某汽车高强钢左右门槛梁内板冲压工艺及其模具设计
2015-06-21陈世涛王海玲王法峰安徽江淮汽车股份有限公司
文/陈世涛,王海玲,王法峰·安徽江淮汽车股份有限公司
某汽车高强钢左右门槛梁内板冲压工艺及其模具设计
文/陈世涛,王海玲,王法峰·安徽江淮汽车股份有限公司
通过对先进高强钢成形特点分析,采用一种“W”形成形工艺方案,可以有效降低立壁回弹及弧形面的质量缺陷。该工艺方案可提高左右门槛梁内板先进高强钢梁类件的成形质量,减少冲压工序数,降低模具开发成本,提高生产效率。
随着汽车轻量化、节能环保及安全性能的发展要求,汽车用钢板逐渐向高强度化发展已成为必然趋势。据统计,汽车总重每减轻10%,油耗可减少8%~10%,当钢板厚度分别减小0.05mm、0.10mm和0.15mm时,车身减重分别为6%、12%和18%,由此可见,增加钢板强度是减小板厚、减轻车重、节能降耗的主要途径之一。另一方面,由于高强钢板具有良好的加工硬化性能及较高的强度,高强钢零件的应用也将有效提高车身强度和整车安全性能。
高强钢零件的应用可以实现较好的效果,但是其加工过程相对较为困难,并且随着高强钢板强度的增加,成形难度越来越大。其主要原因在于钢板强度增加的同时,自身塑性及成形性能显著下降,从而导致成形过程中更容易出现起皱、开裂、回弹、模具磨损等问题,其中回弹最难控制。由于高强钢板加工性能的特殊性,其成形质量及回弹控制难以保证,通常产生回弹的零件形状精度较低,使得模具调试和维护工作难度增大,甚至会导致模具报废。
现有工艺方案分析
梁类冲压件在汽车车身中应用很多,目前其主要成形工艺方案大致分为两种:
⑴拉延、整形工艺方案。如图1a所示,该方案实现产品冲压成形共需要2~3个工序,第一工序为拉延,由于高强钢回弹(侧壁回弹)的存在,第一工序仅能使工件接近产品形状,因此后序必须进行整形。第二工序通过扣除回弹量进行整形,使其回弹后恰好与产品形状相符,主要为调整一定的侧壁角度,从而达到补偿其回弹的目的。整形在工艺上有正向整形和侧向整形之分,正向整形只适合侧壁与Z向角度大于0°的情况,而侧向整形则适用于侧壁与Z向角度为负角的情况。
