棉精梳机钳板开闭口时间的研究
2015-06-10王晓维周国庆李新荣
王晓维, 周国庆, 李新荣
(天津工业大学 机械工程学院, 天津 300387)
棉精梳机钳板开闭口时间的研究
王晓维, 周国庆, 李新荣
(天津工业大学 机械工程学院, 天津 300387)
为实现棉精梳机钳板运动的精确控制,确定钳板开闭口时间与工艺参数的定量关系,通过对钳板传动机构、钳板摆轴驱动机构及钳板运动原理的分析,建立了棉精梳机钳板开闭口时间的计算模型,得出影响开闭口定时及闭合时间的因素,并选择分离隔距工艺参数进行详细的分析,得到棉精梳机分离隔距与钳板开闭口时间的定量关系。研究结果可为棉精梳机钳板开口控制技术提供参考。
棉精梳机; 钳板机构; 开闭口时间; 分离隔距
棉精梳机钳板机构包括钳板摆轴驱动机构、钳板传动机构和上、下钳板等,它们的作用是握持须丛供锡林梳理并将梳理过的须丛送向分离机构[1]。因此,钳板机构的开闭口定时以及闭合时间的长短与锡林的梳理、分离接合机构密切相关,对须丛梳理质量起着至关重要的作用,影响精梳条的质量。当前,在棉精梳机方面,人们比较注重研究钳板的机构特性[2-3],通过修改机构参数,分析钳板机构参数对精梳工艺性能的影响[4-6],但随着精梳机车速的提高,机构优化的效果已经越来越不明显,急需突破性的技术创新。未来精梳机将进一步向高速、高质、自动化、大卷装的方向发展[7-8]。为了适应精梳机的发展趋势,钳板机构应该具有数字化、智能化、柔性化的输出特性,钳板开口控制技术的开发是研制高效精梳机的要点之一[9-10]。为精确控制钳板运动,应明确钳板开闭口时间与工艺参数的定量关系。因此,对钳板开闭口时间的定量研究十分必要。
本文采用矢量法对钳板传动机构、钳板摆轴驱动机构进行了分析计算,并结合钳板的运动原理建立了完整的开闭口定时及闭合时间的计算模型,得到影响精梳机钳板开闭口时间的因素,并得到分离隔距与钳板开闭口时间的定量关系。本文研究可为棉精梳机钳板开口控制技术提供参考资料,为研制具有数字化、智能化、柔性化的输出特性的高效精梳机提供理论支持。
1 钳板机构分析
