电热式变模温注塑改善微结构复制度方法
2015-06-05宋满仓连城林刘军山熊林城
宋满仓,连城林,刘 莹,刘 冲,刘军山,熊林城
(大连理工大学精密与特种加工教育部重点实验室,大连 116024)
电热式变模温注塑改善微结构复制度方法
宋满仓,连城林,刘 莹,刘 冲,刘军山,熊林城
(大连理工大学精密与特种加工教育部重点实验室,大连 116024)
为解决在注塑成型过程中微结构特征难以精确复制的问题,搭建了一套电热式变模温注塑成型系统.该系统采用高功率密度电热棒加热,低温水冷却,并利用压缩空气吹气排水以提高加热效率.该系统各部分动作由外设可编程控制器PLC控制,并与注射机内部控制器的信号互锁.以典型微结构塑件——微流控芯片为例,研究了变模温注塑成型对微结构复制度的影响.结果表明,与传统油加热模具相比,该系统在优化成型工艺参数条件下,可以明显改善芯片微结构复制度,复制度接近100%,并呈现出很好的宏观表面质量.
注塑成型;电热式变模温;微流控芯片;微通道;复制度
传统注塑成型技术已经很成熟,通过优化工艺参数,注塑制品都可获得较好的复制度.但是对于带有微结构的制品成型,由于冷凝层效应和滞流现象的存在,必然会造成成型制品与型腔在尺寸和形状方面产生差异,即达不到100%复制的问题[1].而这种成型问题将直接影响到此类制品的尺寸和形状精度,限制了其应用场合.目前,国内外对注塑成型微结构复制度的研究也很多,如Lee等[2]对微透镜阵列的复制度、Sha等[3]对微圆柱阵列的复制度开展了研究,李常峰等[4]提出了利用超声振动辅助注射成型来提高微通道复制度的方法.Yao等[5]针对聚合物熔体在微通道中的流动问题进行了理论研究和2.5D有限元数值分析.Theilale等[6]用试验和模拟的方法来研究影响微结构复制质量的因素.Ong等[7]通过试验研究成形工艺参数在型腔的微结构填充中所起的作用.卢振等[8]研究了抽真空对微结构成型的必要性.如何提高和改进微结构的复制度,直至彻底解决,目前还没有有效的系统解决方案.
在前期工作[9]的基础上,本文以具有十字交叉微通道的微流控芯片为研究对象,针对传统的油加热恒定模温注塑成型技术无法彻底解决微结构复制度的问题,提出采用可编程控制器PLC控制的电热式变模温注塑成型技术,通过试验和理论分析,以期获得明显改善微结构复制度的工艺方法.
1 微结构的复制度
微流控技术是把生物和化学等领域中所涉及的样品制备、反应、分离、检测等基本操作单元集成到一块尺寸较小的芯片上,在压力泵或电场作用下形成微流路,以达到对样品高通量快速分析的目的[10].图1所示为一种典型的微流控芯片,其轮廓尺寸为82.0,mm×40.0,mm×1.2,mm,芯片上最重要的特征结构为“十字架”形状的微通道,微通道截面形状及尺寸如图2所示,微通道纵向长65,mm,横向长15,mm,芯片成型材料为聚甲基丙烯酸甲酯(PMMA).
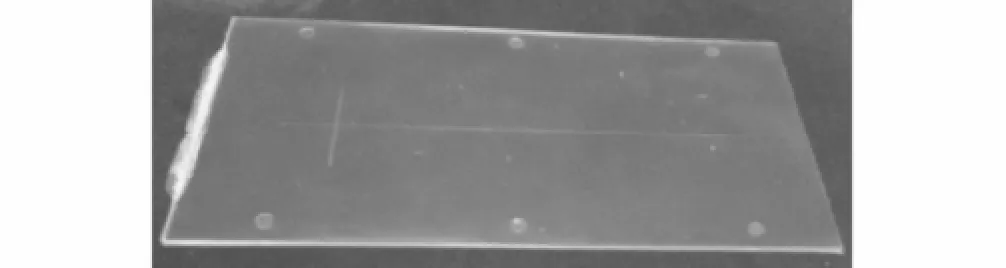
图1 微流控芯片Fig.1 Microfluidic chip

图2 微通道截面尺寸Fig.2 Section size of micro channel
由图1和图2可以看出,微流控芯片是一种典型的微结构制品,其成型质量的核心指标是微通道的复制度,即制品微通道与型芯微凸起的符合程度.而复制度不理想表现为在微通道开口处本应为直角的地方形成圆角,如图3(a)所示.前期研究表明,采用油加热恒定模温注塑成型技术,在模具温度为85,℃左右时,可以有效地改进微通道复制度.若将模具温度提高到PMMA的玻璃态转变温度105,℃后,圆角明显减小且不可见,如图3(b)所示.但是这样会产生一系列问题,首先是微通道处由于模具温度较高,不能保证熔体的充分冷却,在脱模时会产生带料缺陷,如图3(b)所示.同时也会带来一些宏观缺陷,如粘模、凹陷等,并且高的模具温度增加了冷却时间,使成型周期变长.但是微结构成型质量作为微流控芯片的核心指标必须得到提升,因此需要一种注射时模具温度较高、开模时模具温度较低的注塑成型方法——变模温注塑成型技术.