⑵成形、整形工艺方案,如图1b所示,该技术方案成形类模具共需要三个工序,第一工序对坯料(点划线所示)进行成形翻边加工,成形后状态如实线所示。第二工序进行二次翻边,将第一序的半成品(点划线所示)加工至实线所示状态。由于存在回弹现象,翻边后尺寸精度难以达标,需要进行回弹校正。而现有技术水平下,对冲压钣金件的回弹量及所需补偿量仍无法准确预测,因此在正向整形无法解决回弹的现实情况下,就需要增加侧向整形工序。正向整形无法解决回弹的情况是指,产品侧壁与Z向角度较小(如2°拔模角),而解决侧壁回弹(需要扣除3°的补偿角度),扣除回弹补偿角度后就出现了负角的情况,该种情况下正向整形无法解决回弹,如图1c所示。因产品立壁角度问题,在第二工序无法解决回弹时,需要增加第三工序即侧向整形工序。但第三工序不能替代第二工序,第三工序必须以第二工序为基础,对第二工序进行补充,如预测失误较大时,虽然设计时规划了第三序正向整形,在实物调试时,仍发现无法满足质量要求,而被迫增加第四工序侧向整形。
上述三种梁类件冲压工艺方案可以实现冲压成形,但存在以下问题:⑴开发成本较高。由于回弹量的不可预测,第三工序侧向整形难以节省,否则产品精度比较差,因此模具开发成本高,而方案二模具工装开发成本更高。⑵产品成形质量差。除角度回弹外,产品易出现侧壁面不平整、立壁面为弧形的卷曲回弹现象。主要原因为:成形过程中,坯料直接从平板料状态成形至接近产品状态,板料接近90°变形,形状变化剧烈,变形过程中板料仅靠凹模口处的凸R角与板料接触并促使板料逐步成形至接近产品形状,与R角接触变形后的板料处有内应力的积聚,成形结束后,冲压件没有模腔约束,内应力释放,最终出现与产品面形状不相符的弧形面,如图2所示。该弧形面与立壁面的深度紧密相关,深度越大,立壁面上的弧形面越明显。
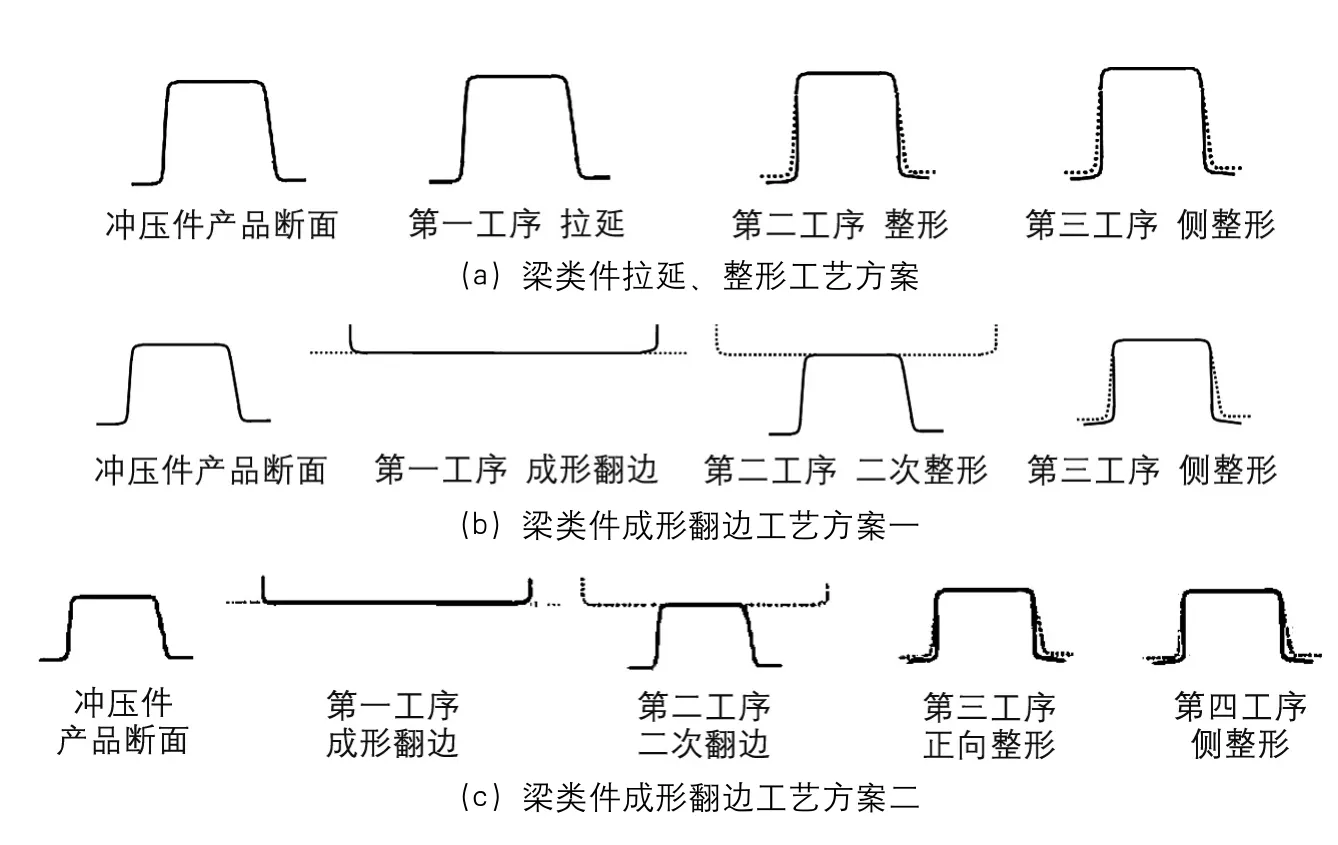
图1 梁类件拉延、成形翻边工艺方案

图2 产品侧壁出现弧形示意图
新冲压工艺方案