图1示出精梳机钳板机构简化图。锡林轴到钳板摆轴的距离为L0;钳板前摆臂的长度为L5,钳板前摆臂与X轴的夹角为θ5;钳板后摆臂的长度为L3,钳板后摆臂与X轴的夹角为θ31;下钳板的长度为L4,下钳板与X轴的夹角为θ4;下钳板分为2部分为L41和L42;上钳板架长度为L6;偏心导杆、偏心轮和皮老虎简化为虚拟杆7,长度为L7;EH为虚拟杆8,长度为L8,与X轴的夹角为θ8;AH为虚拟杆10,长度为L10,与X轴的夹角为θ10;OH为虚拟杆11,长度为L11,与X轴的夹角为θ11;A、H两点的水平距离为Lx,A、H两点的垂直距离为Ly;O、H两点的水平距离为Lx1,O、H两点的垂直距离为Ly;角FEH设为β;∠FED设为α;X轴与水平轴X1的夹角为θ0。
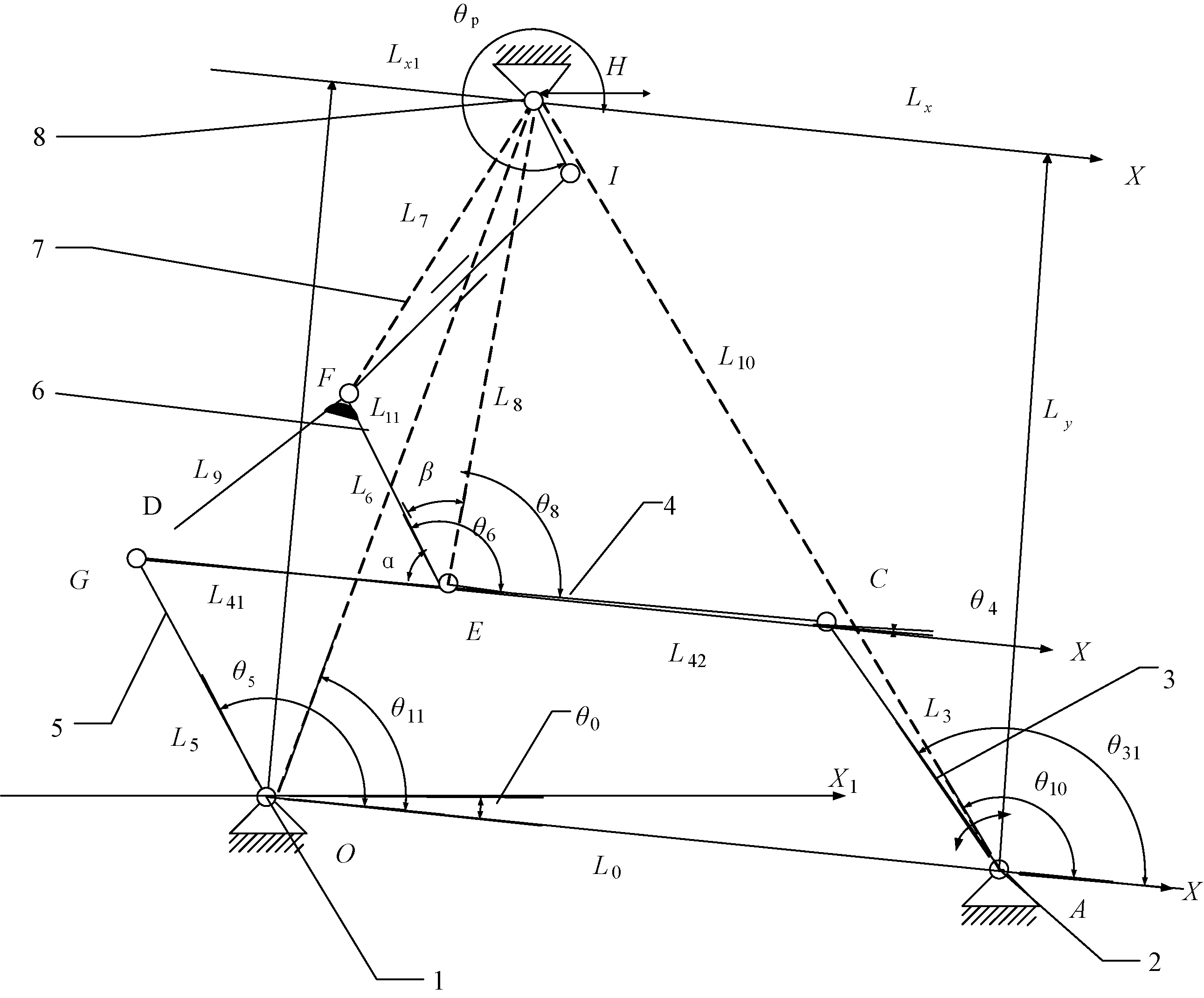
注:1—锡林轴;2—钳板摆轴;3—钳板后摆臂;4—下钳板;5—钳板前摆臂; 6—上钳板架;7—虚拟杆;8—偏心轴;9—上钳板,长度单位为mm。图1 精梳机钳板机构简化图Fig.1 Schematic diagram of nipper mechanism of cotton comber
1.1 计算虚拟杆与X轴夹角
根据图1建立封闭矢量方程为
(1)
ACEH在各矢量的方向上有:
(2)
在2个轴上分解得:
(3)
整理可得:θ8=π+
(4)
1.2 计算下钳板与X轴夹角
OACD在各矢量的方向上有
(5)
在X、Y2个轴上分解,得:
(6)
消去θ5得到θ4与θ31的关系
L02+L42+L32-L52-2L0L4cos(θ4)+
(7)
消去θ4得到θ5与θ31的关系
2L5L0cosθ5+2L3L0cosθ31=0
(8)
1.3 计算β
根据图1建立封闭矢量方程:
(9)
ODEH在各矢量的方向上有:
(10)
在2个轴上分解得:
(11)
消去θ8得
(12)
在△EFH中,可得:
(13)
由精梳工艺可知,当钳板闭合时,EFG组成三角形,因此,在图1中的△EFG中,由余弦定理可得:
(14)
角α、β、θ8、θ4的关系可以表示为
(15)
综合式(4)、(7)、(13)、(14)、(15),即将α、β、θ8和θ4代入式(15)可得钳板后摆臂与X轴的夹角θ31虚拟杆L7的关系,即钳板前后运动与钳板开口的关系。
