基于楔横轧与摆辗相结合的汽车半轴毛坯生产
2015-07-01魏光禄
魏光禄
(莱芜市汇锋汽车轴齿有限公司,山东 莱芜271103)
1 成形工艺分析
利用楔横轧与摆辗相结合生产汽车半轴,是一种汽车半轴毛坯轧制方法的改进。具体来说,为解决汽车半轴法兰盘直径∅250mm 以上楔横轧机无法轧制的难题,实现长度1200mm,法兰盘直径∅200~∅300mm 以上制件一次制作成形。
汽车半轴24K-03065,具有法兰盘直径大、长度较长等特点。先利用D46-1250 楔横轧机将细长轴颈及各台阶轧制成形,再利用余热将轧件放入摆辗机,将法兰盘一次摆辗成形。采用这种工艺,产品内在组织晶粒细化,金属流线保持连续,外观质量好,可实现产品杆部和法兰盘外端面不加工,材料利用率达到99%以上,生产效率高,每班可生产1200 件。
2 工艺与模具设计
2.1 制作楔横轧专用模具
模具规格∅1200mm×∅1000mm×1400mm,棒料规格∅90mm×635mm,模具多楔轧制,最大轴颈∅80mm,最小轴颈∅55mm,断面收缩率69.1%,成形角28°、28°、30°,展宽角11°、8.5°。
2.2 台阶轧制
将锯好的∅90mm×635mm 40Cr 圆钢棒料放入500kW 中频感应电炉内加热,加热温度控制在1050±20℃。
将加热好的棒料通过自动传送装置传送,再用限位开关、光电开关、电磁阀、气缸,按照推料节拍传送到楔横轧机的上下模具之间,上下专用模具作同向旋转,棒料在专用模具旋转一周的过程中,逐渐将台阶轧制成形。如图1 所示。
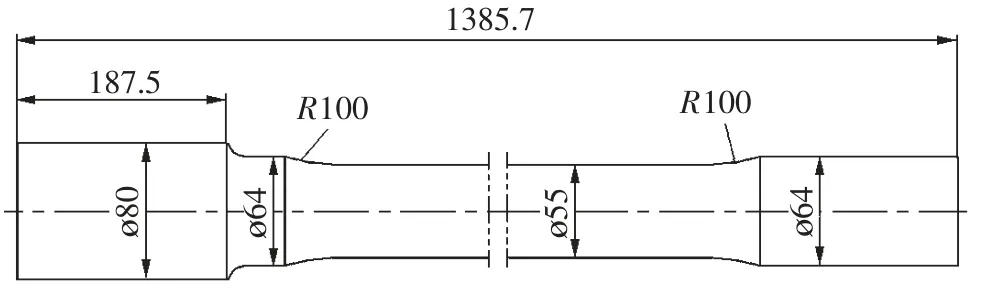
图1 台阶轧制成形
所述的半轴制坯沿圆周方向上轧制共分为三段:
第一段为楔入段。在该段中,包括起楔角和展开角,轧件在轧辊的压力作用下,将输入的加热金属棒料初步压缩和延伸。
第二段为初步定型段。在该段中,大外圆及细长杆部进一步深轧的同时,细杆部二次外延起楔,二次深轧外延起楔角分别为29°、30°,使轧坯逐步深轧成形,各部位的直径和长度均符合半轴制坯的标准。
