Development of RSDS-III Technology for Ultra-Low-Sulfur Gasoline Production
2015-06-22
(Research Institute of Petroleum Processing, SINOPEC, Beijing, 100083)
Development of RSDS-III Technology for Ultra-Low-Sulfur Gasoline Production
Xi Yuanbing; Zhang Dengqian; Chu Yang; Gao Xiaodong
(Research Institute of Petroleum Processing, SINOPEC, Beijing, 100083)
The 3rdgeneration catalytic cracking naphtha selective hydrodesulfurization (RSDS-III) technology developed by RIPP included the catalysts selective adjusting (RSAT) technology, the development of new catalysts and optimized process conditions. The pilot plant test results showed that the RSDS-III technology could be adapted to different feedstocks. The sulfur content dropped from 600 µg/g and 631 µg/g to 7 µg/g and 9 µg/g, respectively, by RSDS-III technology when feed A and feed B were processed to meet China national V gasoline standard, with the RON loss of products equating to 0.9 units and 1.0 unit, respectively. While the feed C with a medium sulfur content was processed according to the full-range naphtha hydrotreating technology, the sulfur content dropped from 357 µg/g in the feed to 10 µg/g in gasoline, with the RON loss of product decreased by only 0.6 units. Thanks to the high HDS activity and good selectivity of RSDS-III technology, the ultra-low-sulfur gasoline meeting China V standard could be produced by the RSDS-III technology with little RON loss.
catalytic cracking naphtha; RSDS-III; technology; development
1 Introduction
With the rapid development of automotive industry, the air pollution from automobile exhaust is getting more serious. Reducing pollutants from automobile exhaust and improving air quality have become a common concern globally[1]. The experimental results showed that reducing the sulfur content in gasoline was one of the most effective measures to reduce automobile emissions[2]. The national standard GB17930—2013 for gasoline quality in China requiring less than 50 μg/g of the sulfur content in gasoline was enforced starting Jan. 1, 2014 and a gasoline sulfur content of 10 μg/g will come into effect starting Jan. 1, 2018. The Beijing local gasoline standard has been implemented since July 2012 requiring the sulfur content in gasoline to be less than 10 μg/g. With the continuous upgrade of gasoline quality standard, refineries are confronted with more and more tough challenges on the technology of gasoline production.
The 2ndgeneration selective hydrodesulfurization (RSDSII) technology[3-4]developed by the Research Institute of Petroleum Processing, SINOPEC (hereinafter referred to as RIPP) can produce clean gasoline with a sulfur content of less than 50 µg/g coupled with little RON loss, and also the HDS units can run consecutively for a long period of time. The operation of commercial RSDS-II unit at the Shanghai Petrochemical Company showed that while processing the feedstock containing 40.2 v% of olefins and 460 μg/g of sulfur, the sulfur content in the treated gasoline was 28 µg/g with a RON loss of 0.5 units, and moreover, the HDS unit has been operating smoothly over 3 years. The RSDS-II technology provided strong technical support to the Shanghai Petrochemical Company to produce clean gasoline with a sulfur content of less than 50 µg/g.
Along with gasoline quality upgrading in compliance with China national V standard for gasoline quality, it is necessary to develop new technology to produce ultralow-sulfur gasoline along with a low RON loss. In order to meet the requirements, the novel RSDS-III technology was developed by RIPP .
2 Development of RSDS-III Technology
2.1 Process description of RSDS-III technology
Since the chemical composition of FCC naphtha indicatesthat olefins are mainly concentrated in its light fraction and sulfur compounds are mainly concentrated in its heavy fraction, both RSDS-I and RSDS-II processes adopt the following process route. Firstly, the full-range FCC naphtha is separated into light cracked naphtha (LCN) and heavy cracked naphtha (HCN). Then LCN is routed to a caustic extraction unit to reduce its sulfur content and HCN is sent to a selective hydrodesulfurization unit to reduce its sulfur content. After the hydrotreated HCN combines with the extracted LCN, the mixed stream is then sent to a fix-bed oxidation unit to remove mercaptans so that the final product is obtained. The RSDSIII technology follows the previous process route, with its simplified flow diagram shown in Figure 1. In order to produce gasoline meeting China national V standard by the RSDS-III technology, the total sulfur content in gasoline should be less than 10 µg/g, and the mercaptan content in the gasoline product must be inevitably lower than 10 µg/g, which means that the fix-bed oxidation unit can be removed.

