数控母排折弯机模具的应用
2020-05-12孙正平
孙正平
(江苏金方圆数控机床有限公司,江苏 扬州 225127)
数控母排折弯机是一种自动化程度很高的母排加工设备,广泛应用于电气开关、中高压电柜、开关柜、铜铝母线加工等制造行业。数控母排折弯机是由工业计算机进行控制的高效、高精度的母排折弯设备,通过不同折弯模具的使用,可以实现母排的立弯、平弯、扭弯、U形折弯、刻字及压花等母排加工工艺。母排折弯机配合不同的母排折弯模具使用后的母排加工实物效果如图1所示。

图1 母排实物效果图
1 折弯模具
1.1 母排立弯模具
母排的立弯是沿着母排的厚度方向进行的折弯,其工作示意图如图2所示。母排立弯模具主要有标准模和电子凹模两种类型,而其中标准模又含有普通凸模和普通凹模,普通凸模与电子凹模或普通凹模配套使用。在进行母排立弯时,通过动模(即指装在折弯推杆上的标准模或电子凹模)行程控制折弯进程,动模的位置由光栅尺测量并传回控制计算机。

图2 母排立弯模具
电子凹模工作时可实时检测工件的折弯角度,以满足高精度折弯加工工艺的要求。电子凹模在折弯进程中,不断地测量工件达到的折弯角度,所需要的折弯角度事先直接由计算机上的键盘以度为单位输入。当电子凹模进行折弯时,两根削平的轴进行扭转,与此同时每根轴的旋转都得到测量,由此形成一个累积角度,该角度再传输给电子装置。电子凹模示意图如图3所示。
1.2 母排平弯模具
母排的平弯是指沿着母排宽度方向进行的折弯,其工作示意图如图4所示。在结构设计方面,为便于操作和模具装夹,平弯凸模静止,平弯凹模移动。母排平弯模具最大能实现90°的折弯角度。
母排平弯模具的加工工艺为:将支撑座及挡块等零件放置在动模上,凸模、上压板、刻度杆、手柄等工件放置在静模上。调节刻度杆以扩大或减小上压板与凸模间的距离,适应不同板厚的母排。调好后,将母排放置在上压板与凸模间,压下手柄,上压板会将母排压实在凸模上。支撑座在动模推动下向母排推进,挡块与母排接触后将母排折弯。挡块可绕自身轴旋转以确保母排折弯时保持与母排面接触,同时挡块上开有半圆截面沟槽,确保对腰圆截面母排进行折弯时,不破坏母排表面质量。在折弯不同规格的第一件母排时,需重复折弯几次以保证角度准确。折弯后将数据储存在电脑中,动模上直线位移传感器会保证动模每次都折弯到此位置,确保同批产品的一致性。
图3 电子凹模
