开槽带孔凸台的推出机构设计
2015-02-20
(江西农业工程职业学院,江西 樟树 331200)
推管推出机构是一种适用于成型和推出环形、筒形塑件或塑件内部带孔凸台的推出的推出机构,主要由推管和芯轴组成。推管是一种空心的推杆,芯轴与推管采用H8/f7的配合,并作为型芯成型塑件的内孔。可是对于开槽的带孔凸台,普通推管和芯轴不能完成其成型和推出。本文以调节旋钮为例来论述开槽带孔凸台推出机构的设计方法。
1 塑件结构工艺分析
如图1所示,调节旋钮主要由旋钮、旋盖及开槽带孔凸台三部分组成。产品的旋钮及开槽方向一致。最大直径为30mm,总高为20mm,盖深3 mm。凸台外径为13 mm,内径为10 mm,高10 mm,槽口宽2 mm,深8 mm。据此可知旋钮为一小型产品,产品成型后带孔凸台对芯轴的包紧力最大,需设计推管推出机构将其在开模后推出。
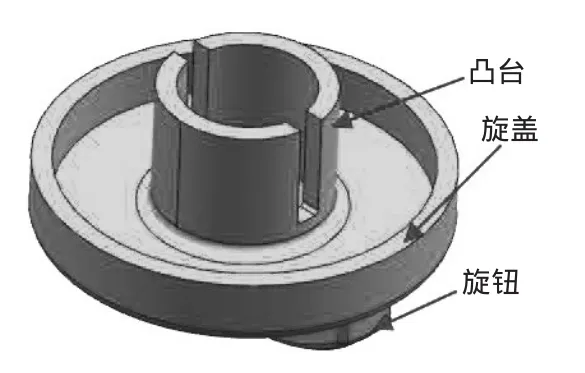
图1调节旋钮
2 芯轴和推管的设计
(1)整体式芯轴设计。型芯与芯轴合为一体称为整体式芯轴,适用于没有槽等其它结构的开孔凸台。图2所示为成型凸台内孔及开口槽的芯轴,外部有两个对称的侧耳,虽然可以成型开口槽,但侧耳加工困难,因此不可取。

图2整体式芯轴
(2)组合式芯轴设计。对于要成型开口槽等结构的异型芯,异型芯与芯轴采用螺纹连接,形成组合式型芯,芯轴底部设有内六角沉孔,便于芯轴和异型芯的锁紧和松开,如图3所示。异型芯可采用车削及线切割加工,简单方便,加工精度高。组合式芯轴加工方便,异型芯更换容易。

图3组合式芯轴
(3)推管的设计。为避让异型芯,需在推管上开槽,开槽长度L=推出行程+异型芯与推管配合长度+(3~5)mm。如图4所示。

图4推管
3 推管推出机构的设计
如图5所示,组合式芯轴和开口推管的装配固定形式与普通芯轴和推管相似,不同之处是组合式芯轴有一个用于成型塑件内孔及开口槽的异型芯,异型芯与芯轴采用螺纹连接,其与推管的配合长度为5~10 mm,本例取5 mm,这样可以形成封胶面,保证机构顺利运行,还可通过对推管切边定位而实现侧耳的定位,这样可以保证开槽方向与旋钮方向一致。据上述分析,推出行程=产品高度+配合长度=15mm,因此槽深L=20 mm。

图5推管推出机构装配图
图6所示为利用UG设计的推管推出机构效果图。

图6推管推出机构效果图
此种推管推出机构与普通推管推出机构装配相似,异型芯与开槽推管配合后,利用内六角扳手将芯轴旋入异型芯,最后拧紧无头螺钉完成装配。实践表明,由组合式芯轴和开槽推管构成的推管推出机构动作可靠,推出顺利,更换方便。
4 设计特点
此种推管推出机构与普通推管推出机构装配相似,异型芯与开槽推管配合后,利用内六角扳手将芯轴旋入异型芯,最后拧紧无头螺钉完成装配。其主要特点为:
(1)组合式芯轴包括芯轴和异型芯,在芯轴大端开内六角方孔以便螺纹连接的拆装,连接可靠。
(2)通过对开槽推管进行切边定位可实现旋钮与开槽方向一致,推管推出平稳。
(3)实践表明,由组合式芯轴和开槽推管构成的推管推出机构动作可靠,推出顺利,更换方便。
5 结束语
异型芯和芯轴采用螺纹连接形成组合式芯轴,解决了整体式芯轴加工困难的问题,装拆方便,易于更换。异型芯侧耳与推管开口槽保持5mm的配合长度,既确保了钮与开槽方向一致,又形成了合适的封胶面,利于成型和推出。
[1]李会来.塑料成型工艺与模具设计[M].长沙:国防科技大学出版社,2010.
[2]屈华昌.塑料成型工艺及模具设计[M].北京:机械工业出版社,1999.