具有初始孔隙的多孔物料冷冻干燥
2015-10-15赵延强王维潘艳秋单宇于凯陈国华
赵延强,王维,3,潘艳秋,单宇,于凯,陈国华
具有初始孔隙的多孔物料冷冻干燥
赵延强1,王维1,3,潘艳秋1,单宇1,于凯1,陈国华2,3
(1大连理工大学化工与环境生命学部,辽宁大连 116024;2香港科技大学化学与生物分子工程系,中国香港;3大连民族学院生命科学学院,辽宁大连 116600)
实验研究了具有一定孔隙的非饱和多孔物料对液体物料冷冻干燥过程的影响。以甘露醇为主要溶质的待干料液采用“液氮制冰激凌法”制备非饱和物料进行冷冻干燥,并与常规饱和的冷冻物料相比较。结果表明,非饱和冷冻物料确实能够显著地强化液体物料的冷冻干燥过程。干燥产品SEM形貌分析显示,初始非饱和冷冻物料具有连续均匀的固体骨架和孔隙,固体基质更加纤细,孔隙空间更大,可以大大减小传质阻力。考察物料内部各点的温度变化发现,初始非饱和物料内部冰晶确实发生整体升华,但仍然存在主要升华区域;非饱和多孔物料的冷冻干燥过程主要是传热控制,而常规饱和物料冷冻干燥主要是传质控制。操作压力对过程的影响可以忽略。采用辐射/导热组合加热方式可改善初始非饱和多孔物料冷冻干燥过程的传热,进一步缩短干燥时间。
冷冻干燥;初始饱和度;干燥曲线;组合加热;传质;传热
引 言
与热法干燥相比,冷冻干燥在食品、药品等热敏性物料脱水过程中具有不可替代的作用[1]。在所有的干燥技术中,冷冻干燥产品的质量最高[2-3],但能耗也最高[4-5]。因此,缩短冷冻干燥时间,从而降低能量消耗、提高生产率,一直是冷冻干燥领域的技术难题[6]。
冷冻干燥过程通常由物料冻结、维持真空、冰晶升华/解析和水蒸气冷凝4部分操作组成。其中升华/解析操作的能耗占整个过程能耗的45%[7]。因此,缩短升华/解析操作的时间,同时亦能缩短维持真空的时间,可以有效地提高过程经济性。常用的强化冷冻干燥过程的方法是降低干燥室压力和提高环境操作温度。然而过低的干燥室压力会造成物料干燥层内部传热阻力大及传热不均匀等问题[8]。而注入轻质气体以改善干燥层热导率的方法[9]会导致操作的额外复杂,而且降低了过程经济性。干燥室温度受限于冷冻物料的融化温度或者玻璃化转变温度[5]。过高的操作温度会造成干燥过程中物料塌陷,从而毁掉整个干燥过程。微波加热被认为是改善传统冷冻干燥过程传热的有效途径,但在药品加工过程的应用不多,可能是因为大部分的溶质具有很小的微波损耗因子。Wang等[10]提出了“介电材料辅助微波冷冻干燥”的方法,理论与实验研究结果表明介电材料辅助微波冷冻干燥方法非常有效。尽管该方法能够强化物料内部的传热,而传质是过程的另一个速率控制因素。
然而,有关强化冷冻干燥过程传质的研究却很少。Pikal等[7,11]指出,冷冻干燥过程的主要传递阻力来自于水蒸气在干燥区的迁移。Nail等[12]认为,水蒸气传递的最大阻力发生在干燥区,取决于物料冷冻阶段形成的孔道大小。其他研究者也发现传质是冷冻干燥过程的主要速率控制因素[13-14]。常规的液体物料冷冻干燥过程是将料液直接冷冻固化,得到初始“饱和的”冷冻物料,其内部不存在孔隙,升华只发生在升华界面处[15]。肉类、蔬菜及水果等自然形成的物料都带有原始的多孔结构,其内部湿分通常是“不饱和的”。因此,本课题组提出“初始非饱和多孔物料冷冻干燥”的思想,旨在强化常规的液体物料冷冻干燥过程[16]。Wang等理论研究发现,在初始非饱和多孔物料冷冻干燥过程中,升华不仅发生在升华界面,也发生在冰冻区[17-18];初步的实验研究验证了初始非饱和物料对冷冻干燥过程确实具有显著的强化作用[19]。