图3 微流控芯片的微通道截面Fig.3 Section of micro channel for microfluidic chip
2 电热式变模温注塑成型系统
变模温注塑成型技术采用一种动态的模温控制策略,即在注射前快速加热模具,以实现高模温注射,随后通过快速冷却以缩短成型周期[11].加热模具的方式主要有电磁感应加热、红外线加热、半导体加热、火焰加热、电加热、高温气体加热和复合模壁加热等;冷却模具的方式有液氮冷却、半导体冷却和水冷却等.本文根据各种加热和冷却方式的特点、成本和试验要求等,选择采用电加热和水冷却方式.
2.1 电热式变模温注塑成型系统的组成
电热式变模温注塑成型系统由注塑机、模具和控制系统组成,其控制系统主要由加热装置、冷却装置和外设控制装置3大部分组成,其中还增加一个由空压机组成的吹气排残装置,该装置是为了在加热模具前清空冷却管路中的水,以提高模具的加热效率,缩短成型周期.本文将冷却装置和吹气排残装置统称为冷却排残装置,成型系统组成如图4所示.
2.2 电热式变模温注塑成型控制系统
(1)加热装置.选用高功率密度电热棒,可使模具型腔表面温度快速达到预设值t1(通常为塑料的玻璃态转变温度,PMMA的玻璃态转变温度为105,℃).为使加热均匀,本试验的电热棒遵循多数量和密排步的原则,电热棒的直径应尽可能的小;但受电热棒的制作工艺限制,若直径过小则棒内的加热丝密集程度就会降低,导致功率密度下降,因此将电热棒的直径选定为5.9,mm,功率密度为25,W/cm2,电热棒孔的直径相应为6,mm.
(2)冷却排残装置.由冷却水循环机、空压机、2个电磁阀、冷却水管及将各部件连接起来的水嘴组成.冷却循环机和空压机分别是用来提供低温水来冷却模具和将冷却水道中残留的水吹走,2个电磁阀是用来控制冷却水和吹气的通断.
(3)外设控制装置.由PLC控制柜和上位机监控系统组成.采用西门子S7-200系列PLC作为控制系统的核心控制器.温度采集选择EM231,RTD扩展模块.通过该装置可实现模具温度变化的控制,并且与注塑机的控制信号实现互锁,保证注塑成型过程的有序进行.
需要实现互锁的信号有注塑机安全门的开合、注射、注射转保压及开模信号.其中开合安全门、注射转保压为外设PLC的输入信号,注射和开模为外设PLC的输出信号.通过温度传感器测量模具温度值与预设温度值的比较作为各个动作进行的起止点.t2为开模时的模具温度(本试验设为60,℃),其流程如图5所示.
