桑枝-桉木板皮混合制浆漂白特性的研究
2015-06-08匡奕山莫立焕
徐 峻 刘 鹏 匡奕山 莫立焕 李 军
(华南理工大学制浆造纸工程国家重点实验室,广东广州,510640)
·漂白特性·
桑枝-桉木板皮混合制浆漂白特性的研究
徐 峻 刘 鹏 匡奕山 莫立焕 李 军*
(华南理工大学制浆造纸工程国家重点实验室,广东广州,510640)
探究了不同桑枝替代率下桑枝-桉木板皮混合硫酸盐法制浆和ODEp漂白的特性。结果表明,桑枝的化学组分与桉木板皮存在较大差异,桑枝综纤维素含量低、木素含量高、纤维长度较长;在相同制浆漂白工艺下,桑枝较桉木难漂白,其所占比例越高,纸浆的卡伯值越高、白度越低,但桑枝替代率不超过30%时,纸浆具有较好的可漂性,氧脱木素效率在40%以上,漂白浆的白度在78%以上;另外,桑枝的加入可以提高混合浆的黏度和撕裂度,但对漂白浆的抗张强度和耐破度不利。
桑枝;混合浆;ODEp漂白
(*E-mail: ppjunli@scut.edu.cn)
经过10多年的持续、快速发展,我国造纸工业的年生产量、消费量均达到1亿t左右,纸浆消耗总量则超过9000万t;而我国造纸纤维资源短缺问题越来越突出[1]。我国农业科技发达,拥有较为丰富的稻麦草、芦苇、玉米秸秆等非木材纤维,非木材纤维制浆造纸是我国造纸工业的一大特色[2]。但是,随着农业科技和城镇化建设的发展,纤维秸秆产量逐渐减少、品质严重下降,所以积极开发、利用其他纤维原料,增加原料供给途径[3-4],是中国造纸界“十二五”期间的重要课题,对促进我国制浆造纸工业可持续发展具有重要的意义。
广东、广西等南方省份是我国桉树的主要种植区,桉木资源相对较多,已成为一种重要的建材、家具和造纸用纤维原料来源。桉木板皮即桉木旋切单板,是把桉木原木用旋切机沿着桉木外围切线方向按一定的厚度旋切出来的薄板,在加工过程中,因尺寸、形状不符合规格要求等原因产生不合格单板。桉木板皮具有良好的制浆漂白性能,现有很多工厂将桉木板皮用于制浆,桉木板皮的供需矛盾也日益凸显,给企业正常生产带来极大压力。桑枝属木本科阔叶材,有较强韧的树皮部纤维,也是一种较好的纤维原料,能够用于纸浆生产[5-7];但因其大规模收贮、备料较难[8],加上制浆得率较低,目前并未有全桑枝制浆的工业应用。基于此,有企业提出利用当地丰富的桑枝原料替代部分生产用桉木板皮,以降低生产成本。本课题研究了桑枝原料特性及其加入量对桑枝-桉木板皮混合制浆及漂白特性的影响,为后续工业应用提供一定的指导。
1 实 验
1.1 实验材料
实验用切好的全杆桑枝和桉木板皮均由广西某厂提供。取部分代表性的上述原料用植物粉碎机粉碎,筛分后取40~60目之间的原料于封口塑料袋中平衡水分,供原料分析使用。另外,分别将上述原料浸泡于清水中,待浸泡完全后捞出放置2 h,将其分别装入塑料袋密封平衡水分,测定水分后供蒸煮使用。
1.2 实验仪器
植物粉碎机,Metso FS-300自动纤维分析仪,KRK蒸煮锅,FYX-75电热高压釜,YQ-Z-48B白度仪,TAPPI标准抄片器。
1.3 蒸煮
称取相当于绝干质量为500 g的试样,装入KRK水平式旋转蒸煮锅中,按给定的蒸煮工艺进行蒸煮,工艺条件和原料配比见表1。蒸煮后的浆料挤出黑液,洗净后用筛浆机进行筛选、甩干,放入封口塑料袋中平衡水分供后续分析和漂白使用。

表1 蒸煮实验中桑枝和桉木板皮的配比
注 蒸煮工艺:用碱量21.5%(以NaOH计),硫化度15%,液比1∶4,温度165℃,升温60 min,保温60 min。
