双刀切纸机的负荷分配
2015-06-08李天利
李天利
(陕西科技大学,陕西西安,710021)
·双刀切纸机·
双刀切纸机的负荷分配
李天利
(陕西科技大学,陕西西安,710021)
在对双刀切纸机负荷分配产生的原因、负荷分配控制方法分析的基础上,利用可编程序控制器读取送纸辊1电机的实际转矩进行偏差计算,用来调节送纸辊2电机的转差率,实现两个送纸辊电机之间的负荷分配。实践证明这种方法调节容易且能使送纸辊2电机较好地跟随送纸辊1电机转矩的变化,达到负荷分配控制的目的。
切纸机;负荷分配;转差率
(E-mail: litianli@sust.edu.com)
双刀切纸机是比较常见的纸张加工设备,是造纸业和印刷业中一种非常重要的机械装置,它主要是用来把已经生产好的原纸剪切成不同规格的纸张,以满足不同用户的需要。双刀切纸机由于速度变化比较频繁,负荷分配的控制不同于纸机。笔者根据双刀切纸机在生产中的实际要求设计了一种负荷分配的控制方法,可为其他相似系统的设计提供技术参考。
1 双刀切纸机及控制要求
国产幅宽3150 m、切纸速度120 m/min双刀切纸机的工作流程如图1所示。从图1可知,原纸卷经弧形辊进入纵切刀,分切成合乎纵向尺寸要求的四部分,然后进入切刀1和切刀2(也称横切刀)切成纸幅横向合乎要求的长度,最后经皮带1、皮带2传送至接纸台,整理打包。