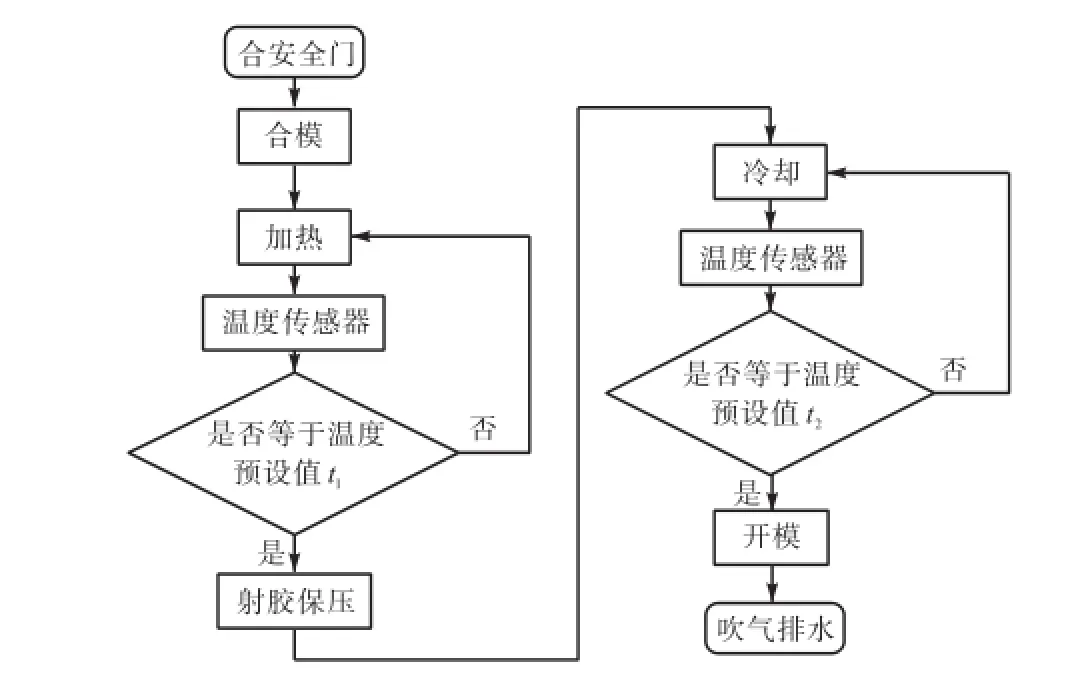
图5 变模温注塑成型工艺流程Fig.5 Flowchart of variotherm injection molding process
3 变模温注塑成型试验和结果分析
3.1 电热式变模温注塑成型试验
前期研究[12]表明,模具温度是影响芯片微通道复制度的主要因素,故在试验装置搭建完成之后,进行模具温度对微结构成型质量影响的试验,以此来验证电热式变模温注塑成型技术的可行性.试验所用工艺参数如表1所示,模具温度取值以及试验结果如图6所示.

表1 工艺参数Tab.1 Process parameters

图6 模具温度与微通道宽度的关系Fig.6Variation of micro channel width with mold temperature
从图6中可以看出,微通道的开口宽度随模具温度的升高呈减小趋势,当模具温度为95,℃时,其开口宽度已十分接近镶块微凸起的宽度尺寸70,µm.而在模具温度为110,℃后开口宽度又有增大的趋势,分析表明这是由于在同样的工艺条件下,模具温度高于塑料的玻璃态转变温度后,直接导致熔体在高温下在型腔中的驻留时间加长,使成型制品与型腔产生粘连,导致开口处变形、宽度加大,如图7所示.严重时在开模时就会产生制品撕裂现象,故在保证微结构成型精度的前提下,应选择恰当的温度范围(95~105,℃)以保证芯片的宏观质量.
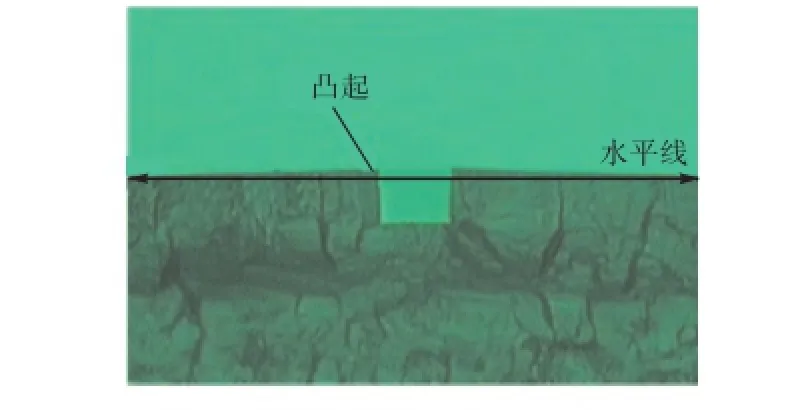
图7 微通道缺陷Fig.7 Defect of micro channel
3.2 变模温注塑系统下的最佳成型芯片
前文已进行了模具温度对微结构成型质量影响的单因素试验,且确定了其最佳的取值范围,根据以往的经验,除了模具温度外,影响微流控芯片微结构复制度的其他3个主要工艺参数分别为熔体温度、注射速度和注射压力,对其也分别进行单因素试验,并确定各自的最佳取值范围.最后再根据4个主要工艺参数的最佳取值范围进行正交试验,获得最佳的成型工艺组合,成型出微结构和宏观质量俱佳的制品.
