神奇的云南斑铜工艺
2015-10-18吴双成储荣邦
吴双成*,储荣邦
(1.甘肃皋兰县胜利机械厂17号楼6信箱,甘肃 皋兰 730299;2.南京虎踞北路4号6幢501室,江苏 南京 210013)
神奇的云南斑铜工艺
吴双成1,*,储荣邦2
(1.甘肃皋兰县胜利机械厂17号楼6信箱,甘肃 皋兰 730299;2.南京虎踞北路4号6幢501室,江苏 南京 210013)
介绍了作为国家级非物质文化遗产之一的云南斑铜工艺的历史,“生斑”和“熟斑”两种传统制作工艺,以及电镀斑铜、锡晶花诱导下电沉积仿斑铜、热浸镀斑铜等现代斑铜制作工艺。
铜;表面处理;斑铜工艺品;非物质文化遗产
First-author’s address: Mailbox 6, No.17 Building, Lanzhou Gaolan Shengli Machinery Plant, Gaolan 730299, China
人类知道的第一种金属是金,其次是铜。在石器时代晚期(公元前8 000年),铜就被人类发现。铜在自然界储量非常丰富,并且加工方便,它能在篝火中熔化,铸成各种形状的物品,后来又用木炭烧炼。这是人类使用金属时代的黎明,也是冶金学的诞生。人类用于生产的第一种金属就是铜,它不但为人类灿烂的古代文明立下了汗马功劳,而且是灿烂辉煌的现代文明的重要物质基础。
云南是“有色金属王国”。早在春秋战国时期,云南铜就输入中原,成为青铜器原料的主要产地之一。世界最大的铜钱——钱王“嘉靖通宝”(重41.47 kg),就出在云南会泽。公元前六七世纪约春秋中晚期的时候,云南已存在一种具有独特风格的青铜文化,到公元前 2世纪末的汉武帝时期,滇池地区的青铜文化发展到最高阶段[1],云南会泽铜器生产已有2 000多年历史,白铜已经在世界上被广泛应用。云南产铜,铜文化相应发达,“斑铜”和“乌铜走银”是云南著名的工艺,它起源于云南、发展于云南,具有鲜明的地方特色,是中国独具特色并有较高艺术水平的传统手工艺。
中国古代铜器表面装饰工艺大致有铸纹、焚失法附饰、失蜡铸造纹饰、刻纹、镶嵌宝石、鎏金、错金银、错红铜、镶红铜、表面膏剂富锡、表面擦渗富锡、表面液态富锡、嵌螺钿、金银平脱、包金银、贴金、彩绘、糙面天然花纹、表面着色、掐丝珐琅、斑铜、乌铜走银(金)等。从新石器时代的齐家文化至明清,跨越逾4 000年,创造出丰富多彩的装饰技艺以及繁花似锦的铜艺术品。
就文化特色而言,依托独一无二且丰富多样的少数民族文化沃土,滇文化在全国独树一帜。然而,从发展角度来看,虽然许多人长久以来在这块文化沃土上自强不息、兢兢业业地耕耘着,深厚的文化底蕴却并未显示出应有的影响力。云南斑铜作为地方传统工艺,其独特价值主要体现在“艺术造型”、“色泽和斑花”以及“传统技艺”三方面。
民间工艺是传统中国人对于生活的理解,也是中华民族最朴素的人生观和价值观的艺术体现。作为民间文化中的重要组成部分,民间工艺有着独特的审美价值与文化价值,必须加强对民间工艺的传承与保护工作。
1 斑铜工艺的历史