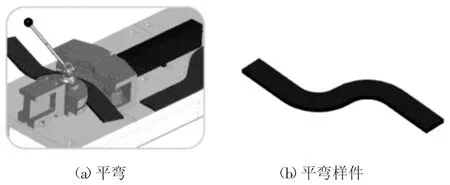
图4 母排平弯模具
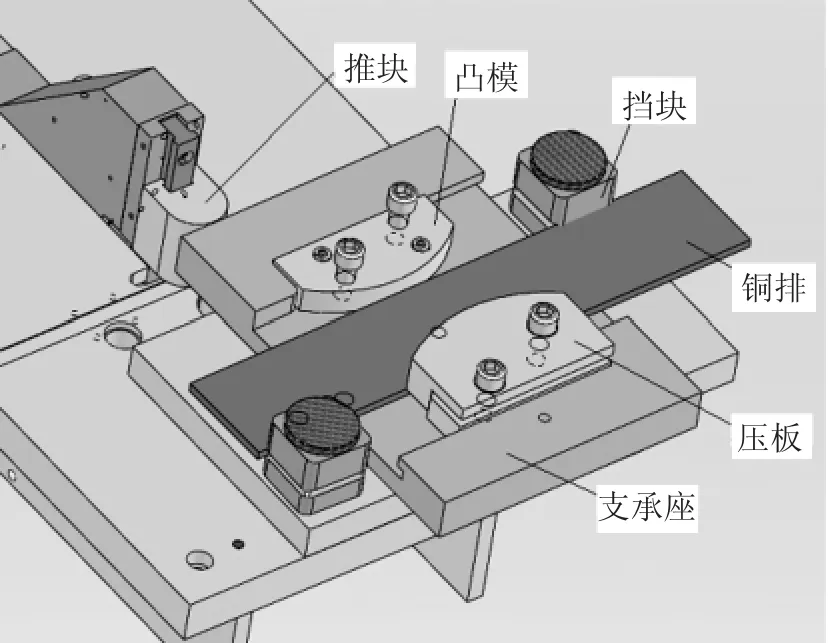
图5 母排S平弯模具
以上所述母排平弯模具的加工方式,受到定位挡块的限制,当连续折两道弯时,为了保证母排的平弯效果,两道平弯的弧需要保证一定的间距。如果遇到两道平弯间距较小的母排加工工艺要求时,就要采用同时折两道弯的母排S平弯模具。母排S平弯模具的示意图如图5所示。
工作时,将母排放置在两凸模间,用压板压住,两边用挡块挡住,机床动模通过推块推动支承座绕固定轴旋转,将母排一次折弯出两道圆弧。通过更换凸模和压板就可以改变凸模半径以适应不同宽度母排和两圆弧间距离,此种方式可以使两圆弧间距离最短。
1.3 母排扭弯模具
母排扭弯模具用于对母排进行扭转加工,扭弯模具的工作示意图如图6所示。
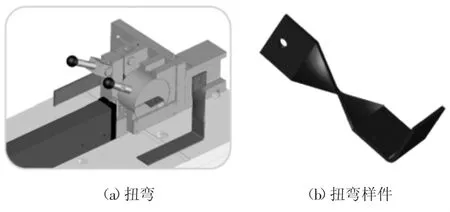
图6 母排扭弯模具
母排扭弯采用铜排一端固定,一端旋转的方式实现,扭转距离可以调整。模具固定端采用快夹式,扭弯结束后,打开快夹装置,就可以轻松取出母排,操作装卸方便。
1.4 母排U弯模具
母排U弯模具包括U弯装置一套和配套的U弯凸模。U弯凸模的折弯半径根据不同的母排厚度和加工工艺要求进行大小设计。U弯模具的凹模使用上述电子凹模。
工作时,在动模的运动挤压下,母排将围绕着U弯凸模进行折弯直至整个进程的结束。U形折弯加工示意图如图7所示。
1.5 母排刻字模具、母排压花模具
母排刻字模具可以在母排表面刻下数字、字母、文字或符号标记,使用方便,操作简单,并且数字、字母、文字可以任意组合。母排刻字模具的加工示意图如图8所示。

图7 母排U弯模具

图8 母排刻字模具
母排压花模具可以一次实现大面积压花,表面压花质量好,生产效率高,可以实现单面或双面压花。母排压花模具的加工示意图如图9所示。
2 结束语
上述母排折弯机模具的应用,经过长期的生产使用,加工效果显著、使用性能稳定,能够满足不同母排生产厂家加工工艺的要求。
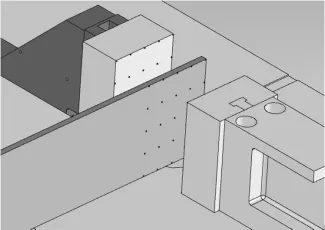
图9 母排压花模具
在实际生产中,需充分了解设备的加工能力和各类模具使用成本,认真分析加工零件的工艺要求,柔性运用各种母排折弯机模具,降低生产制造成本,保证母排加工质量,从而保证经济效益并满足各类客户需求。
