用电解铝液直接生产铝合金产品的优缺点分析及其应对措施
2015-08-23刘民章
刘民章
(青海桥头铝电股份有限公司技术中心, 青海 西宁 810100)
用电解铝液直接生产铝合金产品的优缺点分析及其应对措施
刘民章
(青海桥头铝电股份有限公司技术中心, 青海 西宁 810100)
介绍了电解铝液的特点,分析了电解铝液对铝合金产品生产的优点和不利影响,提出了直接利用电解铝液生产铝合金产品的应对措施。
电解铝液; 铝合金产品; 优缺点; 应对措施
随着铝电解工业的迅速发展,我国已经成为名副其实的铝生产大国,但距离铝工业强国尚相差甚远。因为无论在铝加工品种方面还是在高端铝产品加工质量方面,与发达国家如美国、日本、法国、德国等尚无可比拟。尤其是在直接利用电解铝液就地转换成铝加工产品方面,由于受到熔体处理工艺的限制,电解铝液的就地转换率仅有40%左右,从而大大限制了铝加工行业对电解铝液的直接利用。因此,在充分研究电解铝液特点的基础上,分析电解铝液在铝合金熔铸生产中的利弊,并采用针对性措施消除电解铝液的不利影响,对于直接利用电解铝液生产高品质铝合金产品十分重要。
1 电解铝液的特点
电解铝液的特性总结如下[1-4,6]:
(1)温度高。在霍尔- 艾特鲁电解槽中,电解过程发生在950~970 ℃,所以电解槽中的铝液温度至少在940 ℃以上。即便是经过出铝、铝液运输以及由真空抬包向熔炼炉中转注过程,铝液温度有所下降,但仍然在850~900 ℃。相对于660 ℃金属铝的熔点而言,电解铝液属于过热熔体,其过热度高达190~240 ℃。
(2)氧化夹杂多。电解质是由冰晶石和氧化铝构成的熔盐,其密度为2.1 g/cm3,较铝液的密度小(2.3 g/cm3),从理论上讲,二者在电解槽中有着明确的界面。然而,由于电解槽电场、磁场所产生的电磁力对铝液的搅拌作用,使得在电解质- 铝液界面发生铝的二次氧化;加之在出铝过程中,出铝管进入电解槽的深度偏差(或插入较浅于电解质中,或插入较深直接与槽底接触),不可避免地将电解质和铝的氧化物吸入真空抬包之中,从而造成电解铝液中氧化夹杂多。
(3)Fe、Si含量高。在电解过程中,由于SiO2、Fe2O3被还原,生成的Fe、Si溶解于铝液之中。通常,铝液中的Si含量在0.05%~0.10%,Fe含量在0.10%~0.17%。这些Fe和Si主要来自氧化铝、炭阳极和铁制操作工具。
(4)氢含量高。电解铝液中含有大量的气体,如H2、CO、CO2、N2和CH4等。其中,氢含量最高,约占总气体含量的70%~90%。
(5)Na含量高。电解铝液中的Na主要来自冰晶石(Na3AlF6)和氟化钠(NaF)。在电解过程中,由于Na+比Al3+更具活性,Al将Na从冰晶石和氟化钠中置换出来,析出于阴极上,并由此进入铝液之中。通常,电解铝液中的Na含量可达0.011%~0.05%。
2 用电解铝液直接生产铝合金产品的优点
用电解铝液直接配料生产铝合金产品具有下列优点。
(1)节能。由于到达铸造车间的铝液温度通常都很高,而高温电解铝液中蕴含了大量的热量,因此,用电解铝液直接配料生产铝合金产品如热轧用铝合金扁锭和铸轧板,具有巨大的节能潜力。