在课题组以前工作的基础上,本研究以甘露醇为主要固体物料,制备了初始非饱和的与饱和的两种冷冻物料进行冷冻干燥,进一步验证非饱和物料对冷冻干燥过程的强化作用;对两种物料干燥产品进行SEM形貌分析,考察多孔固体骨架的连接性以及孔隙空间的大小和连通性;检测干燥过程中两种物料内部各点的温度变化,旨在探究初始非饱和多孔物料对冷冻干燥过程影响的机理;研究操作温度和压力对冷冻干燥过程的影响;设计一套样品支撑板加热装置,研究辐射与导热组合加热对冷冻干燥过程的影响。
1 实验装置
本实验是在课题组自行设计的实验室规模的多功能冷冻干燥装置上进行。装置包括4个子系统,其流程图及各子系统详细描述见文献[19]。
为研究辐射与导热组合加热对冷冻干燥过程的影响,自行设计了一套样品支撑板加热装置。如图1所示,样品组件放置在加热柱上,热量通过加热柱以导热的方式传递到支撑板上。由于加热柱与称重传感器相连,不能采用直接接触加热,因此本设计采用了加热套辐射加热的方式。加热套由6个均匀分布的电热棒(25 W)进行加热,其温度由热电偶SC-TT-K-30-36(OMEGA,美国)测量,并采用PID温控系统(自制)进行温度控制。加热柱的温度通过红外传感器OS36-K(OMEGA,美国)进行监测,并使用多功能万用表HHM290/N(OMEGA,美国)进行显示和记录。

图1 干燥室结构示意图
本实验采用了两种加热方式:一种是单一的辐射加热;另一种是辐射/导热组合加热。实验过程中,物料的质量变化由称重传感器实时监测。
2 实验方法
2.1 实验材料与仪器
待干料液中溶质选用甘露醇(98.0%,Aladdin,China),溶剂为蒸馏水(大连理工大学)。液氮购自大连化学物理研究所。
实验主要仪器包括:电子天平(Mettler,瑞士),磁力搅拌器(Dragon,北京),水分测定仪(Mettler,瑞士),扫描电镜(Quanta450,FEI,美国)。
2.2 样品制备
将甘露醇和微量的乳化稳定剂溶于蒸馏水中,制备成初始干基湿含量0为4.48的待干料液。常规饱和冷冻物料的制备是将待干料液直接注入模具使之与支撑板形成一个样品组件,然后将其放入冰柜冷冻至预定温度。初始非饱和冷冻干燥操作是首先采用“液氮制冰激凌法”,将待干料液预冷冻 成具有一定初始孔隙的“非饱和”物料[19],然后将预冷冻物料与支撑板于模具中塑形成样品组件,最后进行深冷固化。两种样品的制备条件:物料质 量1.8 g,深冷温度-35℃,冷冻时间4 h,样品直径14.8 mm。为了测量干燥过程中物料内部温度的变化,在待干样品中的不同位置预埋了3个热电偶(图2)。

图2 样品组件及其测试点
2.3 实验条件和步骤
为了进一步探究具有一定孔隙的非饱和多孔物料对液体物料冷冻干燥过程的影响,本实验制备了质量均为1.8 g,初始饱和度0分别为0.28和1.00的两种待干样品。初始饱和度0.28是从课题组前期实验结果优化得出的[19]。典型操作条件:干燥室环境温度为30℃,干燥室压力为22 Pa。加热方式为单一的辐射加热和辐射/导热组合加热。
实验开始前首先将干燥室压力、干燥室环境温度以及加热柱温度调节并稳定至预设值。然后将样品组件快速地放入干燥室,开启数据采集系统,自动记录样品的质量,干燥室环境温度与压力以及加热柱温度等参数随时间的变化。当样品质量没有明显变化时干燥过程结束,取出样品并测量残余湿含量。操作步骤和数据处理详见文献[19]。
3 结果与讨论
3.1 初始非饱和物料对冷冻干燥过程的影响
为了进一步探究具有一定孔隙的非饱和多孔物料对液体物料冷冻干燥过程的影响,本实验首先制备了初始“非饱和”的(00.28)和常规“饱和”的(01.00)两种待干样品,在相同的干燥室压力22 Pa和相同的干燥室温度30℃下,进行单一的辐射加热冷冻干燥实验。干燥曲线见图3。

图3 辐射加热条件下两种物料的干燥曲线
由图3可见,在相同的物料量和相同的操作条件下,初始非饱和物料的冷冻干燥时间为13000 s,而常规物料需要19000 s。前者的干燥时间比后者缩短了31%左右。这表明非饱和冷冻物料确实能够显著地强化液体物料的冷冻干燥过程。仔细观察二者干燥曲线发现,初始非饱和物料的干燥产品的干基含水率为0.61%,远低于常规物料产品的4.01%。