1.4 氧脱木素(O)
氧脱木素在带有搅拌器的电热高压釜中进行,工艺条件为:NaOH用量2.5%,MgSO4用量0.5%,H2O2用量0.8%,反应温度90~100℃,压力0.4 MPa,时间60 min。
1.5 常压二氧化氯漂白(D)和过氧化氢强化碱抽提(Ep)
D段、Ep段漂白均在聚乙烯密封袋中进行,工艺条件按现有生产线的工艺进行[9]。各段漂白后浆料洗涤干净,平衡水分,供下一段漂白或纸浆特性分析使用。
1.6 检测分析
综纤维素按GB/T2677.10—1995测定,聚戊糖按照GB/T2677.9—1994四溴化法测定,酸不溶木素按照GB/T2677.8—1994测定,酸溶木素按照GB/T 10337—1989测定,细浆得率、粗渣率和白度按文献[10]中的方法测定,卡伯值按GB/T1546—2004进行测定。漂后浆经PFI磨浆处理,采用TAPPI标准抄片器进行抄片,压榨烘干,在标准大气条件(相对湿度(50±2)%,温度(25±1)℃)下处理手抄片24 h后进行物理性能测定。
2 结果与讨论
2.1 桑枝和桉木板皮的化学组分和纤维形态
桑枝和桉木板皮的纤维平均长度、宽度及主要组分见表2。
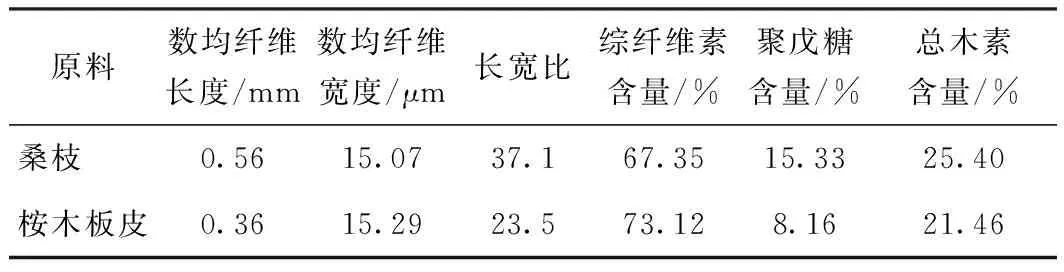
表2 桑枝和桉木板皮原料的纤维长度、宽度及主要组分
从表2可以看出,桑枝纤维长度比桉木板皮的长,其数均纤维平均长度为0.56 mm,而桉木板皮的纤维长度仅为0.32 mm;就纤维宽度而言,两者相差不大,均在15 μm左右;从纤维细胞的长宽比来看,桑枝原料长宽比为37.1,比桉木板皮的高。
另外,从表2的主要组分含量来看,桑枝的综纤维素含量比桉木板皮纤维的低约5.77个百分点,仅有67.35%,而聚戊糖含量则比板皮的高7.17个百分点,这显示出桑枝的制浆得率要比桉木板皮低。此外,从总木素含量来看,桑枝的总木素含量达到25.40%,也比桉木板皮的总木素含量高,预示着桑枝比桉木板皮难蒸煮。
2.2 桑枝加入量对桉木板皮制浆的影响
根据表1不同原料配比进行蒸煮,所得未漂浆特性和黑液分析结果见表3。从表3可知,在同一蒸煮条件下,桑枝和桉木板皮的制浆得率和特性存在较大差异。与100%的桉木板皮浆相比,100%的桑枝浆的细浆得率比纯桉木板皮浆的低12.9个百分点,这归因于桑枝原料综纤维素含量较低,这也是全杆桑枝制浆较少应用的原因之一。但从不同桑枝加入量下桑枝-桉木板皮混合蒸煮所得浆料的得率来看,在20%或30%的桑枝替代率下,纸浆的得率仍能保持在50%以上,下降较少;桑枝替代率超出30%后,制浆得率下降较多。从卡伯值变化来看,桑枝的加入使未漂浆的卡伯值急剧上升,如桉木板皮浆卡伯值仅为12.4,加入20%桑枝后,卡伯值增大到18.4,继续增加桑枝比例,卡伯值上升到20以上,全桑枝浆的卡伯值达到22.7,这说明桑枝比桉木板皮难蒸煮,主要归因于桑枝原料的总木素含量较高。同时也表明,若用桑枝部分替代桉木板皮进行混合蒸煮,碱的消耗会增加,导致加入桑枝后黑液残碱下降。
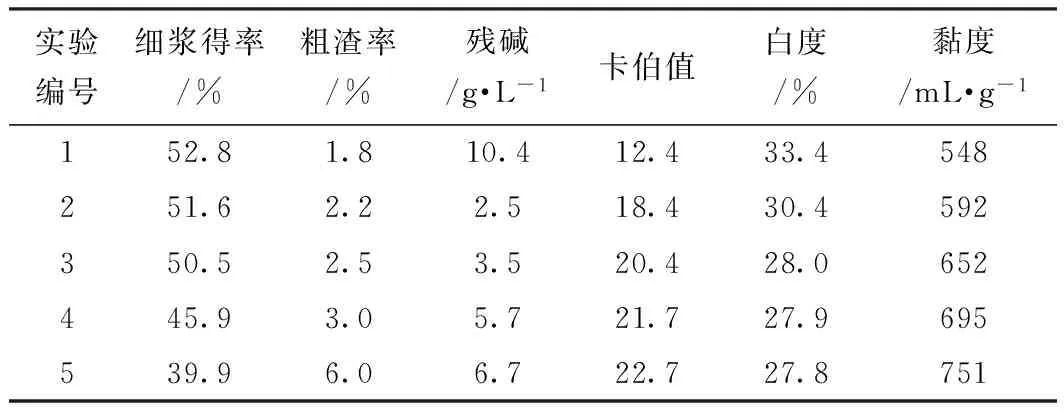
表3 不同桑枝比例的混合蒸煮实验结果
另外,从表3可以看出,加入桑枝后,随着桑枝含量的增加,纸浆黏度也随之增加,这主要是因为桑枝既含有交织能力好的较长韧皮部纤维、又具有类似杨木的木质部纤维,表现出良好的协同效应[11-12],从而对桉木板皮浆产生增强作用。对于纸浆白度,与100%桉木板皮浆相比,100%桑枝未漂浆的白度仅为27.8%,比前者低16.8%,这也预示着全桑枝浆较难漂白,在漂白过程中需要消耗更多的漂白剂。