将1 t重熔铝锭由室温加热到750 ℃,理论所需热量约为1.21×109J,折合电能337 kW·h/t[1]。以一个年产能30万t的中型电解铝厂为例,如果生产铝合金时按照70%的电解铝液配入量,即以21万t的电解铝液直接配料生产铝合金产品,那么每年可节约电能:21×104t×337 kW·h/t=7.077×107kW·h。按照自备供电电价0.33元/kW·h计,每年可为企业节约资金2 335.4万元,节能效果和经济效益非常显著。
(2)熔化时间短,可以提高生产率。以德国LOI公司55 t矩形蓄热式燃气熔炼炉为例,当全部以重熔铝锭(或固体工艺废料)为炉料熔炼55 t铝合金熔体时,所需的熔炼时间长达13~14 h,而以70%电解铝液+30%固体炉料熔炼相同数量的铝合金熔体,所需要的熔炼时间仅为4~5 h。可以看出,采用电解铝液直接配料熔炼铝合金比全部用固体料时,每炉可节约熔炼时间约9 h,节时效果非常显著,从而可以提高单位时间的产品出品率。
(3)可明显减少金属烧损。在电解铝厂,当将电解铝液铸造成重熔铝锭时,铝液的烧损可达0.4%~0.5%,而在以重熔铝锭为炉料熔炼铝合金熔体时,其重熔烧损可达2%~4%[5]。以年产能为30万t的电解铝厂为例,如果将30 t电解铝液全部转化为重熔铝锭,那么仅电解铝液烧损每年将损失金属铝1 200~1 500 t;如果再以全部重熔铝锭熔炼铝合金,那么铝锭二次重熔产生的金属损失则为6 000~1 2000 t,两项合计为7 200~13 500 t。
而如果以30%重熔铝锭+70%电解铝液配料生产铝合金产品,则金属烧损会大大减少:生产重熔铝锭(9万t)产生的金属烧损为360~450 t,其二次重熔产生的烧损为1 800~3 600 t,铝合金熔炼过程中电解铝液的烧损按照与重熔铝锭相同的烧损率计算,所产生的金属烧损为840~1 050 t,三项合计为3 000~5 100 t。由此可以看出,直接利用电解铝液配料生产铝合金产品,每年可减少金属烧损4 200~8 400 t,减少金属烧损的效果非常明显。
3 电解铝液对铝合金产品生产的不利影响
利用电解铝液直接配料生产铝合金产品虽然具有上述优点,但是,电解铝液的特点决定了其对铝合金产品质量会产生不利的影响。
(1)由于电解铝液温度高,属于过热熔体,其中存在的非自发晶核少[6],如果熔体处理不当,就会导致在铝合金产品中产生粗大的晶粒组织,影响轧制产品的组织和力学性能。
(2)由于电解铝液中的气体含量高,尤其是氢含量高,如果熔体处理不当,在铝合金产品凝固过程中,就会在产品基体中产生氢气泡,并在后续轧制过程中形成针孔、孔洞甚至造成轧制铝材断裂,严重时可导致铝材成批报废,造成严重的经济损失。
(3)由于电解铝液中的氧化夹杂含量高,如果熔体炉内精炼和在线除渣处理方法不当或在线过滤效果不良,就会有一部分尺寸较大的氧化夹杂存留于铝合金产品中,形成夹杂缺陷,不但影响产品的铸态性能,而且由于夹杂的存在,严重破坏了合金基体的连续性,对金属的性能特别是高向性能有严重影响;对薄壁零件更加有害,它能破坏零件的气密性;在轧制产品中,还会造成轧制铝材分层乃至断裂,从而使轧制铝材报废[7]。
(4)由于电解铝液会使铝合金产品产生粗大晶粒组织、形成氧化夹杂,并且在合金凝固过程中,铝液中的其他夹杂会析出于晶界,从而对晶界结合力产生影响。在铸造应力大于晶粒间结合力时,会在合金基体中产生裂纹,从而影响合金产品的力学性能以及后续的轧制性能。对于轧制箔材、罐料铝材,这是导致产品报废的致命缺陷。