3.2 干燥产品的形貌特征
为了考察多孔固体骨架的连接性以及孔隙空间的大小和连通性,本实验对两种物料的干燥产品做了扫描电镜(SEM)表征。如图4所示,其中图4 (a)、(b)和(c)是常规物料干燥产品的图片;图4 (d)、(e)和(f)是初始非饱和物料的图片。

图4 两种物料干燥产品不同放大倍数的电镜图片
从图4 (a)、(b)可以看出,常规物料的干燥产品内部存在微孔且孔壁呈较为致密的片状结构,这是溶液在冷冻过程中自然结晶形成的,与文献[20]报道一致。随着冷冻过程的进行,溶液温度逐渐降低,溶质的溶解度降低并开始析出,与此同时大部分液态水开始结晶。在冷冻后期,冰晶的生长迫使溶质在其周围形成较为致密的片状结构,晶间的水分结晶或者与溶质形成固溶体[21]。仔细观察图4 (b)、(c)发现,片状孔壁是由紧密连接的棒状溶质晶体构成,比较致密,水蒸气很难通过。
“液氮制冰激凌法”制备的初始非饱和多孔物料干燥产品的内部结构与常规物料的内部结构截然不同。从图4 (d)、(e)可以看出,如此制备的物料干燥产品的固体基质骨架呈均匀且疏松的网状结构。对于初始非饱和多孔物料,由于制备过程中其内部本身存在大量的初始孔隙,冰晶有足够的空间生长,对固体骨架的形成不造成影响。从图4 (e)、(f)发现,初始非饱和多孔物料干燥产品具有连续的固体骨架和孔隙空间,而且孔隙更大并分布均匀。仔细对比图4 (c)和图4 (f)还可以发现,相比于饱和物料干燥产品,初始非饱和物料的固体基质更加纤细,且其孔壁呈网状结构。升华的水蒸气不但能在孔隙空间中迁移,也能从孔壁中穿过。因此,这种疏松的网状固体骨架可以大大减小传质阻力,有利于湿份脱附,强化冷冻干燥过程。这可能也是导致产品含湿量低的原因。
3.3 干燥过程中物料内部的温度变化
如图2所示,假设样品高度为,半径为。测温点1位于1/2高度上的1/2半径处(/2,/2);测温点2位于中心线上样品高度的1/2处(/2,0);测温点3位于样品中心距离支撑板上1 mm处(1 mm,0)。
图5为干燥过程中两种冷冻物料内部温度变化,其中空心点1p、2p和3p是初始非饱和物料;实心点1s、2s和3s是常规饱和物料。从图5可以看出在干燥最初阶段,两种物料的温度均存在一个短暂的迅速下降过程。这是由于冰晶迅速升华需要吸收大量热量,而由外部传入的热量较少,此阶段冰晶升华所需要的热量主要来自物料自身的显热,致使物料温度骤降。

图5 两种物料内部不同位置温度曲线
观察点1s、2s和3s的温度变化可以发现,各点温度在经历短暂的骤降之后开始缓慢上升,在8000 s左右转而缓慢下降。由于物料内部没有初始孔隙,升华仅发生在升华界面上。在干燥初期,物料外部传入的热量大于冰晶升华所需的热量,部分传入的热量转变为物料升温的显热;随着干燥过程的进行,物料外侧干燥区的形成致使热量的传递速率减慢,不足以满足界面处的冰晶升华所需的热量。因此,物料需要降低自身温度为冰晶升华提供热量。点1s处的温度在10500 s左右开始快速上升。由于点1s更接近物料表面(图2),升华界面首先退至点1s附近,此时升华干燥阶段结束,物料进入解析干燥阶段,所以此处温度开始快速上升。点2s和点3s依次进入解析干燥阶段的时间分别为15000 s和18000 s左右。对比点1s和2s的温度变化可以看出,在干燥前10000 s左右的时间内,这两处物料温度相差不大。随后两点依次进入解析干燥阶段,这表明常规饱和物料内部确实存在明显的升华界面。对比点2s和3s的温度变化发现,在升华干燥阶段,点3s处的温度明显高于点2s处的温度。这是由于点3s距物料支撑板较近造成的,物料内部存在轴向温差,表明支撑板导热的影响比较明显。尽管点3s处的温度高于点2s处的温度,但升华界面却更晚地退至点3s处,说明在升华干燥阶段物料内部始终存在冰冻区,升华的水蒸气不能及时迁移至物料表面。因此,常规物料冷冻干燥过程的速率控制因素主要是传质。干燥结束时,物料内部各点的温度趋于一致,约为27℃。