1.4 偏心轴机构计算
图2示出偏心机构简图。
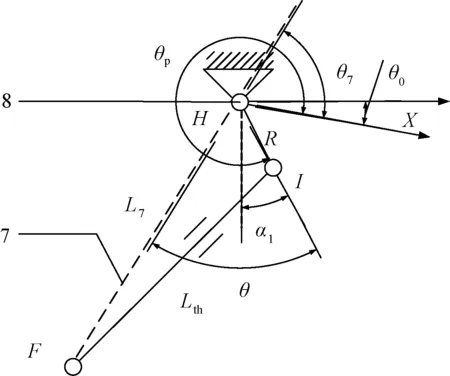
图2 偏心机构简图Fig.2 Schematic diagram of eccentric mechanism
图2中Lth为加压弹簧长度;R为偏心距;α1为偏心位置角;θ为∠FHI;θp为偏心距与X轴正向的夹角;θ7为虚拟杆7与X轴正向的夹角。由△HIF中可得:
(16)
式中
(17)
本文以E62精梳机为例,E62型精梳机偏心位置角α1为90°,可得
(18)
将式(18)代入式(16),可得:
(19)
E62型精梳机的偏心轴与钳板摆轴通过齿轮箱传动,传动比一定,设为i,则偏心轴角位移θ7与钳板摆轴角位移θ31的关系为
(20)
因此,式(19)中,偏心位置角α1,偏心距R及弹簧长度Lth均为已知,可得钳板摆轴角位移θ31与虚拟杆L7的关系。
由式(1)~(15)分析得到钳板摆轴角位移θ31与虚拟杆7长度L7的关系;由式(16)~(20)得到钳板摆轴角位移θ31与虚拟杆7长度L7的关系,利用计算机建立数学模型,并列2个关系得钳到板开闭口瞬时θ31k、θ31b、L7k、L7b。
2 钳板开闭口时间
棉精梳机的所有机构都是以精梳分度值为运动时间坐标,精梳工艺将1个运动周期(锡林轴1转)分为40等份,每等份为1分度。
棉精梳机钳板摆轴机构如图3所示。利用机构学中同性异形规则[11]对钳板机构进行简化,机构简图见图4。
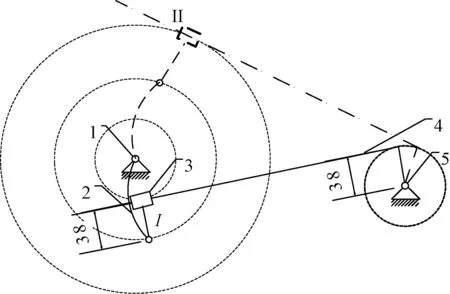
注:1—锡林轴;2—曲柄;3—导块;4—导杆;5—钳板摆轴; I—钳板最前位置。图3 棉精梳机钳板摆轴机构图Fig.3 Mechanism of nipper balance shaft of cotton comber
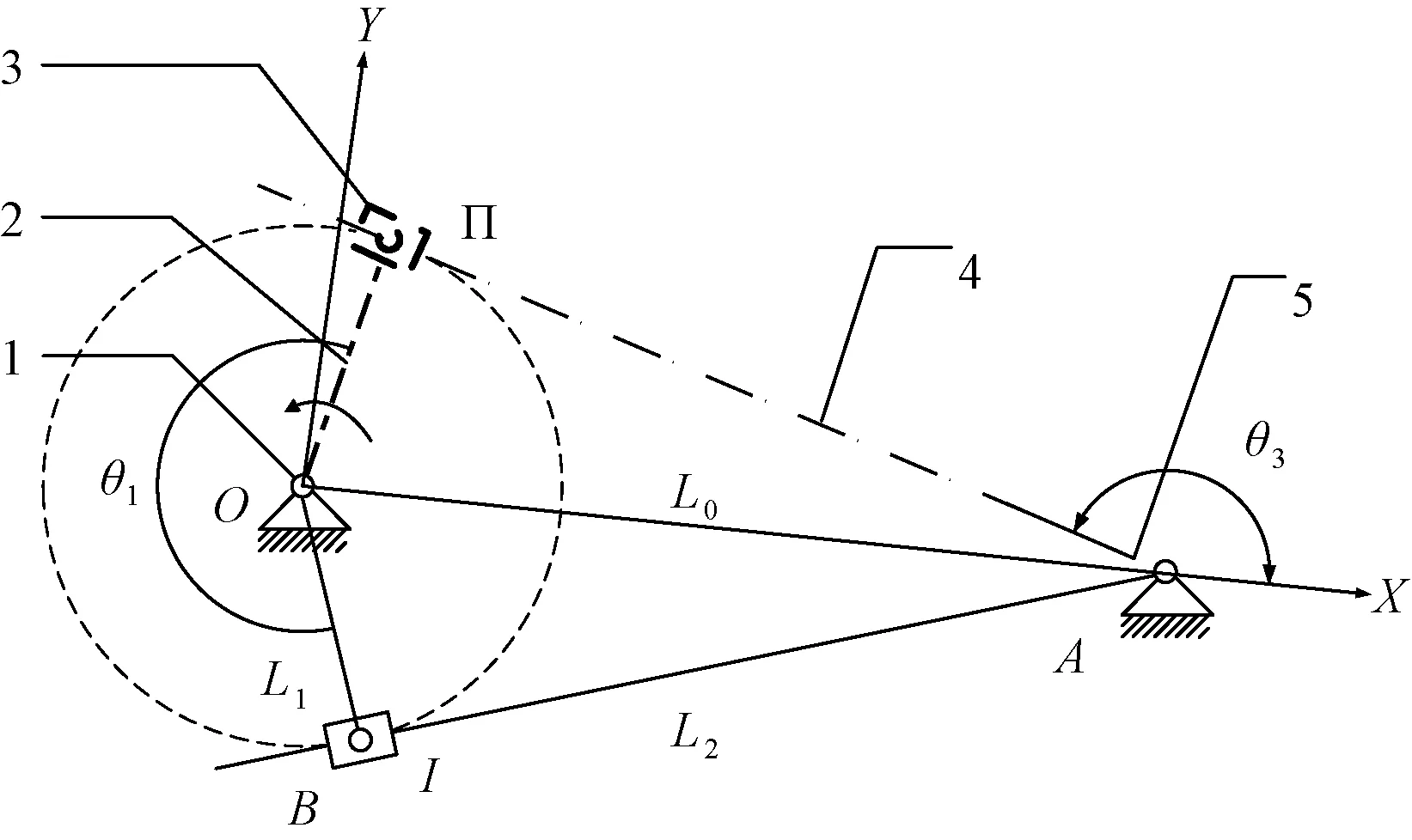
注:1—锡林轴;2—曲柄;3—导块;4—导杆;5—钳板摆轴; I—钳板最前位置。图4 棉精梳机钳板摆轴机构简图Fig.4 Schematic diagram of nipper balance shaft motion
