非圆曲线参数编程误差计算及应用
2015-08-02谢超
谢超
(合肥通用职业技术学院实训中心,合肥230032)
非圆曲线参数编程误差计算及应用
谢超
(合肥通用职业技术学院实训中心,合肥230032)
将非圆曲线采用等距的方法进行分割,建立数学模型,对每一段等距分割产生的误差进行计算,推导出实际产生最大误差公式,设定实际产生最大误差值为变量参数,根据变量参数的大小减少或增加等距分割的步距,使数控编程产生的误差满足技术要求的最大误差,应用实例验证该方法的有效性.
非圆曲线;参数编程;编程误差
等距分割法:用平行于X轴或Y轴的等距离若干条平行线把曲线均匀的分割,如图1、图2所示.相邻两平行线的距离Δx或Δy称为分割步距,步距越小则编程误差越小.

图2 等距Y分割
等角度分割法:按曲线起点和终点的参数角度的夹角,把夹角均匀分成若干份,每一份角度为一个步距角Δα,Δα越小则编程误差越小,如图3所示.
以上两种分割方法,参数编程虽然很简单,但从图1、图2、图3中可以看出,由于曲线分割方式不同,各段的误差也有所不同,在图中AB段的误差最大值时往往超出技术要求的最大误差.
2 误差分析计算
设分割步距为参数变量,通过一定的算法对每一段误差进行计算,如大于技术要求的最大误差,则按要求减少步距,步距减少后再进行计算,直到误差小于或等于技术要求的最大误差.

图3 等角度分割

图4 任意曲线的方程为y=f(x)
以图4为例,曲线的方程为y=f(x),设定X向的分割步距为Δx,步距的递减量为ε,技术要求最大误差为δ,计算实际误差δ1步骤如下:
(1)以A为起点,A点坐标为A(xa,ya),按步距为△X进行分割,第一段直线终点为B,其坐标为B(xb,yb),则xb=xa-Δx,yb=f(x-Δx),弦AB的斜率为:方程为(yb-ya)x-(xb-xa)y+ xbya-xayb=0.
(3)根据拉格朗日中值定理,曲线AB中间至少有一点C(xc,yc),该点的切线CT平行于弦AB,该点是唯一的,且该点到弦AB的距离最大,此最大值即为实际的最大误差δ1,由切线的斜率等于kAB及切点在曲线上得方程组:

(4)求出切点C到弦AB的距离即实际的最大误差

判断当δ1>δ,则减少步距Δx→(Δx-ε),当δ1<δ,则可以进行加工.其流程图如图5所示:
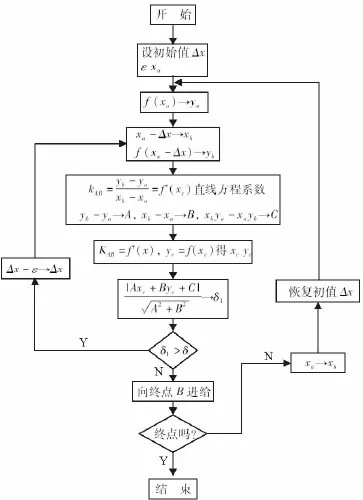
图5 参数编程流程图
3 应用实例
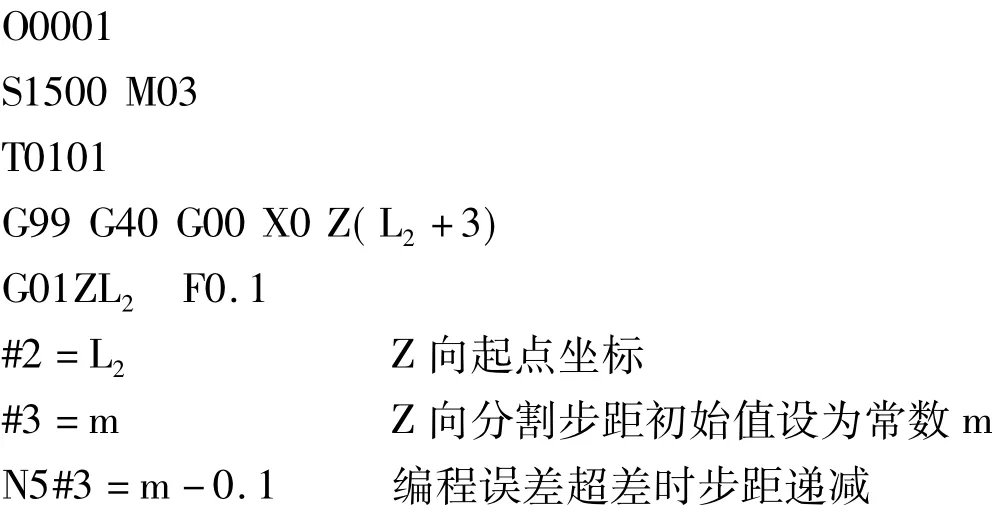
以椭圆的中心为坐标原点,以FANUC系统为例精加工图6所示图形,椭圆误差不大于0.1,其长半轴为a,短半轴为b,其方程为:+=1.