仔细观察点1p、2p和3p的温度变化发现不同于常规饱和冷冻物料。在升华干燥阶段,初始非饱和冷冻物料内部各点的温度始终缓慢下降。由于物料内部存在预制的初始孔隙,冰晶能够整体升华。较大的升华速率导致外部传入的热量不足以提供冰晶升华所需的热量,需要消耗部分自身的显热。对比点1p和2p的温度变化可以看出,在升华干燥阶段两点的温度相差不大,进入解析干燥阶段的时间依次为7500 s和11000 s左右。这说明初始非饱和物料内部仍然存在类似于升华界面的主要升华区域。对比点1p和3p的温度变化可以发现,两点进入解析干燥阶段的时间十分接近,其中点3p的时间为7000 s。因为初始非饱和冷冻物料具有较大的初始孔隙,冰晶能够整体升华,水蒸气的迁移阻力大大减小。而且点3p处的温度略高于点1p和点2p处的温度,主要升华区更早地退至该处。这说明初始非饱和物料能够显著缩短升华干燥阶段时间。干燥结束时,物料内部各点的温度几乎同时达到终了温度27℃左右。这进一步证明了初始非饱和物料的冷冻干燥过程存在整体升华。纵观点1p、2p和3p的整个温度变化历程还可以发现,解析干燥阶段的时间比升华干燥长。因此,相比于常规液体物料冷冻干燥过程主要是传质控制,初始非饱和物料的冷冻干燥过程已经成为主要是传热控制。所以强化传热将是缩短初始非饱和多孔物料冷冻干燥时间的主要措施。
3.4 操作条件对冷冻干燥过程的影响
研究冷冻干燥的目的是缩短干燥时间,提高过程经济性。干燥室环境温度和压力是冷冻干燥过程的两个重要的操作条件。选择适宜的操作温度和压力是改善过程的简单而有效的手段。因此,考察操作温度和压力对冷冻干燥过程的影响很有必要。
为考察干燥室温度对冷冻干燥过程的影响,本研究仍然制备了两种待干样品(00.28和01.00)。在辐射加热和3种干燥室温度条件下进行冷冻干燥实验。干燥曲线见图6和图7。由图可见,常规饱和与初始非饱和两种冷冻物料的干燥时间均随温度的升高而缩短,这与瓶装物料实验结果一致[8]。可见,适当地提高干燥室温度是强化冷冻干燥过程的有效途径,但过高的温度会造成冷冻物料在干燥过程中塌陷。
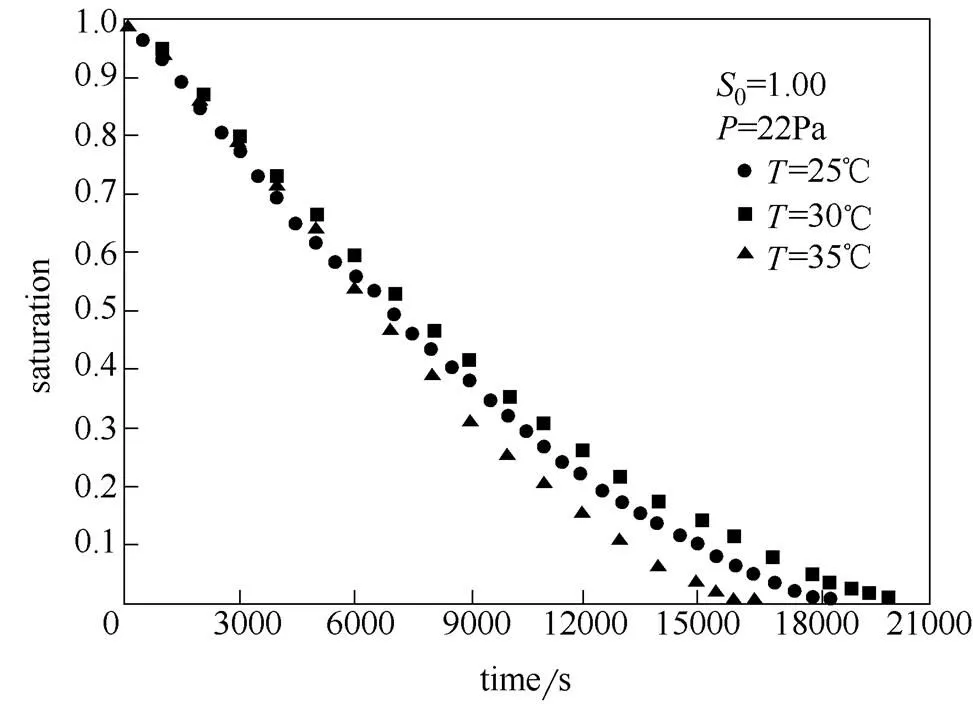
图6 常规冷冻物料在不同温度下的干燥曲线

图7 初始非饱和冷冻物料在不同温度下的干燥曲线
本研究继续以上述两种待干样品来考察干燥室压力对干燥过程的影响。加热方式依然为辐射加热,在3种干燥室压力下进行实验。干燥曲线见图8和图9。由图8可知,在本实验条件下,常规冷冻物料几乎不受压力的影响。压力减小,干燥层的质量扩散系数增大,有利于过程传质,但是压力过低会导致热导率降低,不利于过程传热。Pikal等[8]认为在压力较低的情况下,升高压力对传热有较大的强化作用,而对传质影响较小。因此,压力对干燥速率的影响是两种作用共同的结果,取决于哪种作用占主导地位。本实验中两者的作用可能相互抵消,使得压力对常规物料冷冻干燥过程的影响不敏感。从图9中可以看出,随操作压力的升高,初始非饱和物料的冷冻干燥时间略微缩短。与常规冷冻物料不同,初始非饱和冷冻物料具有较大的孔隙空间,水蒸气传质阻力减小,压力的变化对这种物料内部的有效质量扩散系数的影响可能很小。因此,对于初始非饱和冷冻物料,压力升高对干燥层热导率的强化作用可能大于对质量扩散系数的抑制作用。这很可能是导致这一现象的原因。

图8 常规冷冻物料在不同压力下的干燥曲线

图9 初始非饱和冷冻物料在不同压力下的干燥曲线
3.5 加热方式对冷冻干燥过程的影响