斑铜工艺起源于云南青铜器,明代末年就已见世。从其最初形成到今天的发展成熟,已有 300多年历史。在云南东川地区,民间艺人将偶尔发现的含有其他金属结晶的天然铜直接冷锻成型为花瓶、香炉一类的工艺品称为“生斑”,数量很少,是当时进贡皇宫的稀奇贡品。在长期劳动实践中,艺人们逐渐研究出用铜和其他金属熔炼铸造成型,发展成为独特工艺,使其混而不合,称之为“熟斑”。绝非是以斑花不同或颜色不同来分“生”“熟”。19世纪二三十年代,制作斑铜的自然矿料已经稀少,到四五十年代,生斑铜更是凤毛麟角。目前所能见到的斑铜基本上是熟斑。
铜器表面以樱桃色或橘黄色、咖啡色为底色,在底色中闪耀着金黄色、呈不规则金属结晶状的斑纹,色彩金红、金黄交错,花纹斑驳瑰丽,因而取名为“斑铜”。它“妙在有斑,贵在浑厚”,因其以“斑”著称,色彩金黄、橘红色中闪现金棱斑铜背金彩,解理细腻雅致,材质与肌理独特,民族风格浓郁,造型浑厚,古朴雅致,鲜艳夺目又富含自然之美,艺术技巧精湛、文化底蕴深厚,故具有很高的艺术价值、文化价值和商业价值在国内外有一定的知名度。这些橘色底上布满晶状斑纹的东西犹如天物,晶状物均匀地分布在表面,即使光线昏暗,还是掩盖不了其光芒,它们犹如嵌满宝石的瓶子,发出灿烂的光芒。走近仔细观察,可以看到铁锤在铜器上留下的痕迹,晶状斑纹与铜器融为一体,光面各异的斑纹不规则地排列在铜器的表面,折射出明暗不一的光线和色彩。云南斑铜是技术与艺术完美结合的典范(见图1)。
由于生产斑铜时的诸多客观条件不同,斑铜工艺品的斑纹绝无雷同。根据斑铜斑纹的形状来进行分类[2],共分为不规则斑纹、马赛克斑纹、长条形斑纹、柳叶斑纹、碎粒状斑纹和梅花斑纹六大类。这些斑纹有的是普通斑纹,而有的则是难得一见的精品。斑纹的形成原理尚不明确,斑纹的产生有很大的随意性。色泽和斑花是云南斑铜的表面特征,正宗斑铜的色泽为温润饱和的樱桃红,斑花则以具有层次感的金色斑纹为最佳。变化微妙的斑花独树一帜,堪称金属工艺之冠。请注意欣赏图1中鼎釜表面、凤凰身子表面以及狮子身上的大块铜斑花。
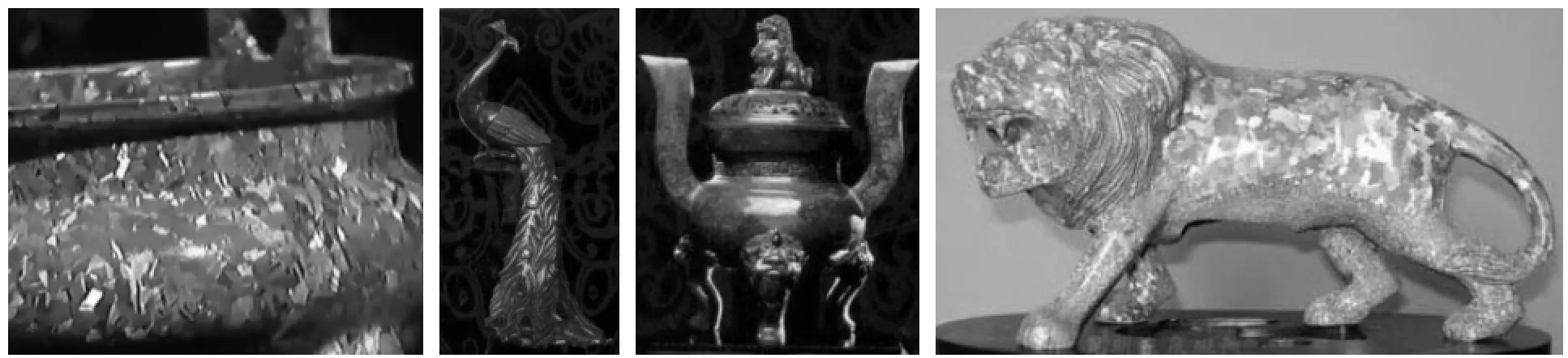
图1 一些云南斑铜工艺品局部表面斑花Figure 1 Patterns on local surfaces of some Yunnan variegated copperwares编者注:图1原为彩色,请见C1页。
2 斑铜工艺的成就
曹以祥编著的《云南斑铜》(见图2)于2012年7月由云南科技出版社出版,是首部系统专业的斑铜学术专著,也是目前唯一的斑铜学术专著。书中探寻了斑铜的起源,以翔实的文物史料佐证云南斑铜的传承发展,严谨系统地解释了斑铜工艺品的相关定义和分类,论述了斑铜的工艺和加工技术,用科学发展的独特视角剖析了云南斑铜的发展前景。该书荣获第21届中国西部地区优秀科技图书一等奖,以及第三届中国出版政府图书奖提名
明清时,云南生斑制品已为进献朝廷的贡品;民国时,成为少数达官权贵才能享有的奢侈品,普通人极少能问津。1914年3月,民国政府接到巴拿马世博会“招请与会之通知书”,民国四年(1915年)2月由云南会泽东川张氏铜匠制作的斑铜——红铜菊花锅(见图 3),在美国旧金山举行的巴拿马太平洋万国博览会上展出,令在场人员惊叹不已,一举夺得了银奖。云南斑铜从此走出国门,此后身价百倍。民国十年(1921年)东川制作的铜炉又在巴拿马博览会获银奖。