锡类催化剂催化合成癸二酸二异辛酯
2015-06-05赵玉贞刘月皞
马 楷,赵玉贞,刘月皞,李 霞,梅 莉
(中国石化润滑油有限公司重庆分公司,重庆400039)
癸二酸二异辛酯(BEHS)是一种性能优良的耐寒增塑剂,具有耐热、耐光、耐水性和电绝缘性等性能,增塑效率高,挥发性低,常用于聚氯乙烯耐寒塑料薄膜、合成橡胶、硝基纤维素、乙基纤维素和人造革等制品,还作为喷气发动机的润滑油脂的基础油[1-2]。传统的酯化反应催化剂为硫酸,不仅对设备有腐蚀,还导致生成大量的副反应,产品颜色深、硫含量高,不能通过精制工艺得到高洁净度的酯,污染物排放量大[3]。非硫酸性催化剂的研究和应用成为热点,如固体酸催化剂SO24-/TiO2-Al2O3[4],SO24-/TiO2-ZrO2[5]、强 酸 性 离 子交换树脂[6]、氧化亚锡[7]和 SnO/沸石催化剂[1],但反应温度多超过210℃,催化剂用量大,酯化率最高为99.4%。
笔者在190℃以下,以0.05%的GM-1为催化剂进行癸二酸和异辛醇的酯化反应,并优化了工艺。
1 实验部分
1.1 原料与仪器
癸二酸,化学纯,通辽市兴合生物科技有限公司;异辛醇,分析纯,天津市科密欧化学试剂有限公司;氯化亚锡、氧化锌均为分析纯,重庆西南化学试剂有限公司;氧化亚锡、草酸亚锡、碳酸锌、钛酸四丁酯(TBT)、氧化锡均为分析纯,国药集团化学试剂有限公司;F-氧化铝、G-分子筛、GM-1(Sn:68%)均为工业级,上海裕成化工有限公司;SnO@Al2O3,自制,共沉淀法合成,Sn:50%。
Nicolet560傅里叶变换红外光谱仪,美国尼高力公司;Bruker300/Instrum av300核磁共振,瑞士Bruker公司;ICP-AES测试仪,德国SPECTRO SIROS VISION公司和S3400N扫描电镜,日本HITACHI公司。
1.2 BEHS的酯化反应