鉴于以上分析,本文以我公司某新车型左/右门槛梁内板冲压件开发为例,讲述一种高强钢梁类件冲压工艺方案及其模具结构设计。该零件实物如图3所示,采用材质DP780的先进高强钢,板件料厚1.6mm,材料利用率达72.54%,由于先进高强钢的屈服强度大,产品成形难度较大。

图3 左/右门槛梁内板先进高强钢冲压件实物图
如图4a所示,该梁类件大致为“几”字形工件,其冲压成形主要通过两步成形实现。第一工序将坯料加工至“W”形并完成一端的上翻边,如图4b所示。“W”工件侧壁与Z向角度可在30°~60°之间,其具体角度选择原则为:⑴该角度介于0°与产品状态之间;⑵当侧壁最大深度与产品件上平面宽度比小于1∶1.5时,角度可大于45°;当深宽比大于1∶1.5时,角度需小于45°。第二工序通过斜楔机构进行侧整成形,将“W”形半成品件侧向整形加工到与产品相符的“几”字形最终状态,如图4c所示。图4d为第一工序、第二工序成形后两种状态的产品截面对比示意图。
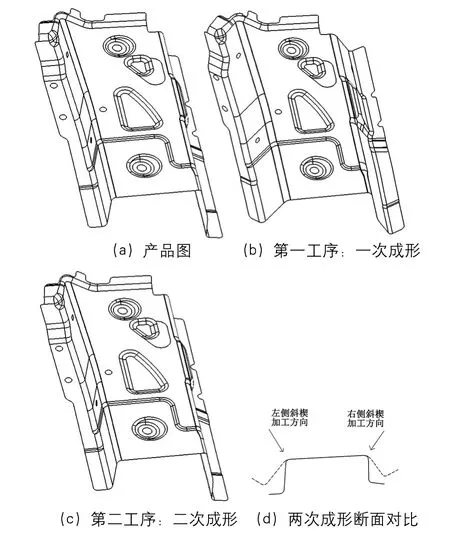
图4 “W”形成形工艺方案
成形模结构设计及成形原理
第一工序成形模具结构设计
第一工序主要工作内容为“W”形成形、端头上翻边,其模具结构如图5所示。上模工作部分中,上模成形镶块固定安装在上模座上,与下模成形镶块配合,工作时可以促使两侧W成形。由于高强钢、超高强钢材料屈服强度大、板料较厚,成形时所需要力较大,该模具压料芯采用氮气弹簧提供成形所需的压料力,保证成形时板料不会发生窜动。下模工作部分中,下模成形镶块固定安装在下模托芯上,下模托芯通过机床顶杆实现上下运动,其工作运动过程中,下模座与下模托芯通过导滑板导向。
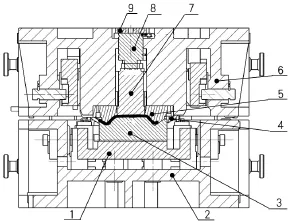
图5 第一工序成形模具结构示意图
