精纺毛单纱上浆工艺研究
2015-08-23张秋菊张鹏飞
张秋菊,张鹏飞
(1.西安工程大学,陕西 西安 710048;2.陕西出入境检验检疫局,陕西 西安 710068)
精纺毛单纱上浆工艺研究
张秋菊1,张鹏飞2
(1.西安工程大学,陕西 西安 710048;2.陕西出入境检验检疫局,陕西 西安 710068)
文章通过测试18 tex精纺毛单纱上浆前后纱线的增强率、减伸率、毛羽率、耐磨性等性能,以期得到与进口浆料上浆效果接近的配比方案。结果表明:PVA∶接枝淀粉∶聚丙烯(酰胺)为40∶40∶20,辅以1 %抗静电剂,含固量18 %,上浆温度75℃,可以达到相近效果。
精纺毛;上浆;毛羽;增强率;减伸率;耐磨
随着生活水平的提高,羊毛产品越来越受到人们的喜爱。而由于毛纱的结构和性质的不同,对毛纱浆纱有效且成本低廉环保的浆料、助剂需要进行进一步研究[1]。本文针对18 tex精纺毛单纱设计了不同的上浆方案,通过测试上浆前后毛纱的毛羽率、增强率、减伸率、耐磨性、上浆率及退浆率,综合各性能指标选择适合毛纱的浆料,制定合理的配比,以达到较佳的上浆效果。
1 实验准备
1.1实验材料
纱线原料,18 tex精纺毛单纱;PVA205,聚合度为500、醇解度为(88%±1%)的低聚合度,部分醇解PVA,与我国的0588PVA相当[2];接枝淀粉;抗静电剂;聚丙烯(酰胺)类浆料、意大利浆料。
1.2实验仪器
GA391型单纱上浆机,亚麻加工技术研发中心;YG086型缕纱测长仪;YG171B-2型毛羽测试仪;YG022B型电子单纱强力仪;Y109型纱线耐磨性能试验仪;搅拌器,托盘天平;烧杯,玻璃棒,水浴锅,温度计,镊子。
1.3实验方案设计
结合原料种类、特性和浆料性能等因素,为解决毛纱不易润湿,毛羽不贴伏等问题,本文进行了浆料的配方设计,如表1所示,实验过程中调浆含固量为18%,调浆体积为800 mL。

表1 浆料配方及比例
2 实验测试与分析
2.1纱线毛羽率测试
采用YG171B-2型毛羽测试仪进行测试,测试速度:30 m/min,环境温度:22℃,相对湿度:65%。根据测试结果计算毛羽长度达3 mm以上的毛羽指数平均值与毛羽指数降低率,如表2所示。
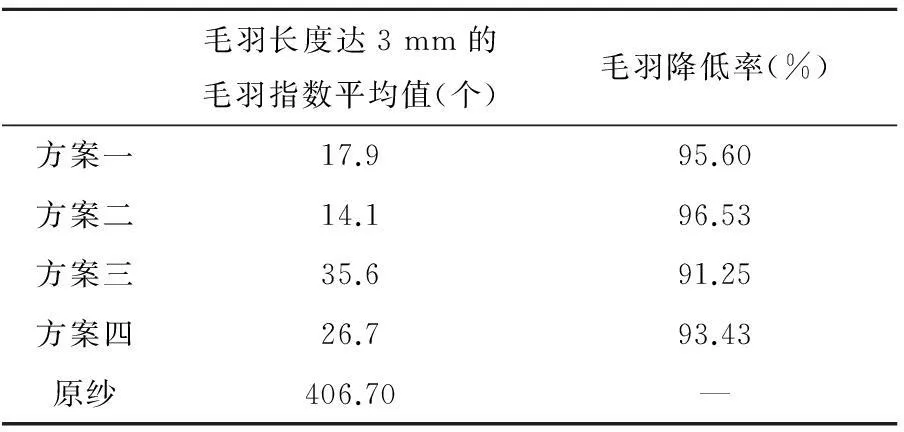
表2 毛羽测试结果
当毛羽降低率>75%时,上浆达到标准[3]。根据毛羽指数降低率可知,方案二中的纱线其毛羽指数降低率最高,浆纱效果最好。方案四中的毛羽降低率与方案一中的毛羽降低率相近。
2.2纱线强伸性测试
采用YG022B型电子单纱强力仪,拉伸速度:500 mm/min,定伸长:50%;试样长度:500 mm;环境温度:20℃;相对湿度:65%;试样细度:18 tex。根据测试结果计算纱线增强减伸率如表3所示。
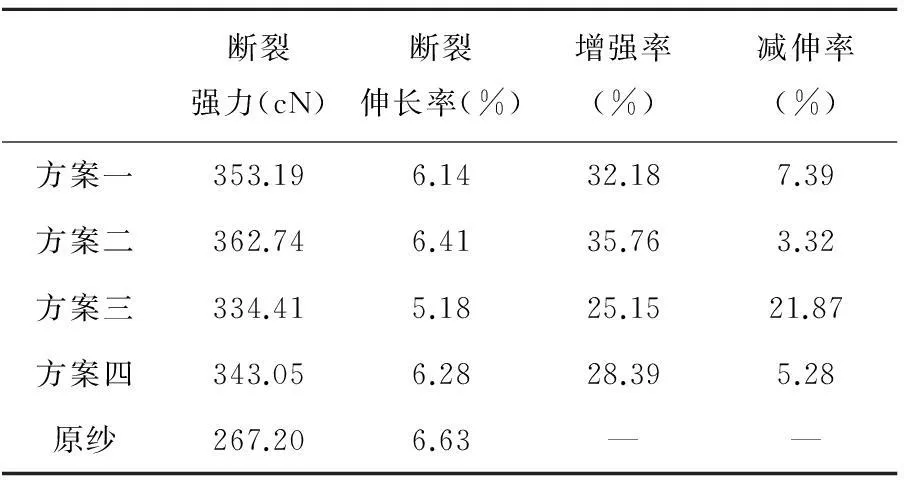
表3 纱线性能测试结果