从操作条件对冷冻干燥过程影响的研究发现,干燥室温度和压力对过程的强化作用不显著。为探究强化传热对冷冻干燥过程的影响,本实验采用了辐射与支撑板导热组合的加热方式,在典型的操作条件下进行操作。两种待干样品与上述实验相同,支撑板温度为30℃。干燥曲线见图10。
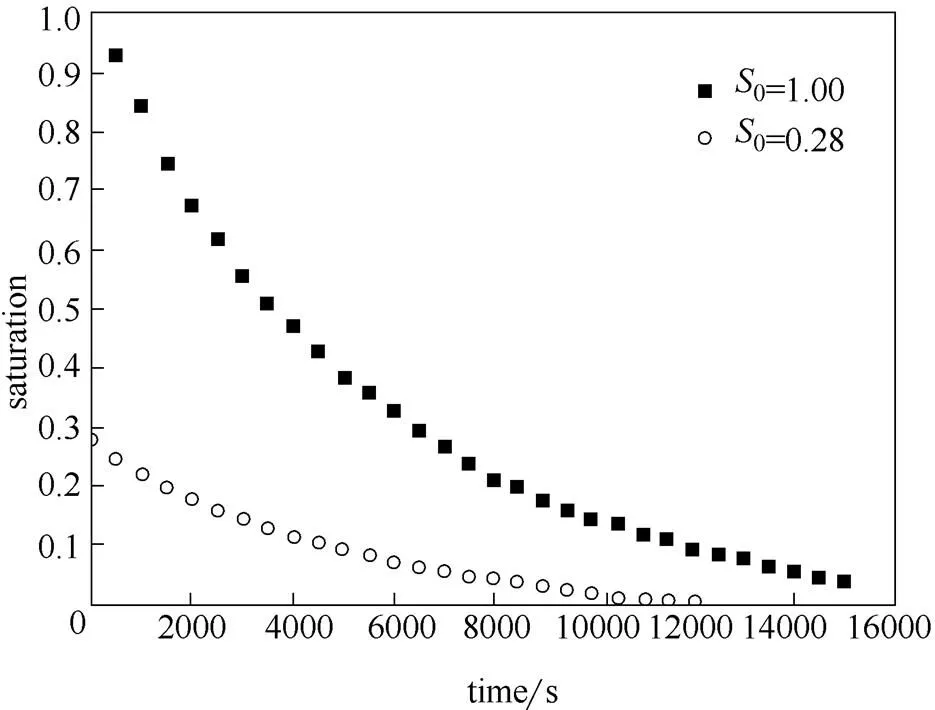
图10 组合加热条件下两种物料干燥曲线
从图10中可以看出,在组合加热条件下,初始非饱和物料的冷冻干燥时间比常规物料依然缩短了19%。相对于单一的辐射加热(图3),两种物料的干燥时间均能够缩短,前者缩短1000 s,而后者缩短3000 s左右。这表明组合加热对冷冻干燥具有明显的强化作用。仔细对比图3和图10中的干燥曲线发现,在组合加热条件下,常规饱和物料的干燥速率在干燥开始后较长的时间段内比在单一辐射加热条件下要大;对于初始非饱和物料,仅在干燥开始后较短的时间内出现这种现象。初始非饱和物料在组合加热条件下对冷冻干燥过程的强化程度略低于单一辐射加热的原因在于:饱和物料内部没有孔隙、热导率大,物料底部冰冻区最后升华,有利于支撑板传导的热量传入;初始非饱和物料内部存在较大的初始孔隙,底部与样品表面同时发生升华。支撑板导热大大加速了物料底部冰晶的升华速率。当非饱和物料底部升华干燥阶段结束后,此区域的热导率大大减小、传热阻力大大增加。随着底部主要升华区向上退却,支撑板导热传入物料内部的热量越来越少。尽管如此,比较图3和图10,单一辐射加热条件下初始非饱和物料的干燥时间仍比组合加热下干燥饱和物料缩短13.3%。因此,组合加热确实能够进一步强化初始非饱和物料的冷冻干燥过程。可以预计,降低物料的高径比可以更好地利用支撑板传导的热量,有利于缩短干燥时间。
4 结 论
(1)具有一定孔隙的初始非饱和多孔物料对液体物料冷冻干燥过程有显著的强化作用。
(2)采用制作冰激凌方法制备的初始非饱和冷冻物料具有连续的固体骨架和孔隙空间,有利 于水蒸气的迁移,减小了传质阻力,提高了过程经济性。
(3)饱和冷冻物料的干燥过程存在较为明显的升华界面,过程的速率控制因素主要是传质;初始非饱和物料内部冰晶发生整体升华,但仍然存在较为明显的主要升华区域,过程主要受传热控制。
(4)实验条件下,两种物料的冷冻干燥时间均随干燥室温度的升高而缩短。随操作压力的升高,常规饱和物料的干燥时间基本不变,而初始非饱和物料略微缩短。
(5)辐射/导热的组合加热可进一步缩短初始非饱和物料的冷冻干燥时间。
References
[1] Wang W, Chen G, Mujumdar A S. Physical interpretation of solids drying: An overview on mathematical modeling research [J]., 2007, 25 (4): 659-668
[2] Sadikoglu H, Ozdemir M, Seker M. Freeze-drying of pharmaceutical products: research and development needs [J]., 2006, 24 (7): 849-861
[3] Wang W, Chen G. Freeze drying with dielectric-material-assisted microwave heating [J]., 2007, 53 (12): 3077-3088
[4] Schwegman J J, Hardwick L M, Akers M J. Practical formulation and process development of freeze-dried products [J]., 2005, 10 (2): 151-173
[5] Wang W, Chen M, Chen G. Issues in freeze drying of aqueous solutions [J]., 2012, 20 (3): 551-559
