柱塞套贝氏体等温淬火工艺制定与过程控制
2015-05-26王卫
王 卫
(江阴市正佳热处理有限公司,江苏 无锡 214400)
柱塞偶件是柴油燃油喷射系统中三对偶件之一,主要作用是通过柱塞在柱塞套中的运动形成高压油[1]。柱塞套是喷油泵的重要组成部分,要求其有良好的密封性能,因此柱塞套加工精度要求高,工艺较复杂。柱塞套常规的工艺流程为:原材料(GCr15钢)球化退火→车削加工→盐浴淬火(50%NaCl+50%KCl,840℃,16min)→油冷→冷处理(-70℃,1.5h)→回火(160℃,5h)→粗磨→时效(140℃,5h)→研磨。柱塞套采用这种马氏体淬火+低温回火后,发现其变形开裂倾向比较大,也常在磨加工时产生磨削裂纹。随着燃油喷射系统产品的发展、泵端压力的提高,对柱塞套的力学性能要求也随之提高,为了提高其力学性能,笔者对柱塞套采用贝氏体等温淬火工艺,并就柱塞套贝氏体等温淬火工艺的制定及其过程控制进行了探索和研究。
1 试验材料与方法
1.1 试验材料
柱塞套采用的材料是GCr15钢,其化学成分见表1。
1.2 试验方法
柱塞套的等温淬火在网带式连续硝盐等温淬火生产线进行,淬火介质为一定配比的熔盐,主炉为可控保护气氛,零件淬火转移是在氮气保护下进行,生产线为全自动设备。试验方案为:柱塞套经350℃预热后分别在840℃、850℃、860℃、870℃进行淬火加热,然后分别在210℃、220℃、230℃、240℃等温冷却。

表1 GCr15钢的化学成分[2]
在HRS-150数显洛氏硬度计检测硬度,在4XC金相显微镜上观察其金相组织。
2 试验结果与分析
2.1 淬火加热温度对柱塞套硬度的影响
每个淬火加热温度、每个等温温度分别选择三个不同位置放置柱塞套进行等温淬火试验,然后再进行硬度检测,检测结果见表2。
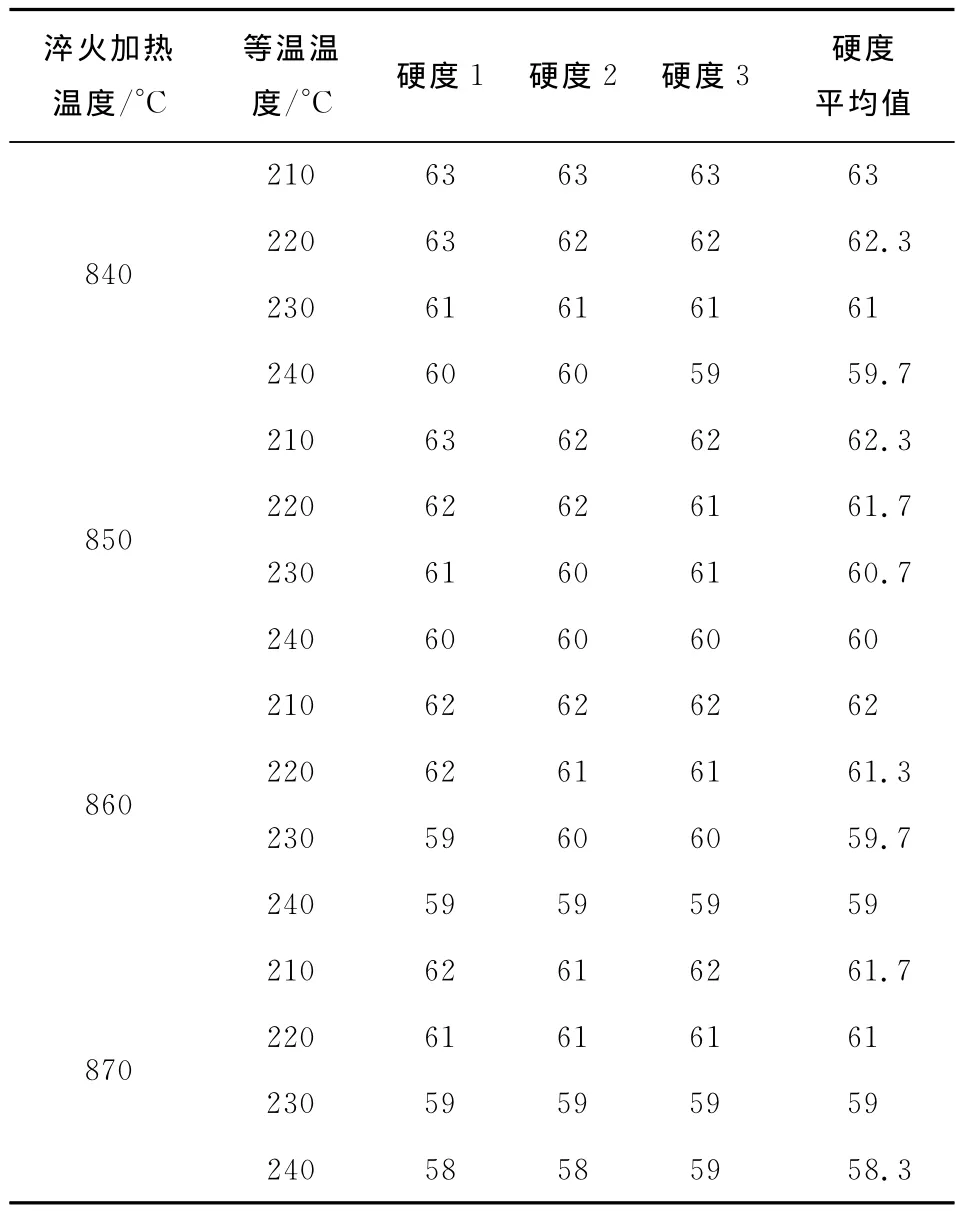