1958年筹建北京人民大会堂时,遵照周恩来总理的指示,彩花石屏风、烟灰缸、孔雀瓶(见图4)等一批精品作为人民大会堂云南厅的首批主要陈设艺术品,这也是云南斑铜第一次在国内公开展示它隽永的艺术魅力。1968年,云南斑铜部分产品再次亮相莱比锡国际博览会,在国际上重绽华光。昆明市斑铜厂生产的孔雀瓶、大犀牛、仿古牛、五型炉、孔雀明王、如来佛祖等,于1980年被国家珍宝馆定为永久珍品收藏。云南斑铜工艺品多次在国际上获奖,并定为向外国元首馈赠的国家级礼品,其代表作弥勒佛等为国家级珍品。2012年2月28日,中央电视台中文国际频道《走遍中国》栏目播出了“绝品斑铜”进行宣传,2013年11月22日,中央电视台CCTV-7军事·农业频道《农广天地》栏目播出了“斑铜制作工艺”进行宣传,2008年6月,斑铜制作工艺被列入第二批国家级非物质文化遗产保护名录(传统技艺类编号VIII-118)。

图2 《云南斑铜》一书封面Figure 2 A book named Yunnan Variegated Copperwares编者注:图3和图4原为彩色,请见C1页。

图3 斑铜鼎Figure 3 Variegated copper vessel

图4 孔雀瓶 Figure 4 Peacock vase made of variegated copper
图4中的孔雀瓶以2只合为瓶状的开屏孔雀造型为基础构架,采用概括图案化的造型风格合围而成,孔雀头部各居瓶身两侧,从孔雀颈部至身巧妙地做成瓶身,孔雀屏则向上展至瓶颈,欲开未展,呼之欲出,2只孔雀整体收拢成花蕾状瓶形,有团圆、吉祥的寓意。整件器型大气,造型对称,纹饰工整,比例和谐,线条流畅,构思巧妙。孔雀变形生动自然,既保留了孔雀作为吉祥鸟的美丽形象特征,又使两只孔雀结合为可供实用和观赏的典型工艺美术品。该瓶于1983年荣获全国工艺美术百花奖,1986年被国家征为工艺美术珍品永久收藏于中国美术馆。1997年特制一只高106 cm、重171 kg的孔雀瓶精品,作为代表云南省政府、云南人民祝贺香港特别行政区成立的礼品(见图5)。
孔雀明王乃密教本宗之一,有“佛母大孔雀明王”等名。云南斑铜孔雀明王(见图6)法相庄严而工艺特殊,属于国宝级珍品,是云南斑铜神佛造像类的经典,也是斑铜工艺美术的撼世之作。在各种展览会上,云南斑铜孔雀明王经常受到关注。其造型源于昆明筇竹寺罗汉堂清初黎广修所塑之像。宝像肃静安详,衣饰皱褶随形如水泻下,右手作“施无畏印”相,慈祥庄严,气定神闲,既似为众生驱除魔障、息灾、祈祥,又仿佛在对信众解说佛法。采取写实与写意结合的手法,使其身份切合教义。明王首部发髻、面相皆取佛相,与一般明王大不相同,孔雀的造型也较写实和安详,两脚前后作步行状,却在刹那间侧首瞻望,面对众生,整体十分协调生动。在斑铜孔雀羽毛的处理上采取概括变形的手法,这一继承传统的创新工艺令明王坐骑的孔雀尾部下垂,自然与两腿形成三点支撑,让云南斑铜孔雀明王呈现稳定而灵活的姿态。

图5 云南省赠送香港特区的吉祥孔雀瓶Figure 5 Jixiang peacock vase, a gift sent to Hong Kong government编者注:图5和图6原为彩色,请见C1页。

图6 斑铜孔雀明王Figure 6 Mahamayuri statue made of variegated copper