[6] Wang W, Chen G.Theoretical study on microwave freeze-drying of an aqueous pharmaceutical excipient with the aid of dielectric material [J]., 2005, 23 (9/10/11): 2147-2168
[7] Ratti C. Hot air and freeze-drying of high value foods: a review [J]., 2001, 49 (4): 311-319
[8] Pikal M J, Roy M L, Shah S. Mass and heat transfer in vial freeze-drying of pharmaceuticals: role of the vial [J]., 1984, 73 (9): 1224-1237
[9] Liapis A I, Pikal M J, Bruttini R. Research and development needs and opportunities in freeze drying [J]., 1996, 14 (6): 1265-1300
[10] Wang W, Chen G. Numerical investigation on dielectric material assisted microwave freeze-drying of aqueous mannitol solution [J]., 2003, 21 (6): 995-1017
[11] Pikal M J, Shah S, Senior D, Lang J E. Physical chemistry of freeze-drying: measurement of sublimation rates for frozen aqueous solutions by a microbalance technique [J]., 1983, 72 (6): 635-650
[12] Nail S, Gatlin L. Pharmaceutical Dosage Forms [M]. New York: Marcel Dekker, 1993: 163-333
[13] Livesey R G, Rowe T W. A discussion of the effect of chamber pressure on heat and mass transfer in freeze-drying [J]., 1987, 41 (5): 169-171
[14] Wolff E, Gibert H, Rodolphe F. Vacuum freeze-drying kinetics and modeling of a liquid in a vial [J]., 1989, 25 (3): 153-158
[15] Wang W, Chen G. Heat and mass transfer model of dielectric-material-assisted microwave freeze-drying of skim milk with hygroscopic effect [J]., 2005, 60 (23): 6542-6550
[16] Wang W. Dielectric-material-assisted microwave heating in freeze drying [D]. Hong Kong: Hong Kong University of Science and Technology, 2005