4 用电解铝液生产铝合金产品的应对措施
铝合金熔铸工艺流程比较复杂,任何操作都会对熔铸产品质量产生不良的影响,尤其是利用电解铝液直接熔铸铝合金产品时,更应引起高度重视。
(1)出铝作业。出铝作业人员应熟练掌握出铝作业技巧,根据铝电解槽的铝液高度和电解质高度,把握好出铝管在铝电解槽中的插入深度,避免将电解质或炉底沉淀物吸入真空抬包内。
(2)改进铝液转注方式,将铝液转注过程中所产生的铝液氧化减少到最小程度。在国内铝合金熔铸生产中,普遍采用将真空抬包吊起并操作其传动装置使包体倾斜,使铝液直接经由熔炼炉的受铝口注入炉中。在转注过程中,铝液与炉底发生强烈碰撞并产生湍流,产生大量的铝液氧化并卷入大量的空气。
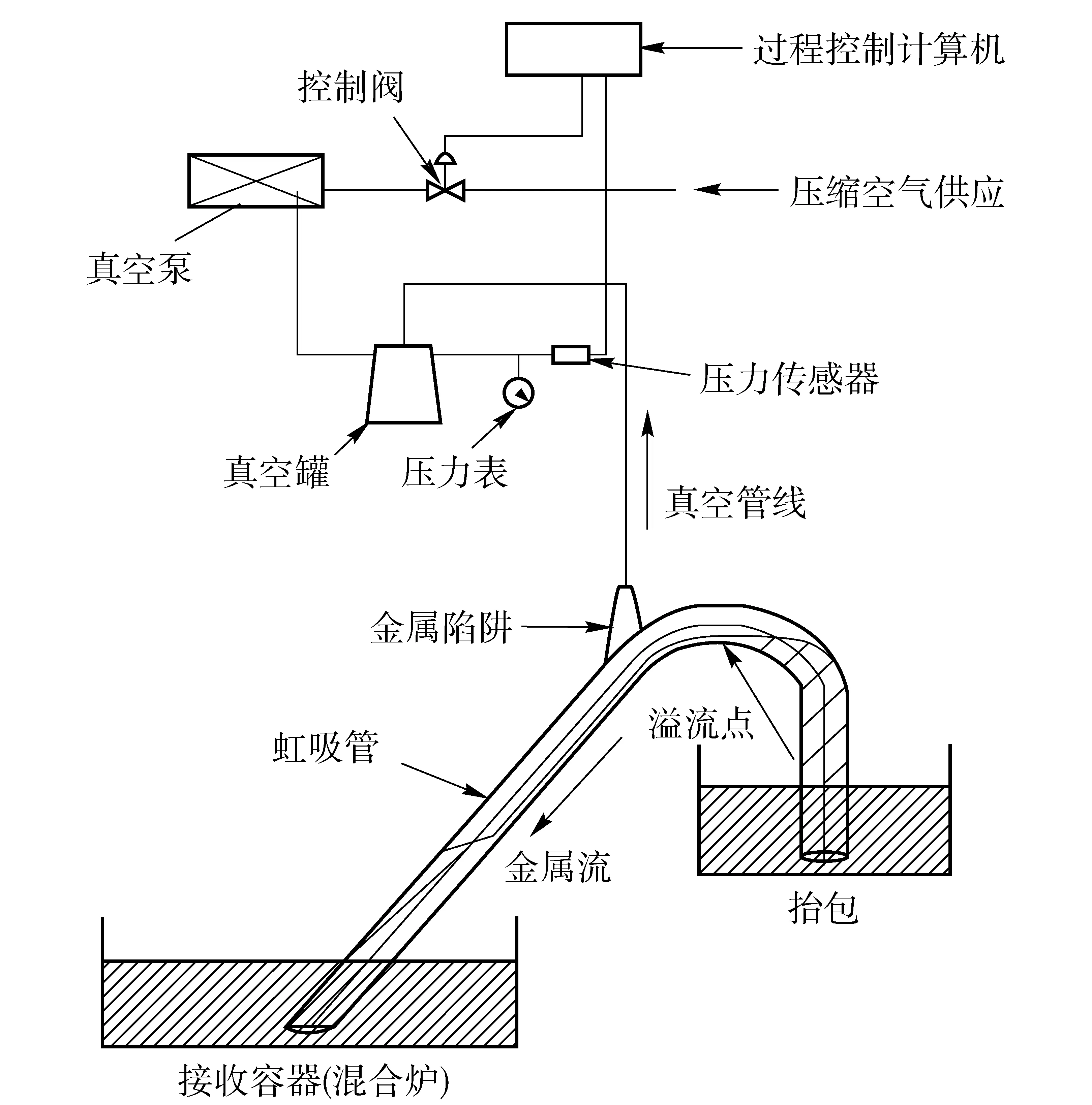
图1 自动化虹吸铝液转注原理
国外许多电解铝厂采用了一种名为“自动化虹吸管铝液转移系统”的装置来完成铝液的转注[8]。该方法消除了转注过程中铝液与炉底的碰撞,炉内铝液表面始终保持有一层致密的保护性Al2O3氧化膜,从而有效防止了炉内铝液的氧化与吸气,见图1。采用虹吸管将电解铝液转注到熔炼炉内,既可以在最大程度上减少铝液氧化造成的氧化物,又利于改善铝液的纯净度,而且可以减少金属烧损。
(3)选择最佳的固液比。由于电解铝液具有温度高、非自发晶核质点数量少的特点。因此,全部用电解铝液生产铝合金产品,必然存在晶粒粗大、氢含量高、裂纹倾向严重等问题。因此,在铝合金熔炼时,需要加入一定数量的固体冷料来降低电解铝液温度,减小其过热度,以达到增加熔体非自发晶核质点,细化晶粒的目的。因此,既能最大限度的节能又能获得良好铝合金产品质量的电解铝液添加量就成为充分利用电解铝液的关键所在。蒋诗琪等人[9]对用电解铝液生产5182罐用大扁锭的工艺进行了研究,认为电解铝液的最佳添加比例为60%~70%,此时,铝液降温和精炼结果都较好;而张延丽等人[10]通过研究1235合金生产时不同固体料添加比例与渣含量的关系,提出固体料为40%时铝合金熔体中渣含量最低;王建增等人[11]对用电解铝液直接生产铸轧铝板坯料的生产工艺进行了研究,提出在电解铝液质量分数为25%时,合金熔体的氢含量最低;何正夫等人[12]研究了用电解铝液生产铝材坯料的晶粒度控制,认为在铝合金熔铸配料时,固体炉料加入量应大于20%,方能有效降低熔体过热倾向,实现合金的晶粒细化。上述研究表明,要直接利用电解铝液生产出氢含量和氧化夹杂含量低并且具有细小晶粒组织的铝合金产品,固体料的添加比例最少不得小于20%。通常,大多数铝加工企业将固体料添加量控制在30%~40%,也就是说,固液比为3∶7或4∶6。
(4)铝合金熔炼采用电磁搅拌。在铝合金熔炼过程中,为了保证铝熔体的化学成分和温度均匀性,必须对铝熔体进行搅拌。在人工或机械搅拌过程中,搅拌器具很容易在熔体中形成湍流,破坏铝熔体表面的氧化膜,使熔体一直处于高温氧化以及空气的卷入状态[13]。而电磁搅拌是利用电磁力对铝液进行搅拌,可以通过改变电源频率来调节搅拌强度,将搅拌力控制在熔池内铝液的次表面,从而实现以较短的时间来获得温度和成分都非常均匀的铝合金熔体的目的,而且电磁搅拌不破坏熔体表面的氧化膜,因此,采用电磁搅拌不仅能获得温度和成分都很均匀的铝合金熔体,而且还可以有效地控制氧化铝夹杂的产生和大量空气的卷入。采用电磁搅拌所产生的氧化渣比机械搅拌减少约15%~25%[14]。