将棉精梳机锡林轴1的运动周期分为40分度,即以9°为1分度,设分度数为F,当24分度时钳板在最前位置1处,此时钳板摆轴的角位移θ3为θ3q;输入轴的角位移θ1为θ1q;钳板开始开口时(F为Fk),钳板摆轴的角位移θ3为θ3k;输入轴的角位移θ1为θ1k,钳板开始闭合时(F为Fb),钳板摆轴的角位移θ3为θ3b;输入轴的角位移θ1为θ1b。
根据图4可以得到钳板最前位置的输入轴位移θ1q。
(21)
根据图4,OAB在各矢量的方向上有:
(22)
在2个轴上分解,可得:
(23)
计算可得:
(24)
(25)
则:
(26)

注:1—锡林轴;2—钳板摆轴;3—钳板后摆臂;4—下钳板; 5—钳板前摆臂;6—分离罗拉;7—分离皮辊。图5 钳板运动原理图Fig.5 Schematic diagram of nipper motion
钳板运动原理如图5所示。由图可得:
(27)
式中:Lf为下钳板与分离钳口的水平距离;Lm为钳板前摆臂轴与分离罗拉的水平距离。
整理式(27)得:
(28)
当钳板运动到最前位置24分度时Lf=B(B为分离隔距),此时Lf最小,通过式(8)、(28)可求得θ31与θ5在24分度时的角度θ31q与θ5q。
由钳板后摆臂固结在钳板摆轴上可得:
(29)
(30)
由式(24)得:
(31)
(32)
3 验证与讨论
本文以E62精梳机为例,L0=207 mm、L1=65 mm、L3=82 mm、L4=187 mm、L41=75 mm、L42=112 mm、L5=74 mm、L6=72 mm、L9=74 mm、Lx=147.1 mm、Ly=211.65 mm、Lx1=59.3 mm、Ly1=211.65 mm、Lm=53.9 mm、θ0=8°、偏心位置角α1=90°、偏心距R=9 mm、开闭口瞬时弹簧长度Lth=110 mm、B的范围为19~26 mm。
计算过程为:由式(1)~(20)得到钳板开闭口瞬时θ31k、θ31b;由式(8)、(28)求得θ31与θ5在24分度时的角度θ31q与θ5q;由式(26)求得θ3q;由式(28)、(29)得出θ3k、θ3b;最终由式(30)、(31)得出θ1k、θ1b。
