酸性硫酸盐镀铜电流下降而电压升高故障的分析
2015-10-18霍大勇
霍大勇
(喀什师范学院,新疆 喀什 844006)
酸性硫酸盐镀铜电流下降而电压升高故障的分析
霍大勇
(喀什师范学院,新疆 喀什 844006)
通过10个故障实例,从设备、阳极、镀液成分、电镀温度等4个方面分析了酸性硫酸盐镀铜生产现场出现“电镀电流下降
酸性硫酸盐光亮镀铜;故障分析;直流母排;温度;阳极
金属表面镀铜是装饰性和功能性电镀的常用工艺,硫酸盐镀铜是其中的一种,在电镀行业中得到了广泛的应用。电镀设备(含电源、交/直流输电线路、挂具)、工艺、镀液成分、阴阳极设置是影响生产的基本环节,所有环节的故障最终都会反映在产品质量上。生产现场常常会反复处理某一个故障而无果,根本原因是不同部门的工作人员往往单独从设备或者工艺中寻找解决方法,影响了对故障的综合判断。“电镀时电流下降而直流电压上升”是典型的与各个基本环节都相关的故障现象。本文总结了处理这种故障的经验供同行参考,把故障查找环节分为设备、电镀阳极、镀液成分和电镀温度 4个部分,为便于讨论,选取的故障实例是单一诱因,即分析原因之一时,假定其他3个方面都正常可靠。这在实际现场处理时是可行的。
1 设备故障
当镀槽及其辅助输电线路安装、维护不当时,会产生额外的接触电阻,因为电镀电源的特点是低电压大电流,所以增加的电阻会造成线路上的热损耗,导致有效电流降低。在此按电镀电源、直流母排、镀槽铜棒电极槽内电镀阴阳极的顺序分析了4个典型故障。
1. 1【例1】整流器直流输出端接触电阻增大
1. 1. 1故障现象
一条新安装的电镀生产线试镀光亮铜,出现电流下降、同时直流电压上升的情况,暂停直流电源后再开机电流正常,但几分钟后故障重现。分别在硅整流电源上、直流母排进入工房的首端、直流母排与镀槽电极的连接处装上3个电压表,电压显示相同。
1. 1. 2现场分析及处理
停车后,用电桥检测直流回路各连接处的电阻,发现整流器直流输出端接触电阻增大。在运行中用滴水法检查,确认母排螺栓对接点和镀槽铜棒电极接触点均正常,而整流器直流输出端螺栓松脱。加装弹簧垫片并重新紧固螺栓后,故障排除。
滴水法查过热点,就是用冷水滴在母排上观察其状态变化以确认发热部位,进而找到电阻过大的故障点[1]。
1. 2【例2】直流母排连接故障
1. 2. 1故障现象
例1中的生产线运行月余后,又出现与例1相同的故障。电源输出端显示的电压高于母排入车间部位和镀槽处1 ~ 2 V。
1. 2. 2现场分析及处理
停电状态下测量母排电阻,其正负极均高于允许值。通电试运行,用滴水法检查,发现部分铜母排对接点过热,为故障点。
拆开故障连接点,用细砂纸研磨故障生成的氧化层,涂上导电凡士林膏,将铁螺栓更换为铜螺栓,加装弹簧垫片紧固后,故障排除。
用普通螺栓连接铜母排且未采取防氧化措施,导致铜母排运行后发生氧化腐蚀,连接处接触电阻增大,从而产生故障。
1. 3【例3】电极铜棒与镀槽接触不良
1. 3. 1故障现象
例1中的生产线在运行半年后出现与例1相同的故障。电源输出端、母排入车间部位电压均高于镀槽处1 V。
1. 3. 2现场分析及处理
用木棒敲击电极铜棒,故障消失,半小时左右又出现。用滴水法检查发现电极铜棒连接点过热,为故障点。通过研磨修复镀槽连接铜棒的卡接机构,对铜棒非导电部分做绝缘包扎(用塑料布包裹非导电部分)防腐蚀,同时尽量避免工件出入镀槽时溶液滴落在铜棒上,并嘱咐当班人员每班清洁铜棒和卡紧结构,排除了故障。
1. 4【例4】挂具挂钩接触电阻增大
1. 4. 1故障现象
在小件工艺品光亮镀铜试产时出现部分工件镀层发花、发雾故障,但同挂的个别工件镀铜效果好。电镀过程中电流下降,同时直流电压上升。
1. 4. 2现场分析及处理
镀液配比和温度控制均正常;电源设备也完好,无断电现象。对比出现故障和效果较好的镀件发现,效果好的镀件挂钩弹性好,而故障挂件处的挂钩夹不紧。对挂具做弹性加紧处理后试镀,故障排除。