表2 柱塞套贝氏体等温淬火后的硬度(HRC)
由表2可知,随着淬火温度的升高,GCr15钢柱塞套在相同等温温度淬火后的硬度略有下降,其主要原因是:加热温度的提高使奥氏体的稳定性得到了提高,Ms点下降,淬火后残余奥氏体量增加,使淬火后的硬度下降。但淬火加热温度的提高,一方面浪费了能源,另一方面也会使零件的晶粒长大,不利于零件综合性能的提高。综合考虑各种因素,确定GCr15钢柱塞套的的淬火加热温度为850℃。
2.2 等温温度对柱塞套硬度的影响
由表2可知,等温温度在210℃、220℃时,柱塞套的硬度略高一些。其主要原因是等温温度越低,组织中马氏体所占的比例越高、残余奥氏体所占比例越少,零件的硬度越高。为了减少柱塞套淬火内应力,适宜在Ms点附近的温度范围内进行等温淬火,其主要原因是:在这个温度等温时,奥氏体的稳定性比较好,在发生贝氏体转变之前有充分的时间使零件内外温度趋于一致,可以有效减少组织应力和热应力。所以,柱塞套的等温温度可以选择在230℃。
同时,由表2可知,在相同等温淬火条件下,炉中不同位置的柱塞套的硬度相差不多,硬度均匀性好,同炉零件的硬度均匀性≤1HRC。其主要原因是:等温淬火时,零件是在恒温下发生转变的,炉中零件的转变同时性比较好,组织比较均匀,硬度也比较均匀、稳定。
2.3 等温时间对组织的影响
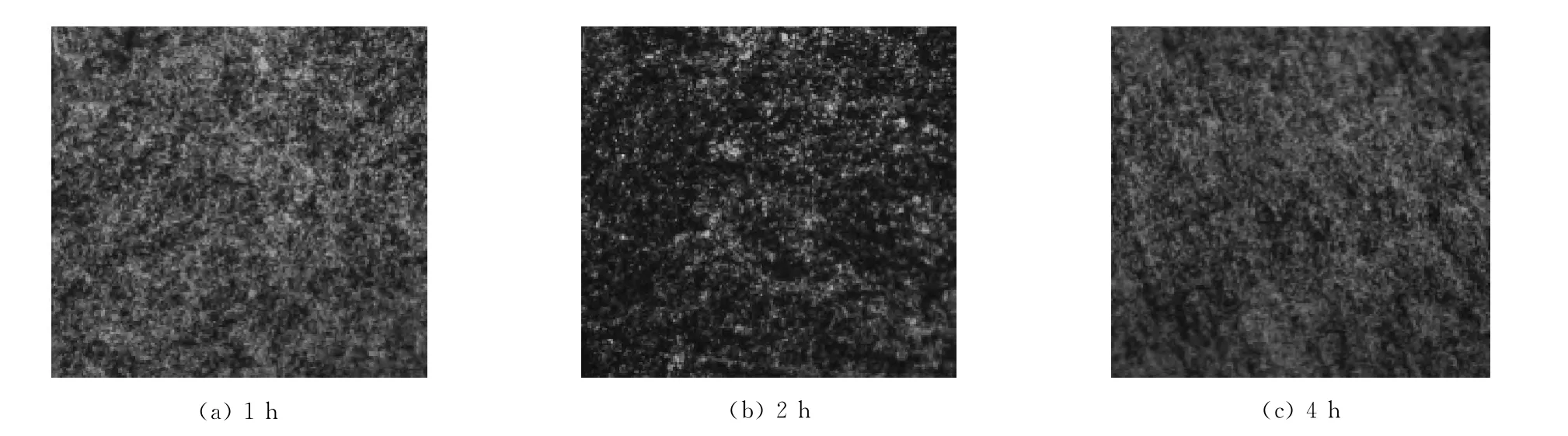
图1 850℃加热、230℃等温淬火后的组织
对应于每个淬火加热温度、每个等温温度分别等温1h、2h、4h。然后观察其组织转变情况。试验表明,在柱塞套等温1h后即有贝氏体形成,说明贝氏体转变已经开始,随着等温时间的延长,针状组织逐渐增多,说明贝氏体组织的量随着转变时间的延长而增多。而且下贝氏体组织均为互成交角的黑色针状组织,贝氏体片条之间存在未转变的残留奥氏体。等温4h后基本完成了下贝氏体转变过程,所以,柱塞套的等温时间确定为4h。图1是柱塞套经850℃淬火加热、230℃等温1h、2h、4h后得到的组织。