初始状态时,下模托芯在机床顶杆作用下处于上浮状态,上模压芯在自重及氮气弹簧组件作用下处于伸展状态。把坯料放置于下模上并通过定位板对坯料边界进行定位,随上模在机床滑块作用下逐步下行,上模压芯首先接触坯料并与下模成形镶块的中间部分配合将板料压住,对板料进行初步加工,完成板料与上模压芯接触部位具备“W”形冲压件的一部分特征。由于压料氮气弹簧的力小于机床顶杆的力,在此过程中,下托料芯不发生运动。上模随压机继续向下运动,机床顶杆在压机压力的作用下开始向下运动,板件进行端头部分的上翻边工作内容,最终将坯料完全加工成“W”形的冲压半成品件,完成第一工序成形加工。
回弹主要包括角度回弹、卷曲回弹、扭曲回弹,而卷曲回弹则是回弹后侧壁上曲率发生变化,与角度回弹不同,卷曲回弹后零件侧壁回弹角度并非定值。它主要是由于零件在弯曲变形过程中上下两侧的变形不一致导致的厚度方向的应力分布不均或者是应力变化不均造成的。
回弹是整个冲压成形过程的累积效应,回弹的存在必然会造成冲压件的形状和尺寸误差,进而影响冲压件表面品质和装配性能等。而本文所述“W”形成形工艺方案,由于板料从平板料状态加工到W形状态,其侧壁部分变化幅度较小,成形深度较现有工艺方案浅,角度变化在45°左右,远小于接近90°的角度大幅变化,使上模成形镶块的凸R角对板料的作用相对平缓、柔和,成形时内应力积聚大大减少,从而有效缓解了侧壁卷曲回弹导致弧形面缺陷的问题。
此外,该左/右门槛梁内板先进高强钢冲压件的第一工序成形模还可以通过另一种模具结构实现,具体如图6所示,不同之处在于,该模具工装下模工作机构成形部分分为两部分:下模托芯和下模成形镶块。
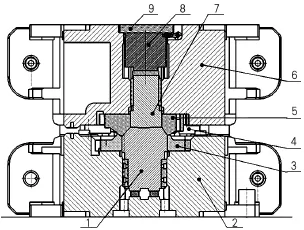
图6 第一工序成形模具结构二示意图
第二工序成形模具结构设计
第二工序主要主要进行侧整形,将第一序成形的“W”形工件通过斜楔侧整至板件最终状态,其结构如图7所示,该成形模模具结构工作原理与现有技术中的带有斜楔机构的侧向整形模具相同,不再赘述。该整形模结构中,侧整形凹模镶块安装在侧整斜楔机构上,可以方便拆卸、加工,进而满足冲压件调试与整改需要。此外,需要注意的是,设计时侧整斜楔运动方向与水平面的夹角要大于“W”形工件左右端面与水平面的夹角,否则会造成侧整形凹模镶块向工件靠近时与“W”形工件左/右两端面干涉。