Figure 1 Simplified RSDS-III flow diagram
2.2 Key of RSDS-III technology
Based on the above process flow scheme, the further improvement in the selectivity of RSDS-III technology should be the key for producing low sulfur gasoline, while the selectivity of hydrogenation process must also be improved in order to reduce the octane number loss of product caused by the olefin saturation reaction during the hydrotreating process. Therefore, it is necessary to further improve the desulfurization rate, and maintain the sulfur content of product at lower than 10 µg/g, while the olefin saturation reaction must be restrained as far as possible. The key of RSDS-III technology to improve selectivity covered three aspects: ① the catalysts selective adjusting technology; ② the development of new catalyst with higher selectivity and hydrodesulfurization activity; and③ the optimized process conditions in favor of promoting hydrodesulfurization reaction while restraining the olefin saturation reaction.
3 Performance of RSDS-III Technology
3.1 Producing gasoline using RSDS-III technology to meet China national V standard
Based on the above thoughts, RIPP has developed the RSDS-III technology. The pilot plant test results of adopting RSDS-III technology to produce gasoline meeting China national V standard are shown in Table 1, in which the gasoline feed A was a typical high-sulfur MIP (another kind of FCC process) naphtha with a sulfur content of 600 µg/g and an olefin content of 26.9 v%; the feed B was a MIP naphtha mixed with FCC naphtha with a sulfur content of 631 µg/g and an olefin content of 28.8 v%; and the feed C was a medium-sulfur naphtha with a sulfur content of 357 µg/g and an olefin content of 22.6 v%.
The process flow diagram using the RSDS-III technology to treat feed A and feed B is shown in Figure 1. The sulfur content in the products obtained from HDS of the feed A and the feed B was 7 µg/g and 9 µg/g, respectively,with the hydrodesulfurization rate reaching 98.8% and 98.6%, and the RON losses equating to 0.9 units and 1.0 unit, respectively. Upon using the RSDS- III technology and the full-range FCC naphtha hydrotreating process to treat the feed C, the sulfur content in the product dropped to 10 µg/g, with the RON loss of the product equating to only 0.6 units. The results indicated that the RSDS-III technology can produce the ultra-low-sulfur gasoline with a low RON loss, and can meet the needs of gasoline upgrading in compliance with the China national V standard for gasoline quality.
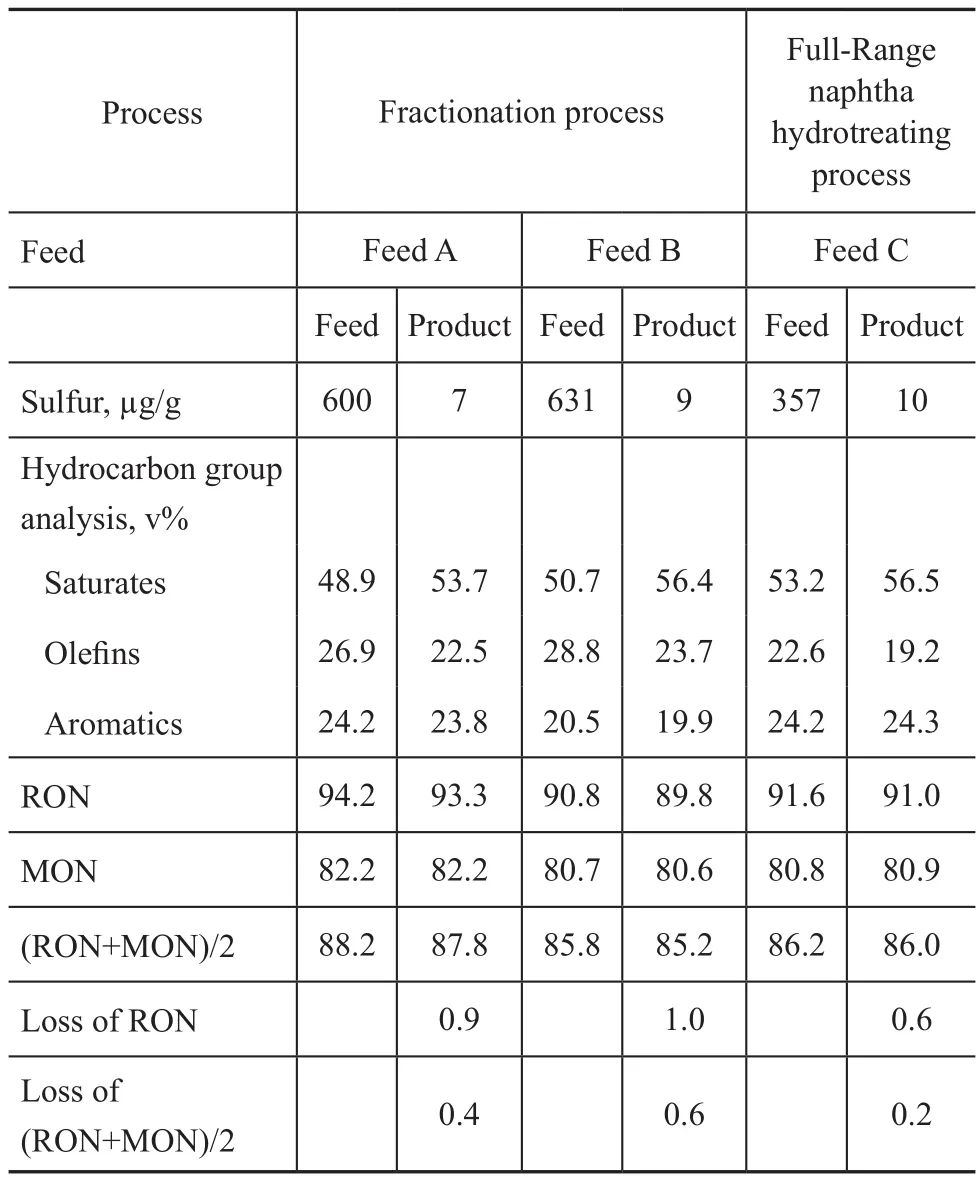
Table 1 Performance of RSDS-III Technology
3.2 Comparison of RSDS-III and RSDS-II