在装有温度计导管和油水分离器的1 000 mL反应器中,加入一定配比的癸二酸、异辛醇和催化剂,搅拌下在设定温度、时间和真空下缓慢加热,反应过程中保温,及时分出酯化产生的水。该反应为醇过量的反应,产物酸值(KOH)低于0.2 mg/g,此时酯化率大于99.5%,视为反应终点,过滤得产物。
其中酸值按照GB/T 7304—2014,羟值按照GB/T 7815—2008测试。
酯化率的计算方法为:
酯化率=1-(粗酯酸值/初始酸值)×100%
2 结果与讨论
2.1 不同催化剂对酯化反应的催化活性
考察了不同催化剂对酯化反应的催化活性,结果见表1。
由表1可知,常用催化剂 H2SO4、TBT和SnO均有良好的催化活性,酸值均低于0.2 mg/g;以硫酸的活性最佳,反应时间短,催化剂用量少,但是存在S元素残留,并且反应温度超过185℃时,逆反应明显;TBT、SnO和SnO@Al2O3也同样有金属的残留;ZnO虽然基本无残留,但是催化活性略差;而以GM-1为催化剂酯化效果好,酸值为0.08mg/g且没有Sn元素残留,优势明显。

表1 不同催化剂对酯化反应活性
2.2 反应条件的选择
考察了GM-1用量对癸二酸和异辛醇酯化反应的影响,结果见表2。
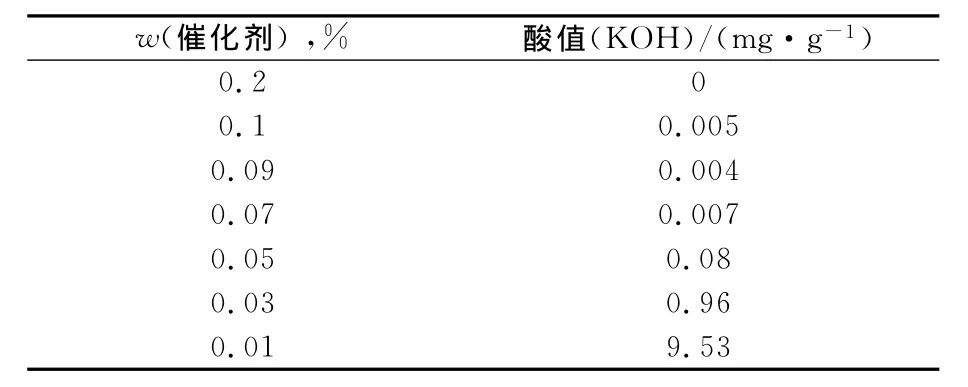
表2 催化剂用量对酯化反应的影响
由表2可知,当催化剂用量超过0.03%时,酸值均低于1.0mg/g,说明酯化反应基本完全;但是催化剂用量为低于0.03%时,酸值达9.53 mg/g,因此以催化剂用量为0.05%为佳,酯化反应完全。
固定催化剂用量,考察了原料配比酯化反应的影响,见表3。
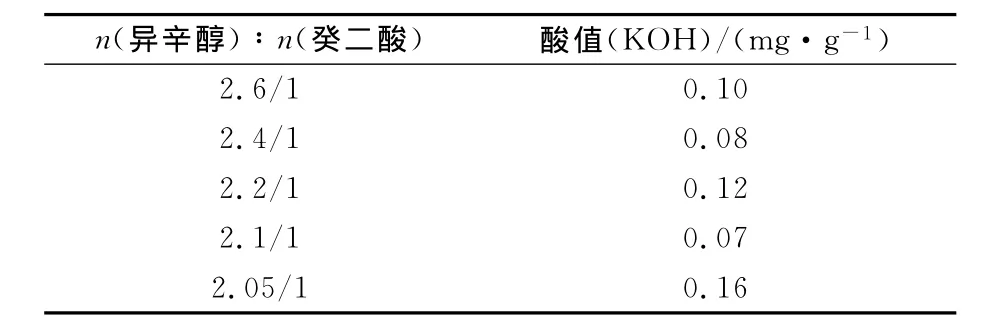
表3 原料配比对酯化反应的影响
由表3可知:当醇酸摩尔比大于时2.05时,产物的酸值低于0.16mg/g,酯化反应进行完全;说明原料配比并不是影响酯化反应的根本因素,若保证过量的醇回流,酯化反应基本能进行完全。
2.3 催化剂的重复性
由于GM-1在粗酯中没有残留,收集反应后的催化剂,洗涤,在80℃干燥,考察其重复使用性,结果见表4。