图1 双刀切纸机示意图

图2 双刀切纸机控制结构图
双刀切纸机的电气控制采用分部变频传动,系统组成示意图见图2。其PLC采用西门子CPU315-2DP,系统采用PROFIBUS-DP通信。
双刀切纸机要切出合格的纸张,就要求送纸辊1电机和送纸辊2电机之间在速度同步的同时实现负荷均衡,当电机负荷不均匀时,如果分切的纸张页数较少就有可能断纸,若分切的纸张页数较多就可能会造成电机打滑致使切纸出现较大误差,更有甚者可能造成电机过负荷运转影响电机寿命,甚至烧毁电机。所以要求送纸辊1电机和送纸辊2电机之间具有负荷自动分配控制功能。
2 负荷分配
2.1 负荷分配的方法
2.1.1 负荷分配的一般方法
负荷分配一般有两种实现方法:通过对变频器的转矩控制实现和通过对变频器的速度控制实现。
转矩控制的负荷分配是利用变频器本身主从控制功能实现,选取送纸辊1电机作为负荷分配的主传动点,它采用速度控制且速度闭环以维持速度稳定, 送纸辊2电机作为从传动点采用转矩控制模式,将送纸辊1电机的实际转矩通过PROFIBUS读出,再乘以负荷分配的比例系数后,送给送纸辊2电机变频器作为送纸辊2的转矩输入(若送纸辊2电机功率与送纸辊1相同且机械部分相同,则将读出的送纸辊1电机的转矩直接送给送纸辊2),这样送纸辊2转矩就能时刻跟随送纸辊1电机转矩的变化。
速度控制的负荷分配是采用改变电机转差率的方式来改变电机的输出转矩。三相交流异步电动机定子旋转磁场和转子旋转磁场之间存在转差频率。在稳态时,异步电动机的输出转矩近似正比于转差频率,所以当电机的速度恒定时,调节变频器的输出频率,也就是电机的给定频率,相当于调节转差率,同时也调节了电机的输出转矩[1]。负荷分配选取送纸辊1电机作为负荷分配的主传动点,它采用速度控制且速度闭环以维持速度稳定, 送纸辊2电机作为从传动点,是通过调节从送纸辊2电机的转差率来调节电机的输出转矩。
2.1.2 负荷分配的方法选择
转矩控制负荷分配的方法控制精度高、动态响应快、控制品质好,但适用范围小,对负载有一定的要求,这是因为从传动机(送纸辊2电机)负载转矩较大时电机转速低;转矩较小时电机转速高,所以适用于恒定类钢性连接负载。速度控制的负荷分配适用范围更广,但控制效果不如转矩控制的负荷分配[1]。从切纸机的切纸长度要求分析,送纸辊2需要实现速度闭环以控制它的转速稳定,以便给切刀辊2电机提供稳定可靠的速度基准,因此速度的稳定尤为重要,因此选择速度控制的负荷分配方法。
2.2 通过改变电机转差率实现负荷分配
设定送纸辊1电机为主传动,送纸辊2电机为从传动,送纸辊1采用速度、电流双闭环控制,同时将送纸辊1的转矩乘以负荷分配系数作为送纸辊2的转矩给定信号进行PID运算后作为送纸辊2电机的转矩给定。
在实际中若送纸辊2采用转矩闭环控制,转速开环控制是不可靠的。因为在这种控制方案中电机的转矩是靠负载的转矩来平衡的, 此时送纸辊2电机的转速跟随送纸辊1电机转速保持一定的值, 当送纸辊2负载转矩小于电机的输出转矩时, 电机就会突然升速,若不能及时调节电机输出转矩, 降低输出转矩值, 就会发生飞车事故。因此送纸辊2电机采用速度、电流双闭环控制[2]。
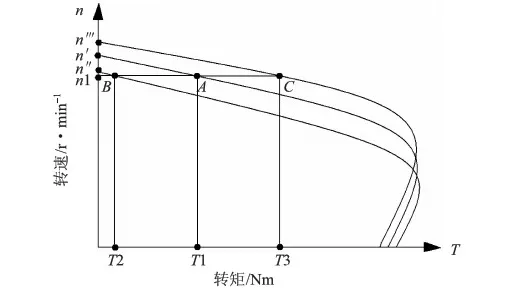
图3 异步电动机改变同步转速时的机械特性
图3是异步电动机调速时的机械特性,设电机原运行在特性的A点(实际转速为n1,同步点n′),根据期望转矩与实际转矩比较的结果,如须增大该传动点输出转矩,则增大转差率,即使给定频率增大,由此机械特性上移如特性曲线C点(实际转速为n1,同步点n‴),电机转矩就由原来T1增至T3,转矩增大;同理,如须减小该传动点转矩,只须减小转差率,即使给定频率减小,由此机械特性下移如特性曲线B点(实际转速为n1,同步点n″),电机转矩就由原来T1减至T2,转矩减小[3]。调节电机转差率实现负荷分配。通过期望转矩与实际转矩的比较结果来控制相应传动点的频率给定值,改变的是电机的同步转速,实际上是改变电机的转差率,从而调整了该电机的转矩。
2.3 负荷分配的控制算法和原理
根据负荷分配原理,应检测和控制传动点的电机输出功率,但实际控制当中电机功率为间接量,而电机的输出转矩从实际上反映了电机的负荷变化情况,在切纸机控制系统中利用PLC(西门子CPU315-2DP)读取送纸辊1电机变频器的实际转矩(为百分数)在通过与PLC读出送纸辊2电机的变频器的实际转矩(为百分数)作差值的PID运算后去控制送纸辊2电机的同步转速。实际应用中,采用逐次逼近法,先设一定的误差范围(一般在2%~3%以内),只要误差小于设定范围(2%~3%)即可以认为负荷已平衡。PID的参数可根据实际运行整定(这方面文献较多就不详述)。
2.4 负荷分配的软件流程
负荷分配的软件流程见图4。其中T1是送纸辊1电机转矩;T2是送纸辊2电机转矩;N1是送纸辊1转速给定;N2是送纸辊2转速给定;e是送纸辊1、送纸辊2转矩误差范围(一般在2%~3%以内)。
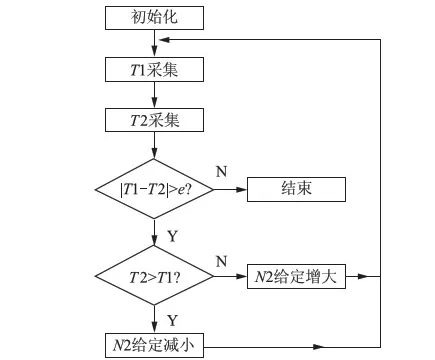
图4 软件流程
2.5 负荷分配的其他问题
(1)送纸辊1、送纸辊2应设计单连动功能,在单连动状态时送纸辊1、送纸辊2可以单独调速、单独操作,在连动时同时启动同时停止,连动调速。
(2)切纸机整机的速度是由送纸辊1控制的,其余各传动点的速度在这个速度链上与送纸辊1构成比例关系,负荷分配与速度链控制既独立又关联,所以要充分考虑其衔接问题。
(3)负荷分配中送纸辊1若故障停机,其他从传动点也应停机;当任一及以上从传动点故障停机时,作为主传动点的送纸辊1也应停机。所以控制中应对全部传动点的状态进行监控。方法有两个:①利用PLC实时读取各传动点变频器的状态再利用软件去判断,最后利用PLC数字输出去控制各变频器;②将各变频器的故障通过PLC数字输入送入PLC利用软件去判断,最后利用PLC数字输出去控制各变频器。方法②响应快,因此选用②。
3 现场使用情况
笔者将以上控制方法应用于河南某造纸厂幅宽3150 mm、切纸速度120 m/min的双刀切纸机,现场调试试验验证了负荷分配控制方案的可行性。实践表明采用PROFIBUS总线通信方式实现负荷分配控制,减小了干扰,增加了系统的可靠性,该系统自投入运行以来,一直运行可靠。
4 结 论
双刀切纸机由于速度变化比较频繁,负荷分配的控制不同于纸机,利用调节电机转差率实现送纸辊1、送纸辊2之间的负荷分配的方法调节容易、可实现3%以内的负载平衡率,确保了双刀切纸机稳定可靠的运行,提高了生产效率,具有较强的实用性,可为其他相似系统的控制系统的设计提供一定的技术参考。
[1] Meng Xian-kun Li Ming-hui Li-hu.Design and Realization of the Load Distribution Control System for Paper Machine[J].Process Automation Instrumentation, 2012, 33(1): 35.孟宪坤, 李明辉, 李 虎.纸机负荷分配控制系统的设计与实现[J].自动化仪表, 2012, 33(1): 35.
[2] GUO Yan-ping.Load Distribution Contro lof Rewinder Based on Frequency Conversion Technology[J].China Pulp & Paper.2009, 28(12): 41.郭艳萍.复卷机负荷分配控制策略的分析与实现[J].中国造纸, 2009, 28(12): 41.

(责任编辑:常 青)
The Load Distribution of Synchro-fly Cutter
LI Tian-li
(ShaanxiUniversityofScienceandTechnology,Xi’an,ShaanxiProvince, 710021)
The causes of synchro-fly cutter load distribution and load distribution control method were analyzed.The load distribution between two motors was implemented by adjusting the No.2 motor slip ratio that was obtained using the programmable logic controller to read two motors’ actual torque and conduct deviation calculation.The practice application proved this method easy adjustment and could make No.2 motor torque changes well following the changes of the torque of No.1 motor, so as to control the load distribution.
cutter; load distribution; slip
李天利先生,副教授;主要研究方向:电力电子技术及其应用。
2015-04-23(修改稿)
TS736+.3
A
10.11980/j.issn.0254-508X.2015.11.010