毛纱增强率在25%~35%之间时视为上浆效果达到标准[3]。根据表3可以明显看出方案二中的浆料对提高纱线增强率最有效,但是超过了标准范围。方案四中的纱线增强率与方案三中的增强率最为相近,上浆效果较好。当浆纱的减伸率≤30%时,纱线上浆才达到标准[3]。同时可以看出方案二的减伸率最小,但是减伸率过小说明上浆效果也没有达到要求。与方案四中减伸率中接近的值为方案一。
2.3浆纱耐磨性测试
采用Y109型纱线耐磨性能试验仪,选用国产600号水砂纸;选用重锤为9 g;逐次取样之间间隔1 m;共试验60次。将实验测试数据及计算后的耐磨提高率整理如表4所示。根据表4可知,方案二的耐磨提高率最好。而方案四中的耐磨提高率与方案一最为接近。
表4纱线耐磨次数及耐磨提高率
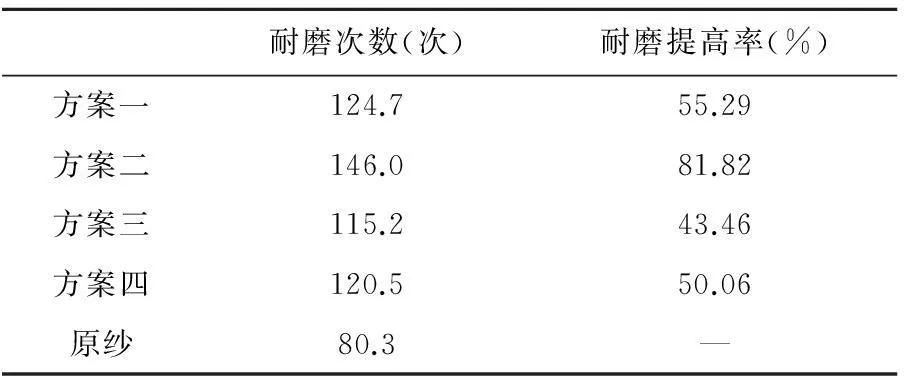
耐磨次数(次)耐磨提高率(%)方案一124.755.29方案二146.081.82方案三115.243.46方案四120.550.06原纱80.3—
2.4纱线性能综合分析
由于根据各个指标选取的最优配方及配比不尽相同,考虑到实际生产中的问题,毛纱织造过程中常常遇到的主要问题是强力不足、耐磨性太差,从而导致织造过程中的经纱断头。因此根据纱线增强、减伸、耐磨提高的比重为3∶3∶4。综合评价上浆效果,计算公式为:综合比重=增强率×0.3-减伸率×0.3+耐磨提高率×0.4,结果如表5所示。
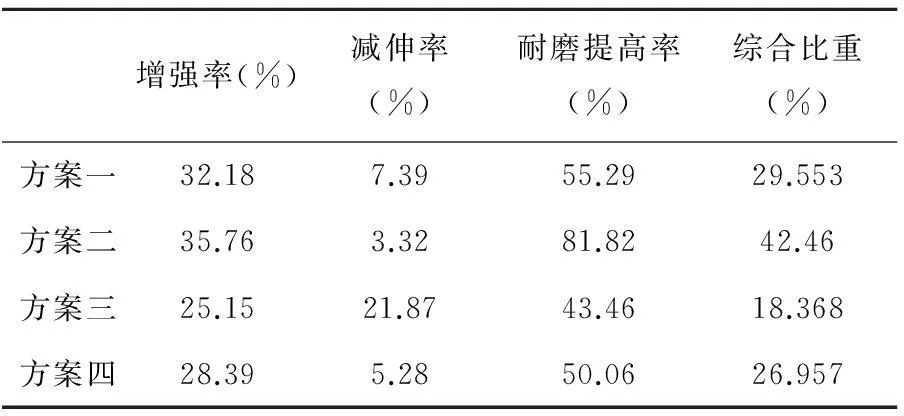
表5 纱线性能综合比重
从表5可以看出,方案二中的纱线综合比重数值最大,说明其增强率、减伸率、耐磨提高率较好,其纱线性能较好。方案四中的纱线综合比重与方案一的纱线综合比重最为接近,其纱线性能也较为接近。
2.5纱线上浆率与退浆率
在上述测试基础上,通过纱线上浆前后及退浆前后重量的变化进行了纱线上浆率与退浆率的测试与计算,将测试结果制成比较图(图1)进行分析。
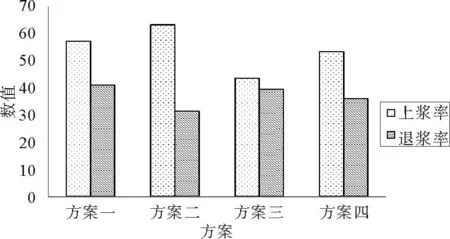
图1 上浆率与退浆率比较图
由图1可知,纱线的上浆率很高,出现这种情况从原料、调浆、上浆等方面分析,有以下几点原因。
第一,纱线的毛羽过多,过长,在浸浆时毛羽容易带走过多的浆料,造成上浆率的增大。第二,上浆过程中,温度不易控制,温度下降的速度较快,浆液容易粘附到纱线表面,只有极少量的浆液浸入纱线内部。第三,压浆辊的压力不够,造成了浆液随着纱线进入烘箱烘造,造成了纱线上浆率的增大。第四,纱线的细度小,捻度小,强力低,在上浆过程中,为减少断头率将纱线的上浆速度降低,因此纱线浸浆时间增大,造成上浆率的增大。
同时本文退浆实验采用水煮退浆的方法,分析可知,退浆效果最好的为方案三。方案二的退浆效果最差。这是因为在方案二中,加入的PVA最多。在本实验中加入的PVA为PVA205,它是聚合度为500、醇解度为(88%±1%)的低聚合度,部分醇解PVA。在水的作用下其水解度较低,导致了方案二的退浆效果最差。方案一与方案四的退浆效果相近。另外,PVA在碱液的作用下分解较快且较完全,由于本文所使用的毛纱耐酸不耐碱,所以只是采用了水解的方法对织物退浆,以减少碱液对织物的影响。
3 结语
3.1加入PVA与不加的比较