牛虎铜案(见图7)是战国时期青铜器,长76 cm、宽36 cm、高43 cm,于1972年在云南省玉溪市江川县李家山古墓群遗址第24号墓坑中发掘出来,1995年被定为国宝级文物,现珍藏于云南省博物馆。案又称“俎”是中国古代祭祀时一种放置牛羊等肉祭品的礼器。牛虎案就是用来放献祭牛牲的。在祭祀中,牛牲居“三牲”(即牛、羊、猪)首位。而虎在滇文化中具有崇高地位,常立于滇人祭祀的铜柱顶端,为崇拜对象。站立的大牛矫健稳重,双角前伸,颈肌丰满给人以重心前倾的感觉。但由于后面猛扑而来的小虎咬住了牛尾,一种后坠力使器身恢复了平衡,巨牛腹下又出人意料地横置一小牛从而增强了器物的稳定感。在构图上处理得十分得体,虎牛之间的纵横交错,起到了前后呼应和相互衬托的效果,使简单的构图显得丰富而有变化。整个铜案重心平稳、大小和谐、刚柔相济、动静均衡统一,是我国青铜文化中的精品,与著名的甘肃武威出土的铜奔马“马踏飞燕并称南北双璧!这一北一南、一马一牛的精美雕塑誉满神州,轰动世界,并有“北有马踏飞燕,南有牛虎铜案之称。图 8所示的斑铜牛虎铜案是云南斑铜传统造型的经典之作,不仅保留了原型鲜明的古滇文化特色,而且充分体现了云南斑铜特殊的材质美,具有极高的文化价值。
弥勒佛是出自中国的佛,五代后梁时浙江奉化一位叫“契此”的和尚。因其常带一布袋在身旁,故又称布袋和尚。其人有异秉,能测吉凶、知晴雨,行迹神秘莫测,后人皆说他是弥勒转世。云南斑铜“布袋弥勒”造像(见图9)以杭州飞来峰弥勒佛像为原形,光头大耳,一脸喜气,笑口大开,袒胸露腹,持佛珠、按布袋,颇为舒坦地倚坐于地。此弥勒造像少了一般佛像神秘庄严的威仪,却多了些世俗欲望的象征。休看这布袋那么大,手上又托着金元宝,实际那手上所示、布袋中所装,分明只有一个“空”字而已。

图7 云南出土的牛虎铜案原件Figure 7 Original Ox-Tiger BronzeTable unearthed from Yunnan编者注:图8和图9原为彩色,请见C1页。

图8 用斑铜工艺仿制的牛虎铜案Figure 8 Archaized Ox-TigerTable made of variegated copper

图9 斑铜弥勒佛Figure 9 Maitreya statue made of variegated copper
3 斑铜器具的制作
斑铜工艺分为“生斑”和“熟斑”两种。最传统的生斑技艺采用含铜量 90%以上的天然铜,经过锻打、烧斑、打磨、显斑等多道工艺制成铜器;熟斑技艺则是人工合成铜基合金,将铜金属熔化后添加其他金属,铸造成型,再用化学品显斑。熟斑工艺品斑花细小,略显晦暗,生斑则斑花比较大,而且明亮。
天然铜亦叫自然铜,其主要化学成分为Cu,含有微量的Au、Ag、Fe、S、Ca等物质,是制作斑铜精品的最佳原材料,其他铜不能代替。
由于天然铜短缺,斑铜矿罕见,原料不易,故生斑产品甚少,价格很高,属稀世珍品。同时,由于传承方式的局限及其与现代生产的不适应,生斑工艺面临失传的困境。熟斑工艺由于应用人工技术和化学显斑而有了一定发展,适合批量生产和普及。
3. 1 生斑工艺步骤[3]
(1) 选料和净化:即采用含铜 90%以上纯度较高的优质天然铜为斑铜器物原料,用凿子剔除石头、碴子等杂质。