为便于分析,根据式(32)将θ1转换成分度数F,得到钳板开口和闭合的输入轴分度数分别为Fk、Fb。
(32)
实验结果如表1所示。表中,B为分离隔距;θ1k、θ1b为钳板开口和闭合的锡林轴弧度数;Fk、Fb为钳板开启和闭合时锡林轴的分度值;Tks、Tbs为钳板开口和闭合时间段对应的分度数,由式(33)求得;|△Fk|、|△Fb|为相邻分离隔距值得到的钳板开闭口分度值之差的绝对值; |△Tks|、|△Tbs|为相邻分离隔距值得到的钳板开闭时间分度值之差的绝对值。
(33)

表1 分离隔距B与钳板开闭口时间表Tab.1 Relation between nipper opening-closing time and detaching gauge B
4 结 语
1)钳板开闭口定时及闭合时间由分离隔距B、偏心轴与钳板摆轴的传动比i、偏心位置角α1及机构尺寸等参数决定。
2)随着分离隔距减小为1 mm,钳板开口定时Fk提前为0.38~0.51分度,闭口定时Fb推后为0.45~0.51分度,闭合时间Tbs增加为0.89~0.95分度。
3)分离隔距减小,开口定时提前有利于锡林梳理后的棉丛提早抬头,对分离接合工作有利;闭口定时推后,容易出现棉丛被锡林梳针抓走等问题;闭合时间增加有利于锡林充分梳理须丛,提高精梳质量。因此,钳板机构的开闭口定时以及闭合时间与锡林的梳理、分离接合密切相关,应根据分离接合和锡林梳理工序合理选择分离隔距。
通过对分离隔距与钳板开闭口定时及闭合时间定量关系的研究,可进一步研究影响钳板开闭口时间的其他因素,确定合理工艺参数,从而优化钳板开口时间,为棉精梳机钳板开口控制技术提供参考资料,为研制高效精梳机提供理论支持。
FZXB
[1] 刘国涛.现代棉纺技术基础[M].北京:中国纺织出版社, 2001:84-124. LIU Guotao. Modern Cotton Textile Technology Basis[M]. Beijing: China Textile & Apparel Press, 2001:84-124.