2.3 桑枝加入量对桉木板皮浆漂白的影响
2.3.1 氧脱木素
氧脱木素被认为是蒸煮脱木素外,成本最低且最简单的脱木素方式,且具有废水可进入碱回收化学系统、减少后续漂白化学品量、降低化学品成本和废水污染负荷等优点,现在已经成为普遍采用的清洁纸浆漂白方式[13-14]。对上述不同桑枝替代率的混合浆进行氧脱木素实验,所得浆料的白度、黏度、卡伯值变化如图1和图2所示。

图1 氧脱木素后纸浆的白度和黏度

图2 氧脱木素后纸浆的卡伯值和脱木素效率
从图1可知,氧脱木素后,纸浆白度得到明显提升,这主要是因为氧脱木素过程中存在游离基反应和离子反应的复合相互作用[14],游离基反应使木素降解、碎片化而溶出,而离子反应破坏了木素的发色结构,从而使浆料的白度提高。当然,从白度的增幅来看,各种浆的变化幅度不相同,桑枝添加比例越高,白度增值越小,如全桉木板皮氧脱木素浆白度增值达20%,而全桑枝浆氧脱木素后白度增值仅为6.2%。另外,从图2纸浆的黏度来看,与未漂浆相比,氧脱木素后纸浆黏度均有不同程度下降,但与全桉木板皮浆(替代率为0)和全桑枝浆(替代率100%)相比,混有一定比例桑枝的混合浆,其氧脱木素后黏度变化相对较小,说明桑枝部分替代桉木板皮进行制浆,对提高浆料的强度是有帮助的。
2.3.2 DEp漂白
对氧脱木素浆进行DEp漂白,所得漂后浆的白度和黏度分析结果见表4。

表4 不同桑枝替代率混合浆的DEp漂白实验结果
注 D段工艺条件:ClO2用量1.5%,H2SO4用量0.5%,浆浓10%,温度60℃,时间60 min;Ep段工艺条件:NaOH用量1.2%,H2O2用量0.5%,浆浓10%,温度75℃,时间90 min。
从表4可以看出,经DEp漂白后100%桉木板皮浆很容易就达到了85.5%的白度,相比之下,含桑枝的混合浆白度则较低,尤其是100%桑枝漂白浆白度仅有67.0%,较前者低21.6%,这说明桑枝的加入增大了漂白的难度,即纸浆的可漂性降低。在桑枝替代率不超过30%时,纸浆的白度达到78%以上,能满足一般应用要求。
从表4纸浆的黏度来看,用桑枝替代部分板皮的混合浆黏度明显高于全桉木板皮浆,但在替代率达到30%以上后,桑枝对提高混合浆黏度的作用减弱,黏度变化不明显。
2.3.3 漂后浆的物理特性
将漂后浆打浆至(45±2)°SR左右,按照定量60 g/m2抄片,然后进行物理性能分析,所得实验结果见表5。

表5 漂后浆的物理性能
从表5可以看出,与全桉木板皮漂白浆相比,不同替代率下的桑枝-板皮混合漂白浆的抗张指数和耐破指数均呈下降趋势,且桑枝替代率越高,其对应值越低。这可能是因为决定纸张抗张强度和耐破度的主要因素是纤维间的结合强度,而纤维间结合力来自于分子间的氢键结合以及纤维分子间的范德华力,但纤维表面存在的木素具有疏水性,则会阻止纤维素分子间氢键的形成[15-16],降低纤维间的结合强度;有关研究表明[16],纸张的抗张指数、耐破指数与纸浆纤维中的木素含量呈现明显的负线性相关性,由于桑枝木素含量高且较难脱出,桑枝替代率越高,漂白后存在于混合浆料纤维表面的木素含量就越多,则其抗张指数和耐破指数就越低。对于撕裂指数,则主要受纤维长度的影响,由于桑枝纤维比桉木板皮长,所以桑枝替代率越高,撕裂指数越高。总的来看,桑枝替代率在不超过30%时,漂白浆的抗张指数在50 N·m/g左右,撕裂指数在6.4 mN·m2/g左右,耐破指数在2.8 kPa·m2/g以上,性能较优,能满足大部分应用要求。