(2) 锻打成型:将步骤(1)得到的天然铜加热到800 °C,然后放在铮子上,用铁棒和锤反复锻打,使其柔软成团状,再打成片块,做成器物的初坯,再放在旋床上,用刮刀刮去多余部分,使器物成形。天然铜质硬且脆锻打成型时容易破裂损坏,技术要求比较高。
(3) 烧斑:将栎炭放入烧斑炉内,打好的产品置于烧斑炉内灼烧,让产品内各种金属元素有效聚集,控制烧斑温度不超过1 000 °C,保持10 min。这是关键工序,烧斑的火候非常重要:温度过低,自然铜中某些元素难以聚集,难以使小晶粒长大;温度过高,工件又会被熔化而损坏器物形状。烧斑实际上是晶粒再结晶的过程,使自然铜中含有的其他金属细小晶粒(孪斑)长大,在加热或延长加热时间的情况下,经过再结晶的晶粒大小不均,大的晶粒容易吞并小的晶粒,越长越大而成为异常粗大的晶粒。
(4) 反复整形和烧斑:经过初次烧斑后,把坯件放到铮子上,用工具进行锻打整形,之后经过二次烧斑,再反复锻打整形。
(5) 显斑:把产品放入按一定比例配好的酸液中,浸泡3 h,观察斑纹均匀显出后,取出来再用纯净水把酸液清洗干净。
(6) 露斑:把清洗后的产品放在干净桌面上,使水分风干。
(7) 烤斑:把风干后的产品放入烤箱里烤到120 °C,待成金黄色后取出冷却。
(8) 喷漆与烘烤:把高级金属漆喷在产品上,使其不被氧化,再放入烤箱,烤到100 °C后取出冷却,即为成品。
3. 2熟斑工艺步骤[4]
通用的熟斑工艺流程为:雕塑造型→制造模型→复制熔模→制作型模→脱离熔模→冶炼→浇铸→二次结晶→锻打成型→打磨抛光→烧结→煮斑及染色→检验→包装。
(1) 熔炼:将铜质量分数为 99.5%以上的纯铜放入石墨坩埚之中,在石墨、木炭或草木灰覆盖保护下,置于感应炉中熔炼并铸锭。
(2) 轧制:铸锭去皮,中间轧制变形量可视要求进行,最后一次轧制变形量为96% ~ 98%。
(3) 退火:中间退火温度600 ~ 800 °C,退火时间0.5 ~ 1.0 h,最终产品退火温度为850 ~ 1 050 °C,退火时间0.5 ~ 1.5 h,退火过程中材料用木炭覆盖保护。
(4) 显斑:将退火后的材料置于显斑液(6 ~ 10 g/L FeCl3+ 20 mL/L盐酸)中,浸蚀5 ~ 8 min,出现大斑花即可。
(5) 干燥:显斑后的材料用风机干燥。
(6) 涂漆保护。
张建中[5]在天然斑铜产品生产方法的基础上进行改进:当天然斑铜冶炼温度达到1 100 ~ 1 280 °C时,直接向天然斑铜熔液中加入碳、铁、钙、硅、锂、锡、碲、铋、砷、铝、铅、锑、 硫、钠、钡、银、镁、锌、磷、硼等元素,锌1% ~ 10%,其余均为0.5‰ ~ 5.0‰;浇铸工序后增加了二次结晶及锻打成型工序。这样得到的天然斑铜产品外观精致,其晶型为多质结晶,大小均匀,立体感较强,质量明显提高。
3. 3 电镀斑铜工艺[6]
(1) 镀前处理:用机械法将金属样品表面的毛刺清除干净;用汽油或丙酮浸泡,或热碱溶液、洗涤剂浸泡及擦拭,脱除表面油脂;用质量分数10%的盐酸溶液浸泡去除表面氧化皮。
(2) 电镀铜锡基合金:在焦磷酸盐溶液中电镀低锡铜锡基合金,其中第三元素为锌、银、镍或磷。配方及工作条件如下:
K4P2O7240 ~ 280 g/L