The RSDS-III technology consists of the catalyst selective adjustment technology, the appropriate catalysts with high hydrodesulfurization activity, and the optimized process conditions in favor of improving selectivity. Upon adoption of the RSDS-III technology for producing gasoline containing less than 10 µg/g of sulfur, the RON loss of product could further be reduced. The RSDS-III technology is compared with the RSDS-II technology in this paper in order to examine the performance of the RSDSIII technology.
3.2.1 Comparison of RSDS-III and RSDS-II when producing gasoline meeting China national V standard
The pilot plant test results on producing gasoline with less than 10 µg/g of sulfur by RSDS-II technology and RSDS-III technology, respectively, are shown in Table 2. It can be seen from Table 2 that when the RSDS-II technology was used to manufacture a gasoline product containing 10 µg/g of sulfur from feed A with a sulfur content of 600 µg/g, the RON loss was 1.8 units. In comparison with the RSDS-II technology, the RON loss of gasoline product achieved by the RSDS-III technology was only 0.9 units. Upon adopting the RSDS-II technology to reduce a sulfur content of 631 µg/g in the feed B to 9 µg/g in the gasoline product, the RON loss was 2.1 units, and when the feed B was processed by the RSDS-III technology to produce a gasoline product with a sulfur content of 9 µg/g, the RON loss was 1.0 unit. As compared to the RSDS-II technology, the RON loss in the product obtained from the RSDS-III technology could be reduced by 1.1 units. The test results showed that the selectivity of the RSDS-III technology was much higher than that of the RSDS-II technology. When using the RSDS-III technology to produce gasoline with a sulfur content of less than 10 µg/g, the RON loss of product was lower.

Table 2 Comparison of RSDS-III and RSDS-II during the production of China V standard gasoline
3.2.2 Comparison of gasoline production by RSDSIII technology meeting China V standard and gasoline production by RSDS-II technology meeting China IV standard
The pilot plant test results of producing gasoline with less than 50 µg/g of sulfur and 10 µg/g of sulfur by RSDSII technology and RSDS-III technology, respectively, are shown in Table 3. It can be seen from Table 3 that upon adopting the RSDS-II technology to reduce a sulfur content from 631 µg/g in the feed B to 46 µg/g of sulfur in gasoline, the RON loss was 1.2 units, while upon using the RSDS-III technology to reduce a sulfur content from 631 µg/g in the feed B to 9 µg/g of sulfur in gasoline, the RON loss was 1.0 unit. As regards the feed C, upon adopting the RSDS-II technology to reduce the sulfur content from 357 µg/g in the feedstock to 37 µg/g in gasoline, the RON loss was 0.5 units, and when using the RSDS-III technology to reduce the sulfur content from 357 µg/g in the feedstock to 10 µg/g in gasoline, the RON loss was 0.6 units.