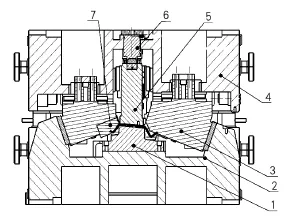
图7 第二工序侧整形模具结构图
推广应用
本文所述“W”形冲压工艺方案及模具结构不仅适用于规则的“几”字形冲压件,还适用于不完全规则、不对称的类似件。如图8a所示冲压件,该零件两侧的侧壁深度相差较大,同一侧的侧壁深度也相差较大,且法兰边形状有较多台阶,但同样可采用“W”形成形工艺。图8b所示为第一工序成形后产品结构,将平板钢板加工成不对称的W形状,再通过图8c所示第二工序的侧向整形加工得到最终产品,进而完成冲压件产品形状的冲压加工。图8d为第一工序及第二工序成形后两种状态的截面对比示意图。
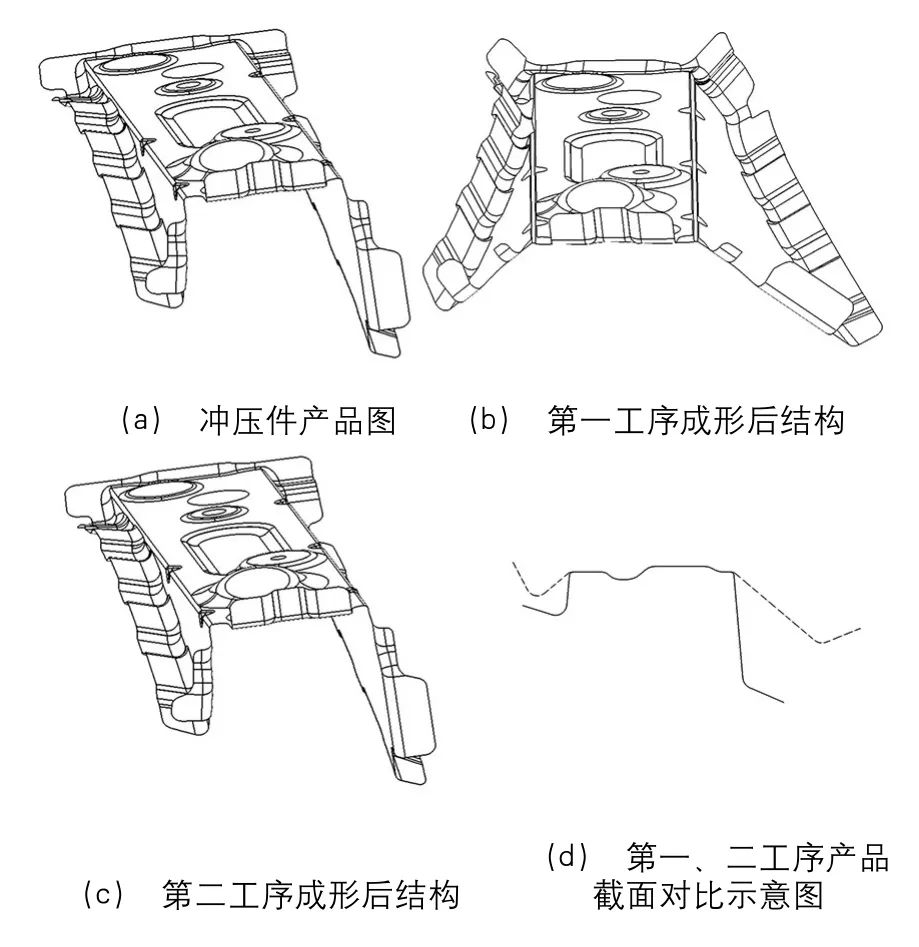
图8 不规则形状冲压件推广应用
另一方面,对于无法兰边的“N”字形冲压件,或者一侧有法兰边,另一侧无法兰边的制件,该工艺方案同样适用。冲压件成形时,第一工序的半成品形状仍可完全延用“W”形状成形;也可作相应变动改为侧壁开口,如图9所示,与Z向呈30°~60°夹角的倒“V”字形形状或者“N”字形,将其分别在第一工序和第二工序分步完成即可解决回弹和弧形面质量差的问题。特别的,当无法兰边的“N”字形冲压件侧壁较深,且侧壁面还具有竖向台阶或类似特征时,该倒“V”字形工艺的应用可以使侧壁质量更好,优势更为明显。

图9 倒“V”字形及“N”字形工艺方案示意图
结束语
随着汽车工业的快速发展,汽车冲压零件高强钢、先进高强钢的应用已成为必然趋势,在实现车身轻量化的同时也提高了车体的抗凹陷性、耐久强度和大变形冲击强度的安全性能。
本文通过对左/右门槛梁内板先进高强钢零件成形特点及现有梁类件冲压工艺成形缺点分析,采用新的“W”形工艺方案及其模具结构,将侧壁大角度冲压加工合理的分到第一工序和第二工序实现,通过分步、小角度加工,有效地减小了侧壁大角度加工成形而产生的材料内应力积聚,进而减轻了侧壁弧形面质量缺陷的发生几率和程度。此外,该种冲压工艺方案及模具结构的应用也可以缩短模具调试周期,降低工作量,提高生产效率。