Cu2+20 ~ 25 g/L
Sn2+20 ~ 25 g/L
Na2HPO430 ~ 50 g/L
二水合柠檬酸三钠5 ~ 10 g/L
氨三乙酸30 ~ 40 g/L
第三元素(锌、银、镍、磷选一)0.5 ~ 1.0 g/L
pH8.3 ~ 8.8
温度室温
阳极电解铜板
阴阳极面积比1∶(2 ~ 3)
阴极移动20 ~ 25次/min或20 ~ 30 cm/次
阴极电流密度0.5 ~ 1.0 A/dm2
时间150 min
(3) 晶花化热处理:在360 ~ 400 °C下进行30 ~ 90 min的保温,随后进行快速水冷、风冷或自然冷却。
(4) 酸洗活化:在质量分数10%的H2SO4溶液中腐蚀活化,待紫黑色镀层褪去,露出粉红色的合金镀层时停止。
(5) 钝化处理(可省):在5 ~ 12 g/L重铬酸钾(K2Cr2O7)钝化液中,用冰醋酸调pH至3 ~ 4,温度30 ~ 40 °C处理时间6 ~ 12 min。
(6) 在镀层表面刷清漆、有机防护膜。此步骤也可省略。
3. 4锡晶花诱导下电沉积仿斑铜[7]
在金属表面电沉积锡后,通过热处理令镀层熔融,单质锡的 3种同素异形体将相互转化并发生重结晶,使得金属锡的3种同素异形体共存。用H2SO4溶液腐蚀活化,然后在同一镀槽中进行二次镀锡,使镀层表面产生锡晶花。具有锡晶花的表面在弱碱性的焦磷酸盐镀液中电沉积铜或铜合金,使铜或铜合金与不同晶形的锡晶花镀层产生互渗,在锡晶花的诱导作用下获得具有与基底锡晶花形状相同,但成分、色彩不同的铜合金晶花的表面层,即仿斑铜晶花表面层。该法具有生产成本低、操作简便、产品造型美观等优点。
锡晶花诱导下电沉积仿斑铜晶花表面精饰工艺的具体工序如下。
(1) 镀前处理:对选择的金属样品表面毛刺进行机械或人工清除;用汽油、丙酮、热碱溶液或洗涤剂浸泡擦拭,脱除表面油脂;使用质量分数10%的盐酸溶液浸泡,去除表面氧化皮。
(2) 第一次电镀锡的溶液组成及操作条件:
SnSO420 ~ 30 g/L
H2SO440 ~ 60 mL/L
苯酚20 ~ 30 mg/L
明胶1 ~ 2 g/L
温度15 ~ 30 °C
阴极电流密度1 ~ 2 A/dm2
锡阳极纯度≥99.9%
阴阳极面积比1∶(1 ~ 2)
时间25 ~ 30 min
(3) 晶花化热处理:在250 ~ 350 °C的保温炉中加热,使镀层熔融2 ~ 10 min,出炉后根据不同晶花图案的要求,采用快速水冷、风冷或自然冷却方式进行冷却。
(4) 酸洗活化:在质量分数10%的H2SO4溶液中腐蚀活化5 ~ 10 s。
(5) 在镀锡槽中进行第二次镀锡:配方同上,但阴极电流密度比第一次镀锡小(0.5 ~ 1.0 A/dm2),电镀时间也比第一次镀锡短(3 ~ 10 min)。
(6) 焦磷酸盐电镀铜:
Cu2P2O7·3H2O70 ~ 100 g/L
K4P2O7300 ~ 400 g/L
柠檬酸三铵20 ~ 25 g/L
pH8.0 ~ 8.8
温度20 ~ 30 °C
阴极电流密度0.8 ~ 1.5 A/dm2
溶液搅拌或阴极移动25 ~ 30次/min或20 ~ 30 cm/次
时间40 ~ 60 min
(7) 钝化处理:
K2Cr2O75 ~ 12 g/L