Above-mentioned results indicated that the RON loss of gasoline product with a sulfur content of less than 10 µg/g delivered from the RSDS-III technology was close to thatof the product with a sulfur content of less than 50 µg/g manufactured by the RSDS-II technology, which meant that the sulfur content in gasoline product could be less than 10 µg/g with no more RON loss to the gasoline product if refineries have upgraded the RSDS-II technology to the RSDS-III technology. Therefore, the development of RSDS-III technology could provide strong technical support for refineries to produce gasoline meeting the China national V standard with lower cost.

Table 3 Comparison of gasoline production by RSDS-III technology meeting China national V standard and gasoline production by RSDS-II technology meeting China national IV standard
4 Conclusions
(1) The RSDS-III technology was superior to the RSDSII technology, and the key measures to improve catalytic selectivity included:
① The catalyst selective adjustment technology;
② The development of new catalysts with higher selectivity and hydrodesulfurization activity; and
③ The optimized process conditions in favor of promoting hydrodesulfurization reaction while restraining olefin saturation reaction.
(2) Pilot plant test results showed that using the RSDS-III technology to treat feed A and feed B, the sulfur content can be reduced from 600 µg/g and 631 µg/g in the feedstock, respectively, to 7 µg/g and 9 µg/g, and RON loss was 0.9 units and 1.0 unit, respectively. Adopting the RSDS-III technology coupled with the full-range naphtha hydrotreating process to treat feed C, the sulfur content dropped from 357 µg/g in the feedstock to 10 µg/g in the product, with the RON loss of product equating to only 0.6 units.
(3) The results of comparison between different technologies indicated that when producing gasoline meeting China national V standard, the RON loss of product obtained from the RSDS-III technology was lower than that of product achieved by the RSDS-II technology. The RON loss of product with a sulfur content of less than 10 µg/g obtained from the RSDS-III technology was close to that of product with a sulfur content of less than 50 µg/g achieved by the RSDS-II technology, which meant that if refineries would upgrade the RSDS-II technology to the RSDS-III technology, no more RON loss would be incurred when producing gasoline with a sulfur content of less than 10 µg/g.
(4) The latest development of the RSDS-III technology has proved its excellent selectivity which can provide strong technical support for refineries to upgrade the gasoline quality.
Acknowledgement: The authors sincerely thank the financial support from the SINOPEC (No. 114016).
[1] Wang Jiming. The challenge facing China’s petroleum refining industry in the 21STcentury and its countermeasure[J]. Petroleum Processing and Petrochemicals, 1999, 30(5): 1-4(in Chinese)
[2] KrenzkelD, Kennedy J, Baron K, et al. Hydrotreating technology improvements for low emissions fuels[C/CD]. 1996 NPRA Annual Meeting, AM-96-67. San Antonio, TX, 1996
[3] Li Mingfeng, Xi Yuanbing, Pan Guangcheng, et al. Options of selective hydrodesulfurization process scheme for treating FCC gasoline[J]. Petroleum Processing and Petrochemicals, 2010, 41(5): 1-6(in Chinese)
[4] Xi Yuanbing, Qu Jianxin, Zhang Lei, et al. Selective hydrodesulfurization technology of FCC gasoline with long and stable operation[J]. Petroleum Processing and Petrochemicals, 2013, 44 (8): 29-32(in Chinese)
date: 2014-12-15; Accepted date: 2015-04-29.
Xi Yuanbing, Telephone: +86-10-82369307; E-mail: Xiyb.ripp@sinopec.com.
杂志排行
中国炼油与石油化工的其它文章
- Pyrolysis Characteristics and Kinetics of Methyl Oleate Based on TG-FTIR Method
- Synthesis of Waterborne Polyurethane Modified by Nano-SiO2Silicone and Properties of the WPU Coated RDX
- A Highly Efficient and Selective Water-Soluble Bimetallic Catalyst for Hydrogenation of Chloronitrobenzene to Chloroaniline
- Curing Mechanism of Condensed Polynuclear Aromatic Resin and Thermal Stability of Cured Resin
- A Novel Thermally Coupled Reactive Distillation Column for the Hydrolysis of Methyl Acetate
- Effects of Fe2+, Co2+and Ni2+Ions on Biological Methane Production from Residual Heavy Oil