方案一与方案二加入PVA,方案三无PVA。通过对上浆纱线的毛羽指数、耐磨提高率、增强率和减伸率等性能比较,可知加入PVA后,纱线的性能得到了很大的提高。
3.2PVA加入量的比较
在方案二中PVA的量比方案一中的增多,通过实验可以知道,增加PVA的量对纱线的性能有所提高,但是PVA在水中溶解低,不易退浆,给后续的工艺造成了困扰。所以应该采用较少的PVA加入量。应小于45%。(方案一中PVA:接枝淀粉:聚丙烯类为45∶42∶12)。
3.3与进口浆料性能比较
通过对纱线性能及工艺过程的比较,方案一中纱线各项性能指标与进口浆料最为接近,而根据丹阳毛纺厂实地考察得知,丹阳毛纺厂所用进口浆料的浆纱性能良好,能满足织造要求。
3.4最佳方案
综上所述得出最佳配比方案为:毛单纱上浆时,浆料采用接枝淀粉、聚丙烯(酰胺)类、PVA混合浆料,各部分含量为PVA∶接枝淀粉∶聚丙烯(酰胺)为40∶40∶20,同时辅以1%抗静电剂,含固量18%,上浆温度75℃为宜。
[1]易东玲.毛纱单纱上浆的工艺探讨[J].毛纺科技,2000,27(1):46—47.
[2]周永元.纺织浆料学[M].北京:中国纺织出版社,2004.
[3]郭嫣,王绍斌. 织造质量控制[M].北京:中国纺织出版社,2005.
Research on Single Worsted Wool Yarn Sizing Technology
Zhang Qiuju1,Zhang Pengfei2
(1.Xi′an Polytechnic University,Xi′an 710048, China;2.Shaanxi Entry-Exit Inspection and Quarantine Bureau, Xi′an 710068,China)
In order to get the same effect with imported sizing agent,the 18 tex single worsted wool yarn was tested before and after sizing,the performance such as stretching rate,breaking elongation,hairiness index,abrasion resistance times were tested and analyzed.The results showed that the optimal ratio of PVA,grafted starch,and polypropylene (pp) was 40∶40∶20,meanwhile,the antistatic agent was 1%,solid content was 18%,and sizing temperature was 75℃.
worsted;sizing;hairiness;stretching rate;breaking elongation;abrasion resistance
2015-09-27
张秋菊(1990—),女,河北石家庄人,硕士研究生。
TS134.2
A
1009-3028(2015)06-0012-03