pH(用冰醋酸调)3 ~ 4
温度30 ~ 40 °C
时间6 ~ 12 min
(8) 保护膜:在镀层表面涂刷清漆封闭。
3. 5 热浸镀斑铜[8]
对金属基底进行清洗和助熔剂处理后,采用热浸镀处理,以形成不同颜色和反光性能的 α-Cu固熔体、δ-Cu31Sn8、ε-Cu3Sn金属晶体,得到表面呈现出不同色彩的晶斑或晶纹,即成品斑铜镀件表面层,再根据需要对成品进行钝化或封闭处理。具体步骤如下:
(1) 将清洗和助熔剂处理后的金属基底浸入锡质量分数为4% ~ 6%、温度为1 150 ~ 1 200 °C的铜锡合金熔融液中,熔融液出现沸腾现象;当沸腾现象停止,将样品取出,此时样品表面覆盖了铜锡合金镀层。
(2) 在(500 ± 50) °C的电炉中热处理20 ~ 40 min,待镀层变为紫黑色即可停止加热,并随炉温冷却。
(3) 在质量分数 10%的盐酸溶液中腐蚀活化,待紫黑色氧化层褪去,表面呈现出不同色彩的晶斑或晶纹时停止活化,用水清洗干净,冷风吹干即得成品。
3. 6 注意事项
斑铜艺人利用“锻打”和“高温烧斑”的工艺,使晶粒发生异常长大后形成退火孪晶,制造了瑰丽斑驳的斑铜艺术品[9]。虽然他们并不知道出现这些斑纹背后的科学原理,但是他们积累的生产实线经验已经能够控制并利用退火孪晶这种显微组织。
斑铜一般采用铜含量为93% ~ 97%的铜锌合金(黄铜)[10-11]作为原材料,经过铸造成型、精工打磨以及复杂的后处理工艺制作而成。斑铜的熔炼工艺非常特殊,主要是为了引起偏析,就是要保证锌在熔化的铜中分配不均匀,这是斑铜与普通黄铜的区别,也是能在表面形成各种花斑的最主要原因。王少龙等人研究表明[12]:当斑铜中Zn的质量分数达到6%时,得到的斑纹大小比较理想,采用砂模浇注可以得到不规则斑纹,而采用铁模浇铸可以得到颗粒状斑纹。
着色前处理工序[11]要先对铸件进行打磨,保证铸件表面平滑无坑,再放入盐酸中浸泡去除表面氧化层,然后把铸件清洗干净。显色着色液组成和操作条件[10]为:
CuSO4·5H2O25 ~ 35 g/L
Na4P2O725 ~ 35 g/L
NaCl9 ~ 11 g/L
温度室温
时间8 ~ 10 h
浸泡时间越长,着色效果越红。这个制备方法能得到着有红色的斑铜铸件,优点是操作简单,生产成本低,生产周期短,不受产品形状的限制,产品色彩美观。其显斑机理[12]是在显斑溶液中使黄铜发生晶界腐蚀。从理论上讲,凡是能使黄铜发生腐蚀的溶液都可以作为显斑溶液。显斑着色液对斑铜斑纹几乎没有影响。
采用苯骈三氮唑钝化则可有效提高工件表面的抗变色能力。
4 结语
云南斑铜是国家级非物质文化遗产,从属于传统技艺类,虽然只有 300余年历史,算不上古老,但是它属于濒临失传的传统表面处理技艺,应该加以继承、保护、弘扬。斑铜艺人为了生计,对其制作技术进行了严格保密,使得知道这一传统表面处理方法的人不多。即使是今天,还是沿用师傅言传身教的方式来传承这一技术,多数传承人是表面处理行业的门外汉,基本上不懂表面处理理论。如果我国表面处理行业的专家学者参与研究,那么一定能使斑铜工艺快速发展,大幅度提高产品质量。
[1]佚名. 云南青铜器[J]. 云南社会科学, 1988 (2): 115.
