彩涂半贴膜产品的开发与生产
2015-06-23谭运刚
刘 星 柯 聪 谭运刚
(1.武钢股份冷轧薄板总厂 湖北 武汉:430080;2.武钢股份质检中心 湖北 武汉:430080)
彩涂半贴膜产品的开发与生产
刘 星1柯 聪2谭运刚1
(1.武钢股份冷轧薄板总厂 湖北 武汉:430080;2.武钢股份质检中心 湖北 武汉:430080)
彩涂半贴膜产品主要应用于家电板领域,为防止带钢在生产、物流运输中发生碰撞、摩擦而损坏表面漆层,因此需要在此部分外露板面上贴一层保护膜。介绍了某彩涂机组的局部贴膜产品从开发到生产的过程,并研究了在生产中的辅材制作、工艺控制等关键要素。
彩涂板;局部贴膜;开发;生产
0 引言
彩色涂层板具有色彩艳丽、耐腐蚀性强、使用寿命长、加工成型方便、生产投资成本低、环境污染小等优点,被广泛应用于建筑行业等各个领域[1]。随着彩涂家电板产品的发展及市场需求,家电厂家对产品的表面质量要求愈来愈严,为保护板面不受刮伤等机械损伤,要求钢厂在生产时在带钢表面覆一层保护膜,根据不同家电厂家的不同要求,覆膜分为全贴膜及不完全贴膜(俗称半贴膜),半贴膜产品主要应用在需大面积折弯同时存在外露及不外露的情况,不外露的部分不需要贴膜。部分产品在组装完毕发货时,保护膜仍然保留,由最终用户揭去。其中在家电厂出厂前揭去的保护膜需要60 个单位的粘力,由最终用户揭去的保护膜需要180 个单位的粘力[2],这一需求出现的同时也对钢厂的研发及生产能力提出了要求。
1 冷贴膜机的工作原理
国内某彩涂机组冷贴膜机由意大利FATA公司设计安装,主要由芯轴、转向辊、纠偏装置、贴膜辊等构成,其主要的工作原理为通过芯轴固定冷膜卷,冷膜通过转向辊导入生产线,再利用贴膜辊将冷膜压在带钢表面,如下图1所示。

图1 贴膜原理图
芯轴及贴膜辊都由单独的电机进行控制,线速度与机组速度保持一致,贴膜机配有两根芯轴,生产中一卷膜贴完后另一备用卷能够进行自动切换,以保证机组的连续性生产。控制系统分为巡边及对中两种模式,冷膜卷在芯轴的位置需与带钢的位置保持一致,当膜的位置与带钢的位置出现偏差时,可通过纠偏装置来调整芯轴的水平位置[3]。
在覆膜机覆膜过程中,保持膜所受张力恒定是保证成品质量的一个重要条件。如果张力过大,则膜与带钢间受力过大从而造成膜被拉变形甚至被拉断。反之,若张力过小,则膜会松散,在带钢表面覆膜会产生褶皱、气泡等质量缺陷,甚至膜会缠绕到其他传动辊上。为了避免上述问题的发生,需要在覆膜过程中能自动调节膜张力并使之控制在一定范围内保持稳定[4]。
2 彩涂半贴膜研发及调试过程
在某冰箱产品上进行侧板半贴膜,规格为0.45mm×1168mm,要求在带钢表面贴两条宽度为369mm的膜,正中间170mm部分不贴膜,两边各130mm不贴膜,如下图1所示:

图2 某冰箱半贴膜产品示意图
由于是两卷独立的冷膜,因此必须保证冷膜卷的位置与钢卷的贴膜位置对应,且冷膜卷不能产生任何方向上的位移,主要问题点是如何实现冷膜卷与芯轴的位置保持固定。若将两卷冷膜直接安装到芯轴上,不加纸套筒,生产时冷膜卷易产生位移,无法保证贴膜效果。根据贴膜机的工作原理及客户要求,在两卷冷膜之间加装一个套筒,即用套筒代替中间不贴膜的部分,以固定两卷冷膜的位置,要求套筒的宽度、膜宽度与不贴膜部分的宽度之和等于带钢宽度,而套筒可采用冷膜卷的内衬纸套筒。
实施方案:a、辅材制作。首先选取一个未变形的冷膜卷内衬纸套筒,切割一个宽度为170mm的纸套筒,纸套筒需为规则的圆柱体,且不易变形;b、冷膜卷的挑选。挑选两卷直径相同的冷膜卷,冷膜卷的直径必须相同,否则在生产中膜的速度会产生差异,影响贴膜效果;c、冷膜卷的固定。冷贴膜机的芯轴长度为1800mm,先固定一个冷膜卷的位置,根据计算,冷膜卷的外边部距离芯轴较近一端的长度为(1800-369×2-170)/2=446mm,如下图3所示。