通过正交试验可以得出,在电热式变模温注塑成型条件下,模具温度同样是影响微通道成型精度最重要的工艺参数,且获得了最优工艺组合:模具温度100,℃,熔体温度245,℃,注射速度85.4,mm/s,注射压力126,MPa.最终得到的最佳芯片如图8所示,左侧为芯片基片,各部分尺寸与图1相同,右侧为其相应的盖片,芯片宏观质量良好,微通道复制度几乎达到100%,如图9所示,芯片宏观质量和微通道复制度都非常好.
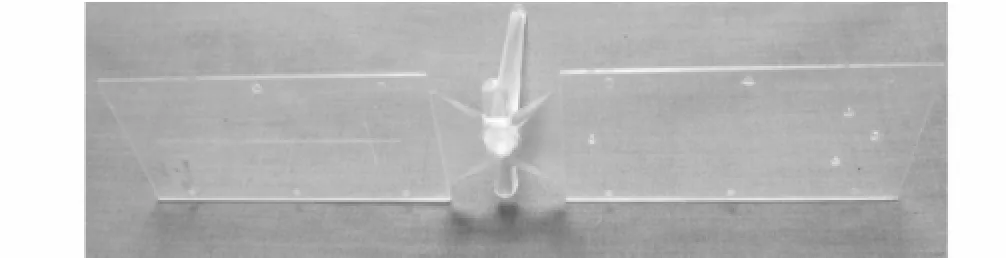
图8 最佳成型芯片Fig.8 Best molding chip
图9 100%复制度Fig.9 100% replication fidelity
3.3 变模温注塑明显改善微通道复制度的成因分析
模具温度较低,熔体进入模具型腔后,在型腔表面形成冷凝层,固化的冷凝层使得微通道无法被完全填充,注塑成型后在微通道处出现较大的开口圆角;模具温度过高,制品收缩率大,容易出现表面缩痕和翘曲变形.
采用油加热模具,由于油的热惯性比较小,加热缓慢,若将模具加热到较高温度,然后再冷却下来,这个周期会很长;所以,在传统注塑成型中,为了缩短成型时间,降低生产成本,一般选择恒油温加热模具,模温一般控制在80~90,℃.因此即使优化工艺参数,也很难消除冷凝层对填充效果的影响,微结构得不到理想的复制.
电热式变模温注塑成型是由电热棒加热模具,由于电加热热冲击很大,可在短时间内将模具加热到较高的温度,当模具温度达到预定值(玻璃态转变温度)时开始注射,熔体在几乎无冷凝层的状态下填充型腔,微结构处得到充分充填,从而获得理想的复制度;在保压一段时间后开始冷却固化,当模具温度降到开模温度时开模取件,用吹气排残装置清除冷却水道中的水,从而完成一个周期.与恒油温加热相比,这个周期要缩短许多,大约在90,s左右.
4 结 论
(1)采用外设可编程控制器PLC控制并与注射机内部控制器的信号互锁,配以高功率密度电热棒加热,冷却水冷却,并利用压缩空气吹气排水以提高加热效率,可搭建一套适合具有微结构的塑料制品成型的电热式变模温注塑成型系统.
(2)变模温注塑成型技术优势在于,模具温度可以接近或达到塑料制品的玻璃态转变温度,熔体在几乎无冷凝层的状态下填充型腔,微结构处可得到充分充填,从而可以获得非常好的微结构复制度.
(3)针对使用PMMA材料成型的微流控芯片,电热式变模温注塑成型系统在模具温度为100,℃时的优化工艺组合条件下,可以明显改善芯片微结构复制度,并获得很好的宏观表面质量.
[1] 宋满仓,刘 莹,祝铁丽,等. 微流控芯片注塑成型缺陷的成因与对策[J]. 机械工程学报,2011,47(6):33-38. Song Mancang,Liu Ying,Zhu Tieli,et al. Analysis ofinjection molding defects for microfluidic chip[J]. Journal of Mechanical Engineering,2011,47(6):33-38(in Chinese).
[2] Lee B K,Kim D S,Kwon T H. Replication of microlens arrays by injection molding[J]. Microsystem Technologies,2004,10(6/7):531-535.
[3] Sha B,Dimov S,Griffiths C,et al. Investigation of micro-injection moulding:Factors affecting the replication quality[J]. Journal of Materials Processing Technology,2007,183(2/3):284-296.