[17] Wang W, Chen M, Wang W, Pan Y Q, Chen G. Theoretical analysis for freeze-drying of initially unsaturated porous material [J]., 2014, 54 (1): 6-12
[18] Wang W, Chen G. Freeze-drying of initially porously frozen material from aqueous solution//Conference Proceedings of 4th Inter-American Drying Conference [C]. Montreal, Canada, 2009: 395-403
[19] Yu Kai (于凯), Wang Wei (王维), Pan Yanqiu (潘艳秋), Wang Wei (王威), Chen Guohua (陈国华). Effect of initially unsaturated porous frozen material on freeze-drying [J].(化工学报), 2013, 64 (9): 3110-3116
[20] Hawe A, Friess W. Physico-chemical lyophilization behavior of mannitol, human serum albumin formulations [J]., 2006, 28 (3): 224-232
[21] Pikal M J, Freeze Drying [M]. Encyclopedia of Pharmaceutical Technology, 2002: 1299-1326
Freeze-drying of porous frozen material with initial porosity
ZHAO Yanqiang1, WANG Wei1,3, PAN Yanqiu1, SHAN Yu1, YU Kai1, CHEN Guohua2,3
(1School of Chemical, Environmental and Biological Science and Technology, Dalian University of Technology, Dalian 116024, Liaoning, China;2Department of Chemical and Biomolecular Engineering, The Hong Kong University of Science and Technology, Hong Kong, China;3School of Life Science, Dalian Nationalities University, Dalian 116600, Liaoning, China)
Freeze-drying of porous frozen material with initial porosity was experimentally investigated. Mannitol was selected as the primary solute in aqueous solution to be dried. The liquid nitrogen ice-cream making method was used to prepare frozen materials with initial porosity. Freeze-drying experiments were performed using two kinds of frozen