图3 冷膜卷安装示意图
然后将纸套筒放在两卷冷膜之间,最后安装好另外一卷冷膜,将芯轴充气膨胀,然后用钢销在外端加固,保证冷膜卷不会有任何方向上的移动。安装完后的实际见图4所示。
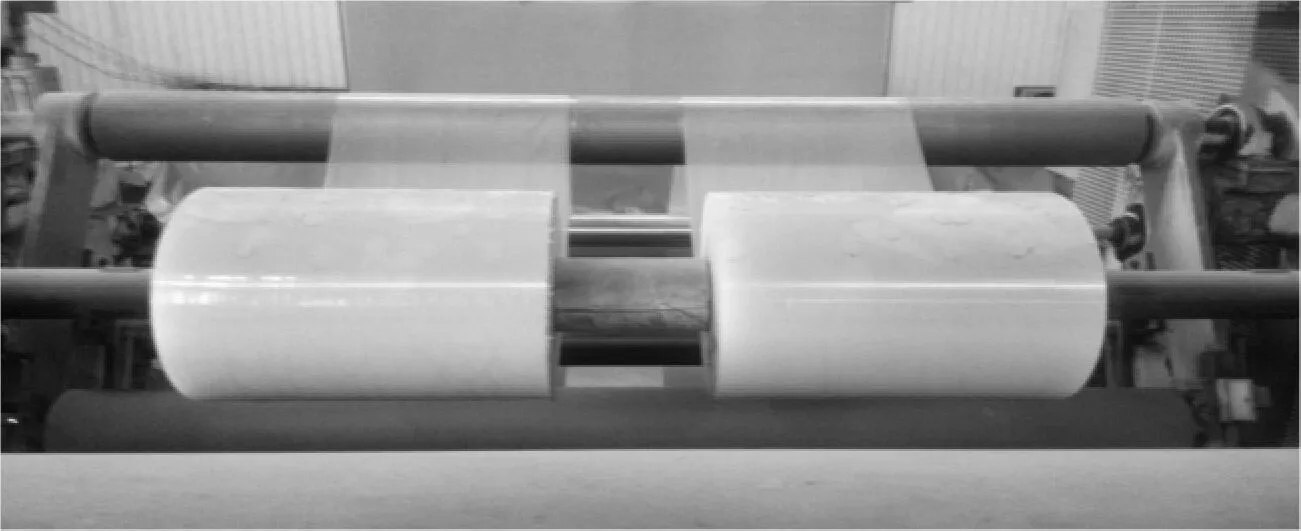
图4 冷膜卷实际安装效果图
3 生产应用
按上述方法安装完后,将冷膜手动拉至贴膜辊,首先将贴膜机的控制模式由巡边模式改为中心位模式,生产时观察带钢表面的贴膜情况,待生产稳定后,测量膜在带钢上的位置,以确认是否满足图2的要求,若有偏差,在贴膜机的控制面板上通过纠偏装置作相应的位置参数调整,直到符合要求为止。
根据上述方法,此钢厂经过前后三次生产试验,生产中最主要的问题集中在:
(1)两卷冷膜卷经过一段时间的生产后,产生断膜的问题;
(2)膜的自动切换功能。由于设备自身的故障,在生产完一卷后后,贴膜机在自动切换的过程中不顺,往往导致膜贴完后没有自动切换或者切换时断膜;
(3)贴膜质量不稳定,存在折皱问题。
经过反复试验及分析,针对问题(1),发现导致断膜的问题主要原因为两卷膜的直径存在差异,上机前的直径相同,生产一段时间后,再对冷膜卷的直径进行测量,发现直径不同,说明两卷冷膜的厚度不一致,对冷膜生产厂家进行反馈并提出厚度必须一致的要求。问题(2)冷膜机的自动切换不顺,由于设备自身故障所限,我们提出提前进行切换,由于贴膜是根据剩余冷膜卷的直径进行判断是否切换,因此对切换直径进行修改,适量增大,约1~2mm,问题(2)得到解决。对于贴膜质量不稳定的问题(3),通过对贴膜机的各转向辊辊面进行清理,确保辊面干净无异物,另外对贴膜机的张力进行适当调整,并反复观察贴膜情况,大幅改善了贴膜质量。经过第一轮的正式生产,由于贴膜质量导致的缺陷率仅为1.9%,低于预期指标。且后续对该家电厂家的使用情况进行跟踪,反响较好,贴膜位置与其要求一致,且表面质量控制较稳定。
4 结束语
该法不增加任何投资,辅材制作简单,根据不同位置的贴膜要求进行相应的调整,能实现在带钢的任何位置的贴膜,且板面贴膜规则,精准度高,在实际的生产中已经得到反复的检验,用户使用后表示认可。目前彩涂市场竞争激烈,通过此方法的实行,拓展了彩涂家电板的市场,扩大了彩涂板的品种范围,有极高的应用前景。
[1] 李伟.覆膜机在开发彩涂家电板中的应用[J].四川有色金属,2010,3(1):26-30.
[2] 周小舟,刘昌伟,潘广圣.家电彩涂板的生产与应用[J].涂料技术与文摘,2012,(1):26-30.
[3] 龚胜辉,王全先.彩涂钢板贴膜机纠偏系统的故障分析与改造[J].机械工程师,2009,(1),133-135.
[4] 张启富,黄建中.有机涂层钢板[M].北京:化学工业出版社,2003.
(责任编辑:李文英)
Development and Production of Loca Film Color Coated Sheet
LIU Xing1KE Cong2TAN Yungang1
(1.Cold Rolling General Plant of wisco, Wuhan,430081,Hubei;2.Quality Inspection center of wisco, Wuhan,430081,Hubei)
The local film Color coated sheet are mainly used in household appliance. In order to prevent the surface paint of strip from being damaged in the production and transport, a protective film on the exposed surface is overlain. The paper gives a brief description of the local film Color coated sheet from development to production process and discusses auxiliary production, process control and other key elements in operation.
color coated sheet; local film; development; production
2015-05-04
2015-05-25
刘 星(1984~),男,助理工程师.E-mail:31689703@qq.com
TG174.48
A
1671-3524(2015)02-0038-03