3 结 论
3.1 桑枝综纤维素含量低、总木素含量高,较桉木板皮难制浆漂白;在混合蒸煮时,桑枝配比越高,未漂浆的卡伯值越高,得率和白度越低。
3.2 桑枝替代率越高,混合浆氧脱木素效率越低、白度增值越小;经后续DEp漂白,混合浆的白度差异很大,全桉木板皮浆白度达到85.5%,而全桑枝浆的白度仅为67.0%,但在桑枝替代率不超过30%时,混合浆白度可以达到78%以上。
3.3 桑枝的加入可显著提高漂白浆的黏度和撕裂指数,但对纸浆的抗张指数和耐破指数不利;当桑枝替代率不超过30%时,漂白浆的抗张指数在50 N·m/g左右,撕裂指数在6.4 mN·m2/g左右,耐破指数在2.8 kPa·m2/g以上,性能较优,能满足大部分应用要求。
[1] China Paper Association.Annual report of 2013 China Paper Industry[J].China Paper Newsletters, 2014(6): 6.中国造纸协会.中国造纸工业2013年度报告[J].造纸信息, 2014(6): 6.
[2] Li Zhong-zheng.Overview of Recent Development of Non Wood Fibers Pulping in China[J].China Pulp & Paper, 2011, 30(11): 55.李忠正.我国非木材纤维制浆的发展概况[J].中国造纸, 2011, 30(11): 55.
[3] Hu zongyuan.To adjust the structure of papermaking raw materials in China and rationally utilize non-fiber resources[J].China Pulp & Paper Industry, 2004, 25(12): 12.胡宗渊.调整我国造纸原料结构, 合理利用非木材纤维资源[J].中华纸业, 2004, 25(12): 12.
[4] CAO Pu-fang, CAO Zhen-lei, KUANG Shi-jun.Strategic Study on Fiber Raw Material Structure Adjustment of China’s Paper Industry[J].China Pulp & Paper, 2003, 22(5): 57.曹朴芳, 曹振雷, 邝仕均.我国造纸工业原料结构调整战略研究(上)[J].中国造纸, 2003, 22(5): 57.
[5] TANG Jie-bing, CHEN Ke-fu, XU Jun, et al.Oxygen Delignification and Bleaching of Mulberry Branches Kraft Pulp[J].China Pulp & Paper, 2010, 29(11): 57.唐杰斌, 陈克复, 徐 峻, 等.桑枝硫酸盐浆的氧脱木素及后续漂白研究[J].中国造纸, 2010, 29(11): 57.
[6] Cai Wenxiang.Development prospects of mulberrybranches for paper-making[J].Paper and Paper Making, 1996, 15(6): 44.蔡文祥.开发桑枝造纸的前景[J].纸和造纸, 1996, 15(6): 44.