(5)熔体精炼。目前,国内许多铝加工厂在铝合金产品熔铸精炼时多采用熔剂精炼,然而,熔剂成分复杂,杂质含量高,尤其是碱(土)金属Na、Ca含量高[15],而Na、Ca含量高会造成铝合金热轧过程中出现裂边现象[16-17]。因此,在生产具有较高质量要求的铝合金产品时,应当采用以高纯氩气为载体向铝合金熔体中通入四氯化碳的方法对铝熔体进行精炼。这种精炼方式不仅能有效除去悬浮于熔体中的夹杂和溶解于熔体中的氢,更重要的是,可以有效除去铝熔体中的Na、Ca等碱金属,从而改善合金的轧制性能。
(6)在线精炼。在线精炼包括在线除气和在线除渣。对于要求不高的铝合金产品,可采用单级陶瓷泡沫过滤装置,通常以30 ppi或40 ppi的过滤板孔目配置即可;对于要求较高的产品,可用双级板式过滤,以30/50 ppi的孔目配置比较好;而对于双零泊轧产品或罐装饮料罐用铝材坯料,则应使用深床过滤装置。这样,根据铝合金产品的不同用途选择相应的过滤装置,不仅能满足下游轧制工序的质量要求,而且从成本上也是经济可行的。
在线除气对于铝合金产品的氢含量控制十分重要。目前,国内铝合金在线除气多采用溜槽式在线除气装置,然而由于该装置存在上部吊盖与铝液溜槽密封不严、石墨转子杆易产生高温氧、石墨转子杆易受到铝液冲刷等一系列缺点,在运行一段时间后出现故障频率较高,维护检修成本高,铝熔体除气效率较低等问题[18]。因此,这种除气装置对于氢含量要求严格的铝合金产品是不适用的。由海德鲁公司开发的Hycast I-60 SIR在线除气装置成功地解决了这一问题,该装置的内部结构如图2所示。

图2 Hycast I-60 SIR 装置的内部结构
由于该装置一直处于密封状态,且在运转过程中不会产生涡流,因此熔体处理中不会产生氧化夹杂并将空气卷入;在除气装置中,气泡和铝液有充分的时间进行反应,达到铝液净化的要求;由于铝液出口在箱体底部,而氧化渣的比重比铝液小得多,加之惰性气体的浮力作用,使得铝液从装置下方流出时氧化渣不会随铝熔体流出,从而可以保证铝液洁净;与溜槽式除气装置相比,石墨转子可连续使用200~400 h而不损坏;最重要的是,此装置具有良好的除气和除渣双重效果,其对溶解氢的除气率保证值为0.11 mL/100g-Al。 因此,该装置是高端铝合金熔铸产品的理想在线除气装置。
(7)晶粒细化。用电解铝液直接配料生产铝合金产品的晶粒细化途径主要有:①熔化时添加固体料,降低电解铝液温度,增加铝熔体中非自发晶核数量;②避免合金熔炼与保温时间过长,形成过热熔体;③选择溶解性能优良的晶粒细化剂;④在溜槽中逆流加入晶粒细化剂;⑤根据铝合金产品规格,合理调整冷却强度。
5 结束语
用电解铝液直接配料生产铝合金产品已经成为一种趋势。因此,应当充分了解和掌握电解铝液的特点及其对铝合金熔铸产品质量的影响,结合企业设备现状,通过设备改造、工艺改进和严格工序操作,就一定能克服电解铝液对铝合金熔铸产品的不利影响,生产出符合市场需求的高品质铝合金熔铸产品。
[1] 李先胜.用电解铝液生产铝材坯料的工艺技术[J].轻合金加工技术,2003(4):7-8.
