件坐标原点位置规定为:X、Y、Z轴零点为将导向器前端定位C转台中心平面的位置;C轴零点为工件与X轴平行的位置;B轴零点为摆动轴处于竖直状态时的位置。
(2)设计L型测具。该偏差值需借助L型测具进行测量(图3)。其测量步骤为:①将B轴旋转至水平位置,利用电极感知L型测距的内立面和上端面,得到坐标值(x1,z1);②将B轴、C轴分别旋转180°,重复上述步骤①,得到第2组坐标值(x2,z2)。

图3 L型测具分步骤测量结构示意图
因此,导向器与B轴回转中心的偏差(a,b)分别为:
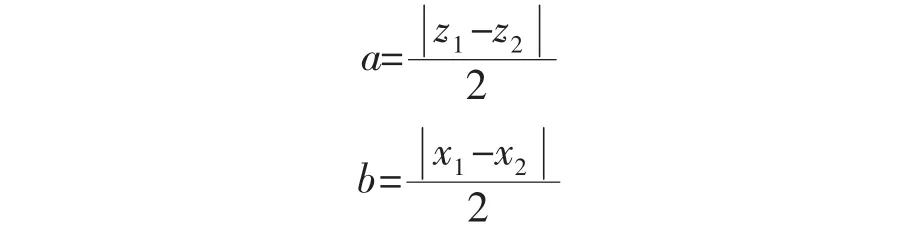
根据实际情况,很容易判断出B轴回转中心在XZ平面上的坐标值PB(xB,yB,zB):
xB=x工件-a
yB=y工件
zB=z工件+b
式中:x工件、y工件、z工件为B轴旋转时机床工件坐标系读取的坐标值。
4 获取矢量孔理论点的特征信息
为加工矢量孔,需要得到如下信息:矢量孔在三维笛卡尔坐标系下的入口点理论坐标(x,y,z)和孔轴线朝出口方向的方向向量(i,j,k),该信息可方便地通过数学模型特征点和特征向量信息采集获得。通过数字模型采集到的坐标点空间坐标信息和向量坐标信息见图4。
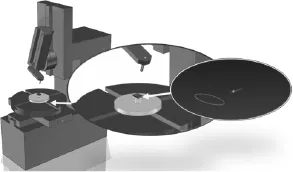
图4 小孔矢量位置绘制示意图
5 小孔位置重构与坐标变换
矢量孔位置重构的方法是:通过C轴旋转,将空间小孔矢量旋转至与XZ平面平行,再通过主轴B的摆动,得到小孔矢量的极坐标仰角,然后将导向器前端定位至小孔入口坐标点的位置,最后通过S轴伺服加工,完成空间矢量小孔的加工工艺。其变换步骤如下[1]:
(1)对小孔位置在XY平面内进行坐标重构
首先,需将小孔的矢量基点信息P(x,y,z)与方向向量(i,j,k)变换为与XZ平面平行,方向指向X轴负向,即需得到C轴的旋转α角度与旋转后新的矢量基点位置P′(x′,y′,z′),由坐标变换原理与三角函数原理可得出:
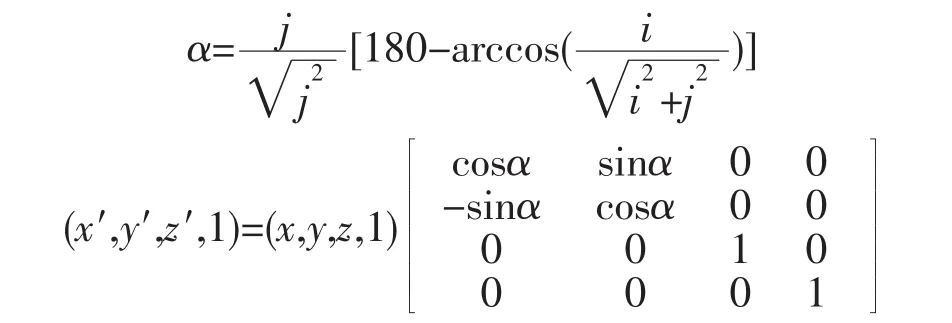
将该矩阵定义为Rz(α),则P′=P·Rz(α)。
(2)对导向器前端坐标在XZ平面内进行坐标重构
首先,将B轴回转中心平移至工件坐标原点,得到导向器前端新的坐标点位置:PD′(x工件′,y工件′,z工件′),即:
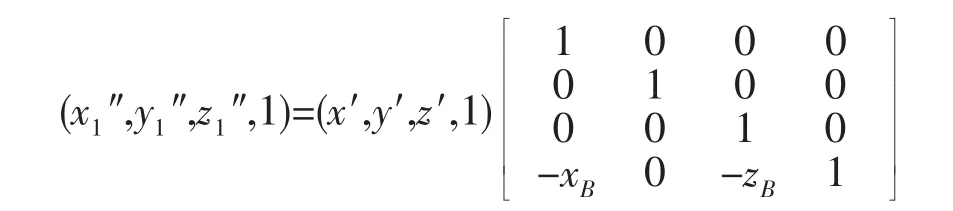
则:PD′=PD·T(-xB,-zB)。
然后,主轴绕旋转中心摆动矢量小孔的仰角β,得到新的导向器前端坐标点PD″(x工件″,y工件″,z工件″),即:
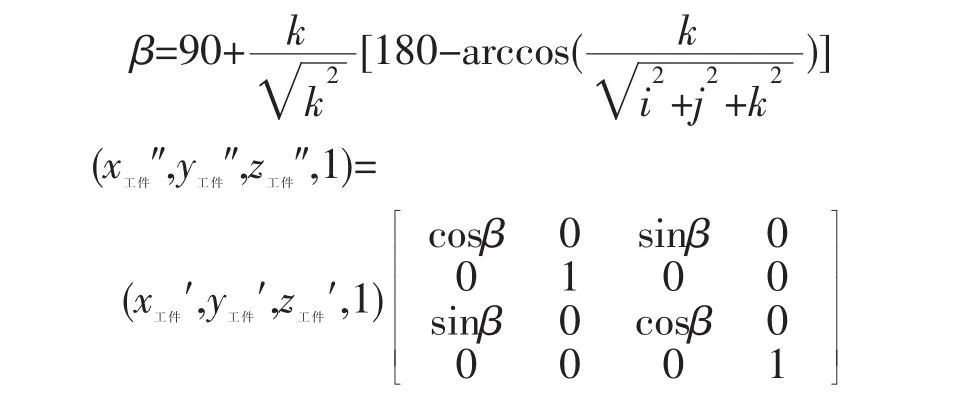
则:PD″=PD′·Ry(β)。
最后,B轴回转中心移动至原位置,得到新的导向器前端位置PD″′(x工件″′,y工件″′,z工件″′),即:则:PD″′=PD″·T(xB,zB)。
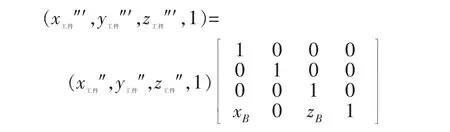
由此可得,PD″′(x工件″′,y工件″′,z工件″′)即为导向器前端绕B轴中心回转后的坐标点位置。
将以上矩阵连乘可得:PD″′=PD·T(-xB,-zB)·Ry(β)·T(xB,zB)。
注意:在B轴进行回转的时候,机床工件坐标系的X、Y、Z值并没有发生变化,变化的只是导向器前端的位置。该步骤的主要目的是寻找B轴旋转后导向器前端的实际位置坐标点。
(3)将导向器前端绕B轴回转中心回转后得到的新坐标点PD″′(x工件″′,y工件″′,z工件″′)移动至步骤(1)中变换后的小孔新坐标点P′(x′,y′,z′),得到导向器的新位置PD″″(x工件″″,y工件″″,z工件″″),即:
该矩阵定义为T(-x工件″′,-y工件″′,-z工件″′),则新坐标点PD″″为:

即为机床在加工矢量孔时,工件坐标系的坐标值。
对上述步骤进行整理,可得:
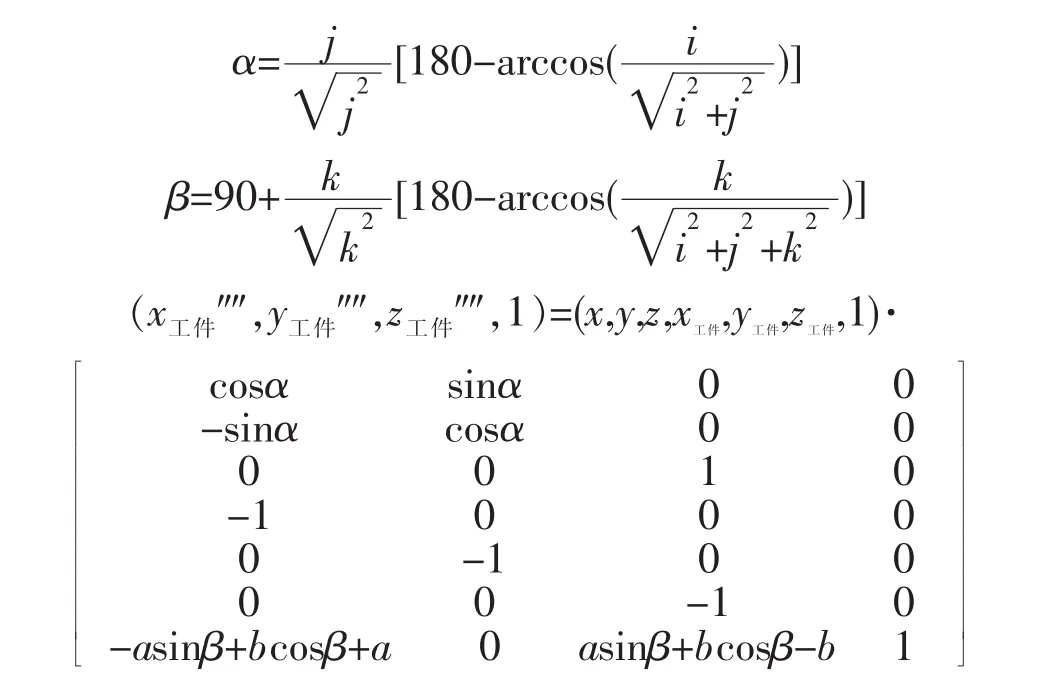
设该矩阵为Tc,则:

式中:(x,y,z)、(i,j,k)为工件数学模型采集的点位信息和矢量信息为B轴回转时的机床工件坐标系坐标值;(a,b)为导向器前端距B轴回转中心的偏差绝对值。
6 工件位置偏差的修正
加工前,采用电极管找正工件实际位置,并对模型中的理论位置进行修正,就能弥补工装制造误差和人工装夹误差,即:
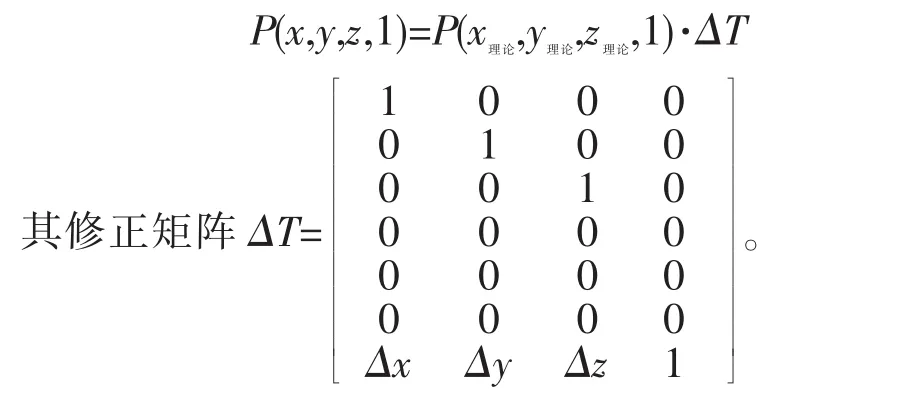
将该修正矩阵记入级联变换中,得到:

利用修正矩阵ΔT,即使在零件装夹过程中,零件中心与转台不同心,也可对零件加工位置实现三坐标补偿,从而消除夹具制造精度和人工装夹因素带来的孔位误差,实现零件孔位的精确定位加工。
7 工装的优化改进
电火花小孔加工采用中空管状电极旋转伺服加工,电极中空部分配有高压内冲水,对加工区域进行绝缘和冷却。但当击穿后,高压冲水失效,电火花小孔加工放电区域由端部放电转移到侧壁放电,极易造成出口烧蚀的现象。本文针对小孔出口处无冲水导致烧蚀的问题,在夹具背面设置储水槽,采用双向外部冲水方式,使小孔出口位置浸入介质水中,防止因小孔打穿后高压冲水失效造成的出口烧伤问题。优化后的定位夹具结构见图5。
8 结论
本文通过分析摆轴式电火花小孔机的结构特点,提出了矢量孔理论坐标位置重构方法,使其适应于机床多坐标系统;同时,对重构的坐标位置进行偏差修正,消除了因装配误差带来的位置偏差。通过在工装底部设计储液槽,使小孔加工一直处于浸水环境,减少了孔加工出口处的烧蚀问题。上述方法能有效解决空间矢量气膜孔在摆轴式电火花小孔机上加工的可行性和批量化生产问题。
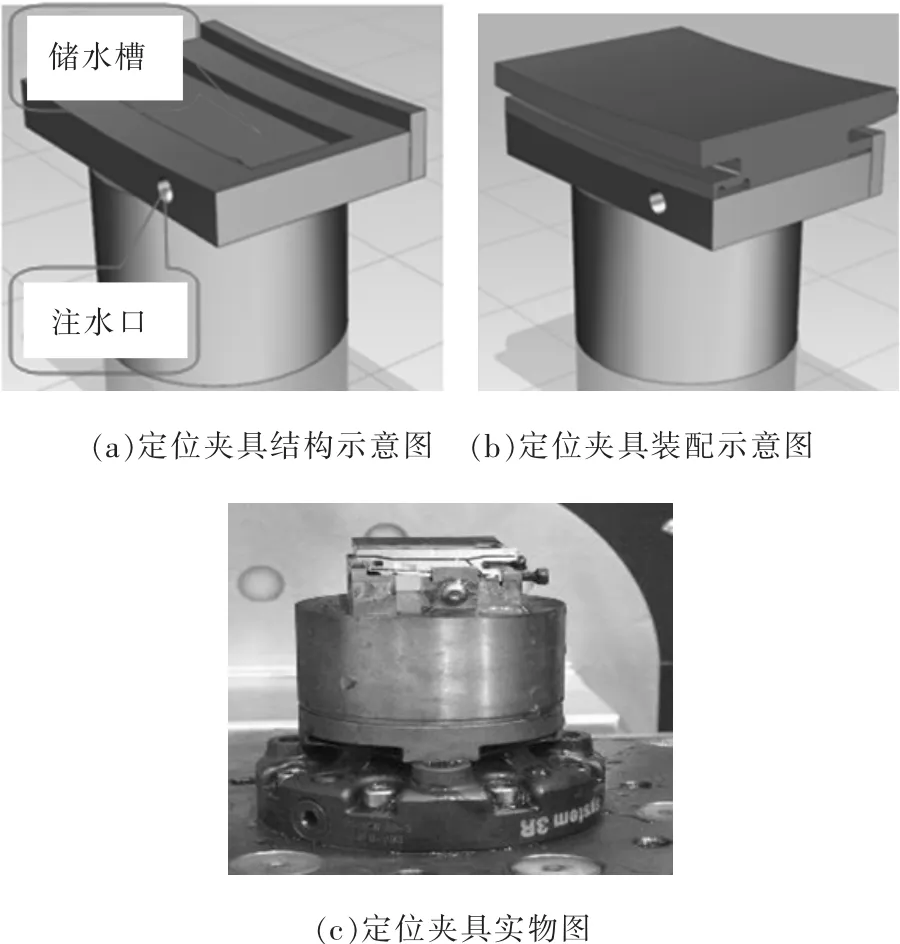
图5 优化后的定位夹具示意图
[1]李树枫,徐佩,陈阳,等.三维空间小孔电火花编程加工
工艺方法研究[J].电加工与模具,2015(S1):44-46,53.
Study on Position Recofigurable Technique of Vector Hole Processed on Pendulum Shaft Type Small Hole Drilling Electro-discharge M achines
Chang Yutong
(The Chinese People′s Liberation Army in 430 Factory Military Agent′s Room,Xi′an 710021,China)
By analyzing the structure characteristics of pendulum shaft type small hole drilling electro-discharge machines,combined with three-dimensional modeling software,the coordinates of vector hole in parts of aircraft engine are refactored.Space coordinate transformation matrix is found out,and by it,cartesian coordinate system is transformed the coordinate system in machine.The threedimensional holesmachining is expressed.The fitting error of fixture is reduced by correction matrix. Through the tooling design,the ablation in export of the holes is eliminated.
vector holes;coordinate transformation;correction matrix
TG661
A
1009-279X(2015)05-0062-04
2015-08-31
常羽彤,女,1984年生,工程师。