较小的工件在电镀过程中会因镀槽内气体析出、热交换而摆动,就会引发上述故障。
1. 5技术要点
(1) 定期保养直流电源,保证直流输出回路接触良好。
(2) 铜母排的连接螺栓应采用铜螺栓,以避免接触面不同而发生金属之间的化学腐蚀作用[1]。
(3) 为避免氧化腐蚀[1],铜母排的表面宜镀锡处理。
(4) 母排对接部分的尺寸需大于等于其宽度,如图1所示,即b ≥a。对接表面应涂导电膏(或中性凡士林膏)以减小接触电阻[1]。
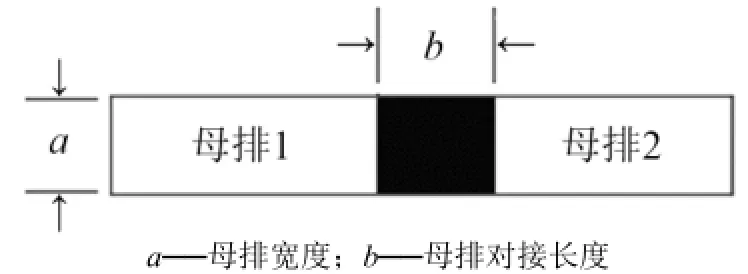
图1 铜排对接示意图Figure 1 Diagram for butt connection of direct-current copper bus
(5) 镀槽上的卡具要与铜棒相配合,卡接要紧密。
(6) 夹具与电极的接点需选择恰当并保证具有弹性[2]。
(7) 在挂具挂钩上设置紧固螺钉,保证其与阴极铜排接触良好。
2 阴阳极设置不当
2. 1【例5】镀槽的装载量过大
2. 1. 1故障现象
山区某工厂“铜床架”酸性硫酸盐光亮镀铜生产线运行正常,产品质量好。后在该生产线穿插进行小件工艺品挂镀生产,实行的方法是待小件工艺品够一槽的容量时集中镀一次。生产过程中铜床架一直生产完好;而小件则质量不稳定。期间阳极钝化时有发生,伴“电流下降、同时直流电压上升”,需经常处理。
2. 1. 2现场分析及处理
分析出问题的产品批次,发现单槽镀铜时小件较多的批次产品质量出问题较多。分析认为在铜阳极固定的情况下,镀槽超量挂镀小件产品,需提高电流,导致阳极电流密度增加,极化作用加大,阳极易钝化。通过计算镀槽的小件容量,合理装载,故障排除。
2. 2【例6】阳极材料不足
2. 2. 1故障现象
例5中的生产线运行2年后出现电流下降、同时直流电压上升的现象并逐渐加剧。虽保养了设备和镀槽,更换了新的电镀液,但故障依旧。
2. 2. 2现场分析及处理
由于阳极损耗未及时补充,阳极有效面积大大减少,造成槽内电阻增加。补充新的阳极后故障排除。
2. 3技术要点
(8) 应根据电流密度的工艺要求合理调节镀槽的装载量[2]。(9) 每生产批次完成后应清洗阳极,按需补充阳极材料。
3 镀液成分失调导致其导电性降低
3. 1 【例7】硫酸铜含量高
3. 1. 1故障现象
正常运行中的硫酸盐光亮镀铜生产线在冬季时阳极频繁钝化,并伴有电流下降、电压升高的故障。
3. 1. 2现场分析及处理
分析镀液发现阳极钝化时,硫酸铜含量偏高。这是由于镀液温度降低,阳极表面结晶析出,致使其有效面积减小,电流密度增大。此时阳极电势变正,使阳极钝化,操作电流减小。通过养护阳极,改善镀液配比,提高环境温度后故障排除。
3. 2【例8】硫酸含量低
3. 2. 1故障现象
例7中的同一生产线,同样是阳极钝化频繁,并伴有电流下降、电压升高的故障。
3. 2. 2现场分析及处理
检查发现镀液硫酸含量偏低。此时溶液导电性变差,阳极因电势变正而钝化,操作电流减小。通过养护阳极,改善镀液配比,故障排除。
3. 3 【例9】氯离子过多
3. 3. 1故障现象
例7中的同一生产线,同样是阳极钝化频繁,并伴有电流下降、电压升高的故障。
3. 3. 2现场分析及处理
检查发现镀液中氯离子过多,达到140 mg/L。硫酸盐光亮镀铜时,当溶液中氯离子大于120 mg/L时,镀液的阴极电流密度范围变窄,整平性能下降,阳极钝化,阳极有效面积减小,操作电流降低。Cl-本身能吸附在电极表面的活性点上,阻碍铜离子放电,缩小极限电流密度区,使极限电流密度区出现在较正的电位;同时,Cu+与Cl-在阴极表面形成难溶的CuCl膜层,起到一定的阴极极化作用[3]。通过养护阳极,改善镀液配比后,故障排除。此故障中氯离子增多的原因是配制新溶液时使用了自来水。