[2] 孙建华.用电解铝液生产铝合金扁锭的工艺技术研究与实践[J].铝加工,2005(1):47-49,58.
[3] 戴飞.用电解铝液生产6061铝合金圆铸锭工艺研究与实践[J].轻金属,2013(2):31-34.
[4] 沈海鸥.用电解铝液生产铝合金扁锭的熔体净化工艺[J].轻合金加工技术,2009,(4):13-16.
[5] 迟志坤,唐明君,夏建奎.铝加工过程中原铝锭损耗率的研究与计算[J].轻合金加工技术,2001(8):13-14,40.
[6] 葛诗泉.用电解铝液生产铝加工材坯料的生产工艺与经济效益[J].有色金属加工,2002(8):36-38,42.
[7] 肖亚庆.铝加工技术实用手册[M].北京:冶金工业出版社,2005.
[8] Jerry Locatelli, Guangwei Liu. Crucible transfer by siphoning: a review of the benefits and the latest technology[J].TMS(The Minerals,Materials & Society),2010: 639-650.
[9] 蒋诗琪,蒋显全,林佳军,等. 短流程制备5182罐用大扁锭的工艺和组织研究[J].中国材料科技与设备.2012(3):79-82.
[10] 张延丽,时利.影响LiMCA测渣系统的因素及其对铸造工艺的影响[J].轻合金加工技术.2013(5):33-36.
[11] 王建增,司圣杰.电解铝液直接生产铸轧铝板坯料工艺研究[J].轻合金加工技术,2013(6):21-24.
[12] 何正夫,王荣莉.用电解铝液直接生产铝材坯料的晶粒度控制[J].有色金属加工,2012(10):17-19.
[13] 刘民章,李贤.一种降低铝锭铸造过程种铝液烧损的混合炉设备配置方法[J].轻金属。2013(1):52-55.
[14] 徐平.电磁搅拌器在电解铝液混合炉上的应用[J].有色设备。2005(5):18-20.
[15] 刘民章,张能发,潘建业.3104铝合金熔体中Ca的来源分析及其除钙方法[J].铝加工,2014(4):9-11.
[16] 吴广宇,卢秉麟.5052铝合金热轧板带裂边的原因及其预防措施[J].轻合金加工技术,2008(8):19-21.
[17] 晋五良.影响3104合金自退火罐体坯料断罐率的主要因素[C],2010年全国铝板带箔技术交流会论文集,107-111.
[18] 刘民章,祁海东,李贤.一种新型铝合金熔体在线除气装置[J].有色设备,2014(5):25-27.
Analysis on Advantages and Disadvantages of Aluminum Alloy Direct Production by Electrolytic Aluminum Liquid and Its Countermeasures
LIU Min-zhang
This paper introduces the characteristics of electrolytic aluminum liquid, analyzes the advantages and disadvantages of electrolytic aluminum liquid in the production of aluminum alloy, and puts forward the countermeasures for aluminum alloy direct production by electrolytic aluminum liquid.
electrolytic aluminum liquid; aluminum alloy products; advantages and disadvantages; countermeasures
2015-06-02
刘民章(1961—),男,大学本科,高级工程师,主要从事铝加工工艺技术研究工作。
TF821
A
1008-5122(2015)06-0012-05