[7] WANG Jian.Pulping and Papermaking of Mulberry Stalk[J].China Pulp & Paper, 2003, 22(12): 11.王 键.桑枝制浆造纸性能的研究[J].中国造纸, 2003, 22(12): 11.
[8] Cai Wenxiang.The Storange and preparation of mulberry stalk[J].Paper and Paper Making, 1997, 16(1): 43.蔡文祥.桑枝收贮与备料[J].纸和造纸, 1997, 16(1): 43.
[9] Li Zhi, Li Jun, Xu Jun, et al.Clean bleaching engineering practice for bagasse pulp: totally chlorine-free and elemental chlorine-free bleaching realized with the same production line[J].Bioresources, 2015, 10(2)): 2667.
[10] Shi Shulan, He Fuwang.Pulp and Paper Analysis and Detection[M].Beijing: China Light Industry Press, 2009.石淑兰, 何福望.制浆造纸分析与检测[M].北京: 中国轻工业出版社, 2009.
[11] Gong Hongrang, Pi Xiujuan.Study on the NaOH-AQ pulping properties of mulberry stalk[J].Paper and Paper Making, 2007, 26(S1): 9.巩洪让, 皮秀娟.桑枝氢氧化钠-蒽醌法制浆性能探索[J].纸和造纸, 2007, 26(S1): 9.
[12] ZHAO Gui-ling, WEN Feng, ZHAO Chen, et al.Optimization of Mulberry Stalk SCMP Process Using Response Surface Methodlogy[J].China Pulp & Paper, 2014, 33(7): 26.赵桂玲, 文 凤, 赵 晨, 等.响应面分析法优化桑枝SCMP制浆工艺[J].中国造纸, 2014, 33(7): 26.
[13] Chen Kefu.Theory and implementation of meduium and high consistency pulping and papermaking technology[M].Beijing: China Light Industry Press, 2007.陈克复.中高浓制浆造纸技术的理论与实践[M].北京: 中国轻工业出版社, 2007.
[14] Rodriguez A, Jimenez L, Ferrer J.Use of oxygen in the delignification and bleaching of pulps[J].Appita Journal, 2007, 60(1): 17.
[15] Shao Zhilong, Li Kecheng.The effect of fiber surface lignin on interfiberbonding[J].Journal of Wood Chemistry and Technology, 2006, 26(3): 231.
[16] Risen J, Hulten A, Paulsson M.Influence of fiber properties on thenetwork strength of softwood and hardwood kraft pulp fibers from differentstages of a bleaching sequence[J].Journal of wood chemistryand technology, 2004, 24(4): 289.

(责任编辑:马 忻)
Pulping and Bleaching Performances of Mixed Mulberry Branches-Eucalyptus Slab Raw Material
XU Jun LIU Peng KUANG Yi-shan MO Li-huan LI Jun*
(StateKeyLabofPulpandPaperEngineering,SouthChinaUniversityofTechnology,Guangzhou,GuangdongProvince, 510640)
The kraft pulping and ODEp bleaching performances of mixed mulberry branches-eucalyptus slab raw material with various mulberry branches ratio were studied.The result indicated that there was relatively big difference in the chemical composition between mulberry branches and eucalyptus slab.Mulberry branches had lower content of holocellulose than eucalyptus slab, but had higher content of lignin and the longer fiber length.Under the same pulping and bleaching process conditions, mulberry branches were more difficult to be bleached compared with eucalyptus slab.Higher proportion of mulberry branches in the raw material resulted in higher Kappa number and lower brightness of the pulp.The mixed pulp had a good bleachability when the proportion of nulberry branches were lese than 30%, and the oxygen delignification rate was more than 40%, and the brightness of bleached pulp was higher than 78%.In addition, the usage of mulberry branches could improve the viscosity and the tear strength of the mixed pulp, but deteriorate the tensile strength and the burst strength.
mulberry branches; mixed pulp; ODEp bleaching
徐 峻先生,博士,高级工程师;主要从事制浆造纸新技术与植物资源利用方面的工作。
2015-06-24(修改稿)
国家水体污染治理与控制科技重大专项(2014ZX-07213001);制浆造纸工程国家重点实验室开放基金(201356);制浆造纸工程国家重点实验室自主研究课题(C714041z)。
TS745
A
10.11980/j.issn.0254-508X.2015.11.002
*通信作者:李 军先生,E-mail:ppjunli@scut.edu.cn。