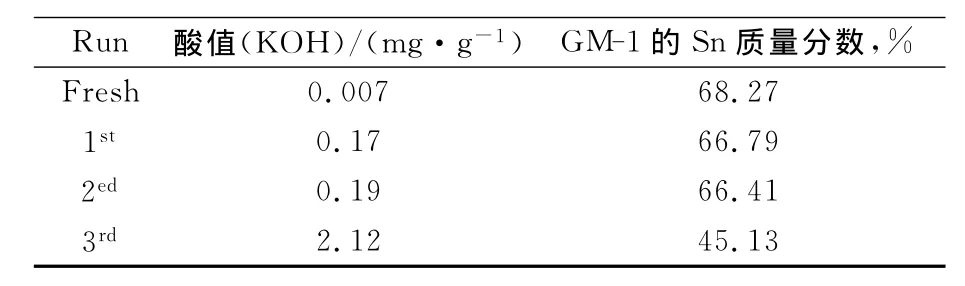
表4 催化剂的重复使用性稳定性
由表4可知,GM-1催化剂重复使用2次,Sn质量分数基本不变,对酯化反应有良好的催化活性,但是酯化反应进行第3次时,酸值超过2mg/g,说明酯化活性下降,这是由于催化剂中锡含量减少,相当于不足0.03%的新鲜催化剂,催化活性不足,因此,工业进行酯化时,可采取不断添加新鲜催化剂的方法,并监控催化剂的Sn质量分数确保反应的顺利进行。
2.4 BEHS的稳定性
以GM-1为催化剂考察BEHS的分解情况,结果见图1。
为了验证BEHS粗酯高温下的稳定性,脱醇完成后延长保温时间1h。由图1可知,BEHS的酸值降低至0.03mg/g后基本不变,羟值(KOH)由4.26mg/g降至0,整个过程没有出现羟值和酸值上升等现象,说明在210~225℃,GM-1的存在下BEHS性能稳定,酯化后釜内可直接进行脱醇,以省去精制后的蒸馏工序。
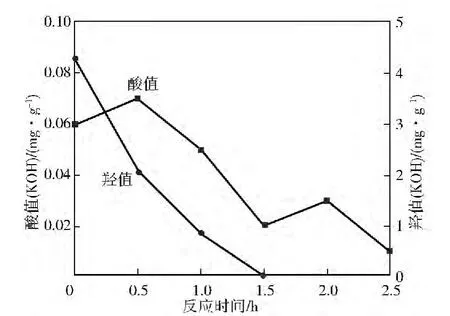
图1 210~225℃保温反应下BEHS的分解
2.5 BEHS性能
产物的FT IR和13C NMR图谱见图2~图4。
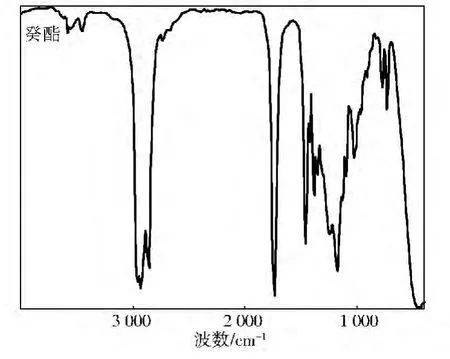
图2 癸二酸二异辛酯的红外光谱
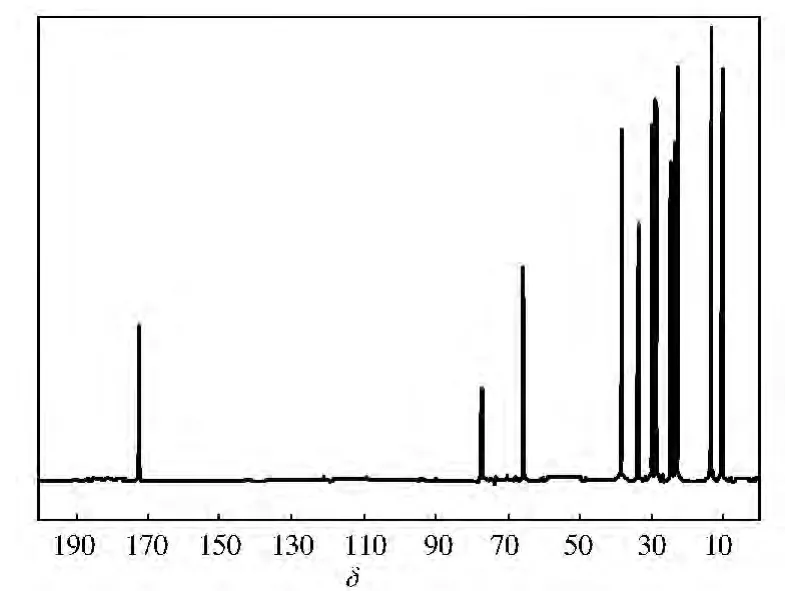
图3 癸二酸二异辛酯的13C NMR
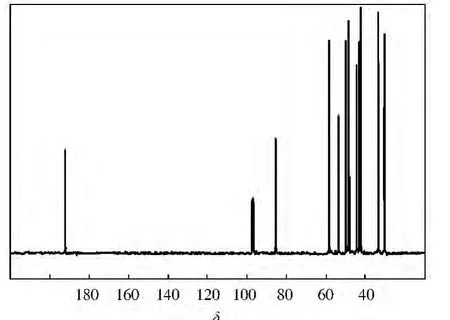
图4 癸二酸二异辛酯高温后的13C NMR
图 2 中,σ/cm-1:2 958 (—CH3),1 464(—CH3),2 859(—CH2),1 738(C═O),1 171(C—O—C)。