materials, the initially unsaturated one and the conventionally saturated one for comparison. Freeze-drying could be significantly enhanced with the initially unsaturated frozen material. SEM images of dried products showed that such prepared initially unsaturated material had larger void space and more tenuous solid matrix that was continuous and uniform than those with the conventionally saturated one. This would be beneficial to migration of sublimed vapor and reduction of mass transfer resistance. There was indeed an overall sublimation for the initially unsaturated frozen material, and a primary sublimation region still existed through examining temperature variations at different locations inside the material. Predominant drying rate-controlling factor was heat transfer for the initially unsaturated frozen material, and mass transfer for the conventionally saturated one. Operating pressure had little influence on the freeze-drying process. Combination of radiation heating with conduction heating was able to improve heat transfer in freeze-drying of initially unsaturated porous materials, further shortening drying time.
freeze-drying; initial saturation; drying curve; combination heating; mass transfer; heat transfer
2014-07-15.
WANG Wei, wjwang@dlnu.edu.cn
10.11949/j.issn.0438-1157.20141065
TQ 028.5;TQ 026.6
A
0438—1157(2015)02—0504—08
中央高校基本科研业务费专项资金(DUT14RC(3)008);国家自然科学基金项目(21076042)。
2014-07-15收到初稿,2014-11-21收到修改稿。
联系人:王维。第一作者:赵延强(1990—),男,硕士研究生。
supported by the Fundamental Research Funds for the Central Universities (DUT14RC(3)008) and the National Natural Science Foundation of China (21076042).