图6 编程实例
程序如下:


4 结语
用参数编程的方法加工非圆曲线和曲面时,根据图纸要求一定要对所编制的程序误差进行分析计算,建立正确的数学模型后再编程,从编程开始就要考虑控制精度.文中对椭圆曲线编程误差进行了分析,得到了控制其精度的编程解决方法.其它非圆曲线也可以通过上述方法类似推算.
[1] 杨顺田.基于测头运动方程的蜗杆检测数控程序设计与误差分析[J].组合机床与自动化加工技术,2014(1):86-89.
[2] 刘明玺.西门子系统数控车床螺纹加工参数化编程方法研究[J].西安铁路职业技术学院学报,2013(4):4-6.
[3] 苏亚辉.圆锥曲线数控车削宏程序编程方法研究[J].工具技术,2012,46(12):40-42.
[4] 俞涛.基于数控车床FANUC系统对椭圆参数化编程的研究[J].机械制造与自动化,2011,40(1):97-98,134.
[5] 袁文武,蔡慧林.应用宏程序的非圆曲线类零件加工路径的优化[J].现代制造工程,2013(11):64-67.
[6] 文豪,高健.数控系统等误差直线逼近节点算法分析与改进[J].机械设计与制造,2013(9):217-219,223.
[7] 王西建,冀勉.宏程序在非圆曲线轮廓车削加工中的应用[J].组合机床与自动化加工技术,2013(7):110-111,114.
[8] 鲁开讲,韩玉强.用切线逼近非圆曲线的算法[J].现代制造工程,2002(4):25-25.
[9] 樊福印.以拉格朗日乘数法求极值为参照的比较研究[J].哈尔滨师范大学自然科学学报,2013(5):33-35.
[责任编辑 王新奇]
Calculation and Application of Non-Circle Curve Parameter Programm ing Error
XIE Chao
(Training Center,Hefei Institute of Vocational Technology,Hefei230032,China)
In this study,amathematicalmodel is constructed by means of non-circle curve equidistant segmentation.The error of each equidistant segmentation is calculated.The formula of the real largest error is deduced.The real largest error value is set as the variable parameter. The size of the variable parameters is referred to determine the reduction or increase of the pace of equidistant segmentation.As a result,the numerical programming error meets the maximum technical requirements.An example is cited to verify the effectiveness of themethod.
non-circle curve;parameter programming;programming error
1008-5564(2015)01-0076-04
TH161+.5
A
非圆曲线进行数控参数编程时自变量的选择有多种,最终都是用若干首尾相连的小段直线来逼近,由于曲线各处的曲率不同造成编程时部分曲线的误差超出技术要求的最大误差,文中提出了解决此问题的理论算法,并通过实例来说明此方法的可行性.
1 参数编程的误差分析
参数编程是数控加工手工编程编制非圆曲线和曲面一种简单易行的方法,它将曲线按一定规律分割成若干段,用直线插补G01把直线端点依次连接,形成逼近曲线,分割长度越小逼近曲线越接近理论曲线,主要分割方法有两种.
2014-10-18
谢 超(1977—),男,安徽淮南人,合肥通用职业技术学院实训中心讲师,硕士,主要从事数控加工技术,CAD/CAM应用技术研究.