3. 4技术要点
(10) 应控制好硫酸和硫酸铜的相对比值。
(11) 每批次需分析镀液成分,加强镀液保养维护。
(12) 用纯水配制和补充镀液[4]。
(13) 活化液禁止使用盐酸[4]。
4 镀液温度不合适
4. 1 【例10】镀液温度低
4. 1. 1故障现象
某电镀车间在冬季温度6 °C左右时进行光亮镀铜,出现阳极钝化并伴有电流下降、电压升高的故障。
4. 1. 2现场分析及处理
温度低于10 °C时,硫酸铜在镀液中析出结晶,同时阳极袋内铜离子附着增加,使得阳极袋内外的结晶严重,影响电力线分布,导致电流下降,电压升高。磷铜板表面的结晶附着严重减少了阳极有效面积,阳极钝化电势升高,形成恶性循环。本例中,提高现场工作温度后故障排除。
4. 2技术要点
(14) 应每班次注意巡视、检测镀液温度。(15) 给生产线加装冷热双路调温系统。
5 结语
酸性硫酸盐镀铜过程中“电镀电流下降、电压升高”故障的表象是电气故障,但其诱因不仅仅局限于电气方面的分析。在处理其他电镀故障时,往往也是如此。究竟是电气、设备,还是镀液、工艺,需全面考虑、综合处理才能有效解决问题。从设备、电镀阳极、镀液成分、电镀温度 4个方面区分处理电镀故障可达到事半功倍的效果。这也需要从业人员全面掌握相关的工艺、设备和电气知识。
[1]霍大勇. 电镀生产线中直流母排上的电气问题[J]. 电镀与涂饰, 2011, 30 (9): 21-23.
[2]刘仁志. 电镀实用技术问答[M]. 北京: 机械工业出版社, 2011.
[3]袁诗璞, 毛茂财, 汪小英. 光亮酸铜液中Cl-含量对镀层外观的影响[J]. 电镀与涂饰, 2007, 26 (10): 11-14.
[4]张炳乾, 何长林. 电镀液故障处理[M]. 2版. 北京: 国防工业出版社, 2006.
[ 编辑:杜娟娟 ]
Fault analysis about decreasing current with increasing voltage in acid sulfate copper plating
// HUO Da-yong
The causes of decreasing current with increasing voltage in acid sulfate copper plating were analyzed from devices anode, bath composition, and plating temperature in terms of 10 fault instances. The corresponding treatment measures were provided. Fifteen technical points to prevent faults were given.
bright acid sulfate copper plating; fault analysis; direct current bus; temperature; anode
’s address: Kashgar Teachers College, Kashgar 844006, China
TQ153.14
A
1004 - 227X (2015) 03 - 0145 - 04
2014-10-19
2014-11-30
霍大勇(1967-),男,河南社旗人,工程硕士,高级工程师,教授。1988年毕业于西安工业学院,长期在国有大型企业从事设备管理技术工作,曾任动力车间主任、机动处处长职务,现为喀什师范学院教师。专业方向为设备管理与维护、控制技术。
作者联系方式:(E-mail) hnnyhdy@163.com。
电压升高”故障的原因,并给出了对应的处理方法,指出了预防类似故障的15个技术要点。