[4] 李常峰,蒋炳炎,申瑞霞,等. 微流控芯片超声振动注射成型模具设计[J]. 工程塑料应用,2010,38(2):67-71. Li Changfeng,Jiang Bingyan,Shen Ruixia,et al. Design of ultrasonic vibration assisted injection mold for microfluidic chip[J]. Engineering Plastics Application,2010,38(2):67-71(in Chinese).
[5] Yao Donggang,Kim Byung. Simulation of the filling process in micro channels for polymeric materials[J]. Journal of Micromechanics and Microengineering,2002,12(5):604-610.
[6] Theilale U A,Hansen H N. Surface microstructure replication in injection molding[J]. International Journal of Advanced Manufacturing Technology,2007,33(1/2):157-166.
[7] Ong N S,Koh Y H. Experimental investigation into micro injection molding of plastic parts[J]. Materials and Manufacturing Processes,2005,20(2):245-253.
[8] 卢 振,张凯锋. 微注射成形聚丙烯微阵列填充与形态结构[J]. 纳米技术与精密工程,2007,5(4):339-342. Lu Zhen,Zhang Kaifeng. Filling and morphology of PP micro-array by micro injection molding[J]. Nanotechnology and Precision Engineering,2007,5(4):339-342(in Chinese).
[9] 宋满仓,张传赞,刘 莹,等. 微结构塑件注射成型特性实验研究[J]. 大连理工大学学报,2010,50(5):682-685. Song Mancang,Zhang Chuanzan,Liu Yin,et al. Experimental research on injection molding characteristics for micro-structure plastic parts[J]. Journal of Dalian University of Technology,2010,50(5):682-685(in Chinese).
[10] 林炳承,秦建华. 微流控芯片试验室[M]. 北京:科学出版社,2006. Lin Bingcheng,Qin Jianhua. Microfluidic Chip Lab[M]. Beijing:Science Press,2006(in Chinese).
[11] 王桂龙,赵国群,李辉平,等. 变模温注塑技术的研究与应用分析[J]. 现代化工,2009,29(2):24-27. Wang Guilong,Zhao Guoqun,Li Huiping,et al. Study of variotherm injection molding technology and analysis on its application[J]. Modern Chemical Industry,2009,29(2):24-27(in Chinese).
[12] 连城林. 电热式变模温注塑成型技术改善微结构复制度的试验研究[D]. 大连:大连理工大学机械工程学院,2012. Lian Chenglin. Experimental Research on the Improvement of Micro Structure Duplication Using Electrothermic Variotherm Injection Molding Technology[D]. Dalian:School of Mechanical Engineering,Dalian University of Technology,2012(in Chinese).
(责任编辑:金顺爱)
Improvement of Microstructure Replication Fidelity Using Electrothermic Variotherm Injection Molding System
Song Mancang,Lian Chenglin,Liu Ying,Liu Chong,Liu Junshan,Xiong Lincheng
(Key Laboratory for Precision and Non-Traditional Machining Technology of Ministry of Education,Dalian University of Technology,Dalian 116024,China)
To achieve exact replication of micro-structure features during injection molding,an electrothermic variotherm injection molding system was established. The system was heated by electric heating rods with high power density and cooled by low temperature water. To increase heating efficiency,compressed air was used to blow-dry the cooling pipes. The system action was controlled by peripheral programmable controller PLC and interlocked with the internal controller signal of the injection machine. The effects of the electrothermic variotherm injection molding system on the microstructure replication fidelity were investigated,with the typical microstructure plastic part(microfluidic chip)as an example. The results show that,compared with traditional heating-oil mold,this system can significantly improve the microstructure replication fidelity of the chip to nearly 100% under optimized molding parameters,and the chip shows high macro surface quality.
injection molding;electrothermic variotherm;microfluidic chip;micro channel;replication fidelity
TQ320.63
A
0493-2137(2015)11-0969-05
10.11784/tdxbz201402036
2014-02-24;
2014-03-10.
国家高技术研究发展计划(863计划)资助项目(2012AA040406);中央高校基本科研业务费专项资金资助项目(DUT13JB05);辽宁省自然科学基金资助项目(201202036).
宋满仓(1964— ),男,博士,副教授.
宋满仓,mcsong@dlut.edu.cn.
时间:2014-03-20. 网络出版地址:http://www.cnki.net/kcms/doi/10.11784/tdxbz201402036.html.