[2]朱龙, 陈磊, 徐人平. 云南斑铜斑纹分类研究[J]. 昆明理工大学学报(自然科学版), 2001, 26 (4): 127-130.
[3]康贵友. 斑铜器具制作工艺: CN, 103266325 [P]. 2013-08-28.
[4]昆明贵金属研究所. 斑铜装饰材料制造方法: CN, 1141857 [P]. 1997-02-05.
[5]张建中. 一种天然斑铜产品的生产方法: CN, 101104895 [P]. 2008-01-16.
[6]云南师范大学. 电镀斑铜工艺: CN, 101255582 [P]. 2008-09-03.
[7]云南师范大学. 锡晶花诱导下电沉积仿斑铜晶花表面精饰工艺: CN, 101255583 [P]. 2008-09-03.
[8]云南师范大学. 热浸镀斑铜工艺: CN, 101440466 [P]. 2009-05-27.
[9]夏爽, 李慧, 周邦新, 等. 金属材料中退火孪晶的控制及利用——晶界工程研究[J]. 自然杂志, 2010, 32 (2): 94-100.
[10] 昆明理工大学. 一种红色斑铜的着色方法: CN, 102899647 [P]. 2013-01-30.
[11] 王少龙, 蒋业华, 龙晋明. 云南斑铜的生产工艺研究[J]. 特种铸造及有色合金, 2007, 27 (7): 567-569.
[12] 王少龙, 周荣, 蒋业华. 云南斑铜的显斑着色工艺研究[J]. 表面技术, 2005, 34 (2): 44-45, 48.
[ 编辑:温靖邦 ]
Variegated copperware manufacturing—an amazing technique in Yunnan
The history of variegated copperware manufacturing technology, one of the national intangible cultural heritages,was introduced. Two traditional technologies using blister and wrought copper respectively, and some modern technologies such as electroplating, tin crystal pattern-induced electrodeposition, and hot-dip galvanizing, were described.
copper; surface treatment; variegated copperware; intangible cultural heritage
TG146.11; TG178
B
1004 - 227X (2015) 03 - 0158 - 08
2014-04-02
2014-08-22
吴双成(1965-),男,甘肃天水人,从事表面处理和热处理生产,发表论文多篇,参与2部专著的编写,曾经建立装饰性电镀生产线,有一定的实际生产经验。
作者联系方式:(E-mail) wu-shuangcheng@163.com。
// WU Shuang-cheng*, CHU Rong-bang