图3 中,13C NMR,δ:172.0(C═O),61.6(C—O),41.6(CH—(CH2)3),22.1~33.5(CH2),13.5(CH3)。对比分解试验后产物的13C NMR测试,没有检测到异辛醇,说明产物脱醇比较完全,且没有发生分解现象。BEHS基本性能见表5。
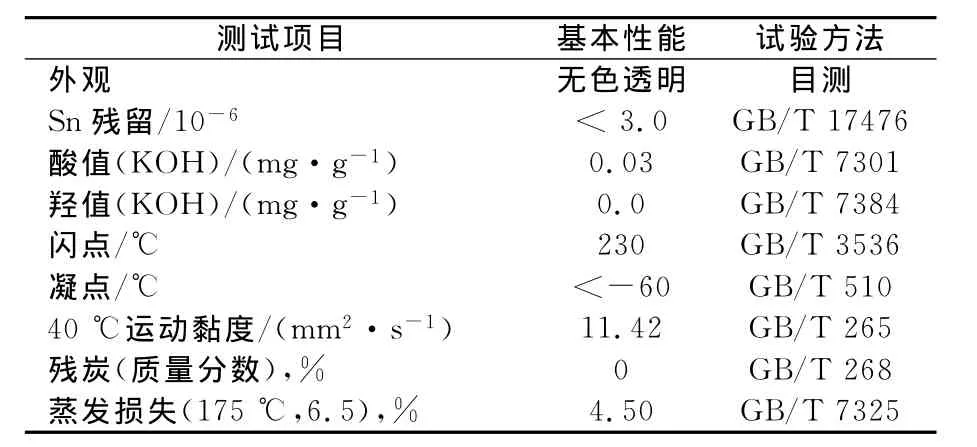
表5 BEHS的基本理化性能
由表5可知,直接过滤所得的试样,不含锡元素,并且具有良好的高低温性能,达到了设计的目的。
3 结 论
a.以不同催化剂进行了癸二酸和异辛醇的酯化反应,其中以GM-1为催化剂,活性最好,催化剂用量少。
最佳的工艺条件是:原料配比n(癸二酸)∶n(异辛醇)=1∶2.4,w(催化剂)=0.05%,反应时间7h,酯化反应转化率达99.5%以上。粗酯无需碱洗、水洗,直接过滤即得产品,生产周期短,产物洁净,且催化剂可以重复使用,几乎不产生固废和液废。
b.高温脱醇后一定时间内粗酯的酸值和羟值没有上升,GM-1催化酯化反应稳定,工业上可以釜内进行脱醇,减少精制后的蒸馏工序。
[1] 孟启,朱国彪,孙小强.SnO/沸石催化合成癸二酸二辛酯的研究[J].精细石油化工进展,2001,2(12):7-10.
[2] 马雪琴.硅钨酸催化合成癸二酸二异辛酯[J].首都师范大学学报,1994,15(4):57-59.
[3] 费建奇,赵伟.硫酸催化新戊基多元醇脂肪酸酯化反应行为研究[J].润滑油,2009,24(1):42-47.
[4] 陈群.SO24-/TiO2-Al2O3固体超强酸催化合成癸二酸二异辛酯[J].精细石油化工进展,2004,5(4):33-35.
[5] 杨晓东,胡瑾.固体酸SO24-/TiO2-ZrO2催化合成癸二酸二辛酯[J].精细与专用化学品,2011,19(8):34-36.
[6] 马雪琴.强酸性阳离子交换树脂催化合成癸二酸二异辛酯[J].首都师范大学学报,1995,16(3):67-69.
[7] 郑根武,宁立芹.癸二酸二辛酯的开发[J].现代塑料加工应用,2002,14(2):38-40.