[2] E80 Comber for productivity, quality & economy[J]. Indian Textile Journal, 2012, 122(12):95.
[3] KULKARNI S G, PRAMOD R Badbade, NIYIN V Kalas, et al. Optimization of comber draft[J]. Indian Textile Journal, 2007,117(10):30-32.
[4] 贾国欣,任家智,杨玉广. E62精梳机钳板机构参数对钳持工艺性能的影响[J]. 纺织学报,2008,29(12):83-86. JIA Guoxin, REN Jiazhi, YANG Yuguang. Influence of nipper machine parameter of E62 comber on nipper holding process performance [J]. Journal of Textile Research, 2008, 29(12): 83-86.
[5] 贾国欣,任家智,郝凤鸣. E7/6型精梳机偏心轴参数对工艺性能的影响[J]. 棉纺织技术,2003(12):722-726. JIA Guoxin, REN Jiazhi, HAO Fengming. Influence of eccentric axis parameter on its processing property of E7/6 comber[J].Cotton Textile Technology, 2003(12):722-726.
[6] 任家智, 郁崇文. E7/6 型精梳机曲柄半径对工艺性能的影响[J] . 纺织学报, 2004, 25(4):45-46. REN Jiazhi, YU Chongwen. Influence of crack radius of E7/6 type comber on its process performance[J]. Journal of Textile Research, 2004, 25(4): 45-46.
[7] 位迎光,庞家璐. 棉纺机械的技术发展与展望[J]. 纺织导报,2010(8):42-47. WEI Yingguang, PANG Jialu. Technology status and outlook of spinning machery[J]. China Textile Leader, 2010(8): 42-47.
[8] 周金冠. 新型精梳机在不断创新中发展[J]. 棉纺织技术,2012(1):5-7. ZHOU Jinguan. Innovation and development of new comber[J]. Cotton Textile Technology, 2012(1):5-7.
[9] 刘允光. 国产高效能精梳机技术发展近况与建议[J]. 棉纺织技术,2012(5):65-68. LIU Yunguang. Development situation and suggestion of domestic high efficiency comber technology[J].Cotton Textile Technology, 2012(5):65-68.
[10] 刘允光. 高效能精梳机相关工艺技术分析[J]. 棉纺织技术,2013(8):15-19. LIU Yunguang. Technology analysis of high efficiency
comber processing[J] .Cotton Textile Technology, 2013(8):15-19.
[11] 华大年,唐之伟.机构分析与设计[M].北京:中国纺织出版社,1985:10. HUA Danian, TANG Zhiwei. Mechanism Analysis and Design[M]. Beijing: China Textile & Apparel Press, 1985:10.
Nipper opening-closing time of cotton comber
WANG Xiaowei, ZHOU Guoqing, LI Xinrong
(SchoolofMechanicalEngineering,TianjinPolytechnicUniversity,Tianjin300387,China)
In order to realize accurate control on nipper motion of a cotton comber and determine the quantitative relations between process parameters and the nipper opening-closing time, a calculation model of the nipper opening-closing time was developed based on the analysis of the nipper driving mechanism of a cotton comber, the nipper mechanism and the nipper motion theory. The factors affecting the nipper opening-closing timing and closing time were obtained. Then, the quantitative relations between the detaching gauge and the nipper opening-closing time of a cotton comber was obtained by choosing the factor named detaching gauge. This study offers a reference for the nipper opening controlled technology of a cotton comber.
cotton comber; nipper mechanism; opening-closing time; detaching gauge
2014-06-16
2014-12-09
国家重点基础研究发展计划(973计划)项目(2010CB334711)
王晓维(1990—),女,硕士生。主要研究方向为纺织机械设计及自动化。李新荣,通信作者,E-mail: lixinrong7507@hotmail.com。
10.13475/j.fzxb.20140603606
TS 112.2
A