第三段为精整成型段。将轧件在整周上全部轧制成所需尺寸,并将轧件的全部尺寸精度与表面粗糙度精整后,达到产品的最终要求。通过精轧,将半轴杆部及各台阶轧制成形,各部位的直径和长度均符合半轴制坯的标准。
2.3 法兰盘摆辗成形
接下来,利用余热将轧制毛坯放入DWY99-200E 卧式摆辗机摆辗成型半轴毛坯。24K-03065 半轴法兰盘最大轴径为∅265mm×1300mm,采用水平运动的卧式摆辗锻造机,摆头随水平滑块做直线运动,摆动由滑块内主轴旋转带动来实现,将半轴法兰盘摆辗成形。如图2 所示。
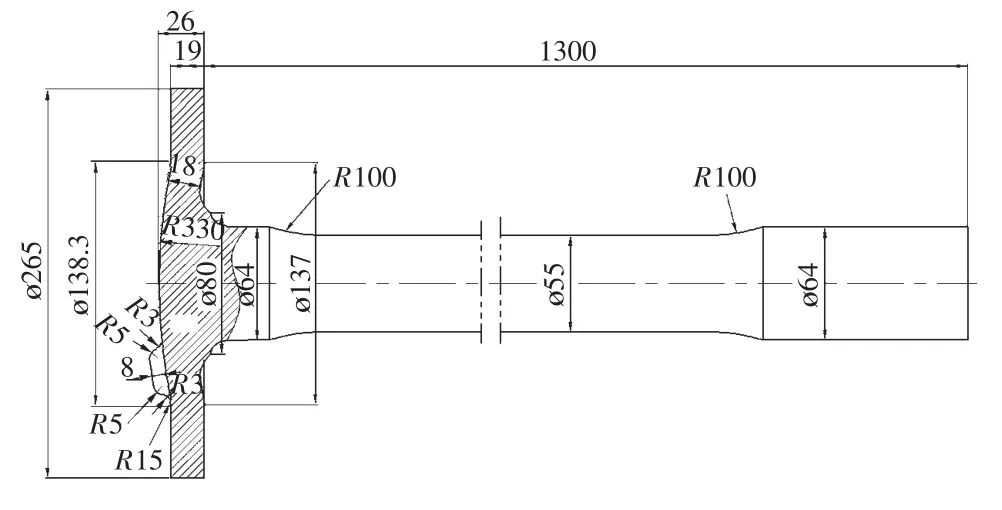
图2 法兰盘摆辗成形
由于工件以局部循环变形代替常规锻造中的整体变形,因此有明显的省力特点,与常规锻造相比,通常可省力10~15 倍,可用于生产需大吨位锻造设备加工的锻件。摆辗机运动方式为水平运动的卧式摆辗锻造机,摆头随水平滑块作直线运动,摆动由滑块内主轴旋转带动来实现。并且锻造变形均匀,金属流线好,工件质量高,可实现少切削或无切削加工,省料节能,降低劳动强度。制作工艺如下。
2.3.1 首先制作专用模具
模具有凸模、凹模、夹紧模组成,模具材料H13合金工具钢,经过加工、真空淬火制作而成。如图3所示。
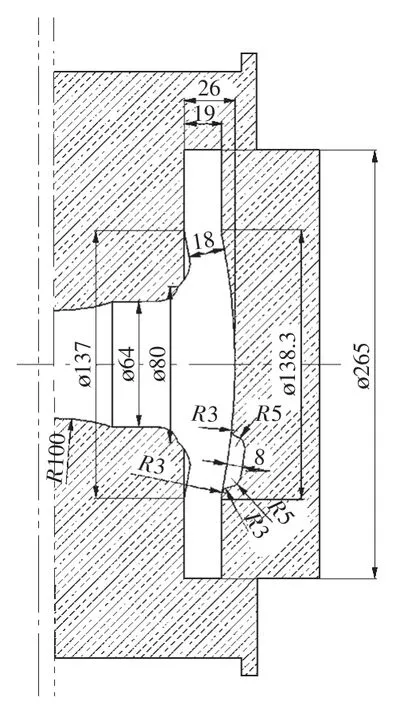
图3 摆辗专用模具
2.3.2 摆辗准备
摆辗时,将选择开关转到“调整”位置,将机器处于开模状态,装夹工件,工件装夹在机身端部模具内,装夹位置长度由挡料机构调节。双手按压“压制”按钮,机器按调整好的动作辗压工件。检查各动作是否正常。
2.3.3 摆辗生产
再将选择开关转到“半自动”位置,按工艺要求调试半自动工艺,工艺动作为:合模→压紧→主缸快进→主缸慢进→摆头摆动→整形→主缸微退→主缸后退→主缸停止→松开→开模→开模停止→喷石墨。在辗压过程中,如出现不正常现象应及时停机检查故障。
下料时,棒料截取的长度以其重量等于或略大于所要轧制和摆辗的半轴重量之和即可。
3 结论
采用楔横轧与摆辗相结合的工艺,不仅节材、效率高,而且变形均匀、金属流线好、轧件质量高、可轧制较大直径工件。同时,由于采用了余热,无需二次加热,工件一次成型,节材、节能,具有良好的社会和经济效益。