综上所述,柱塞套等温淬火的工艺确定为:350℃预热→850℃淬火加热→230℃等温4h后出炉风冷。其工艺曲线如图2所示。
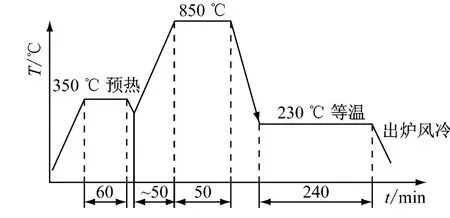
图2 柱塞套贝氏体等温淬火工艺曲线
2.4 等温淬火对淬火、磨削裂纹的影响
下贝氏体等温淬火时,由于贝氏体的强度、硬度、塑性及韧性都较好,尤其是下贝氏体的综合性能更为优越[3],同时表面形成了压应力,极大地减小了淬火开裂倾向,在磨加工时表面压应力又可以抵消部分磨削应力,使整体应力水平下降,减少了磨削裂纹。若采用油淬的话,淬火内应力比较大,而且零件表面形成了拉应力,磨加工时在磨削应力的叠加作用下,易形成磨削裂纹,造成批量废品。
通过对等温淬火后的柱塞套进行质量跟踪,采用上述等温淬火工艺后,柱塞套淬火开裂发生率为零。在正常磨削条件下,磨削裂纹发生率也为零。
3 柱塞套贝氏体等温淬火的过程控制
柱塞套是精密偶件,对其变形、性能均匀性的要求比较高,虽然柱塞套贝氏体等温淬火是在全自动生产线上进行的,但是要保持质量稳定性,必须严格控制其生产过程。笔者认为重点控制以下几个要素。
3.1 严格控制温度
温度对零件的组织和性能影响非常大,为了确保零件的质量,必须严格控制好热处理的温度,包括淬火加热温度和等温温度。由于热处理的温度都是通过测温仪器来测量显示的,所以对热处理仪表,特别是热处理测温用的热电偶要定期检查和鉴定,每个季度要使用标准热电偶测量1次炉温,使误差控制在±5℃以内,淬火炉热电偶每半年要强制更换一次。
3.2 严格控制碳势
为了防止柱塞套在热处理过程中发生氧化脱碳,必须严格控制炉内气氛,特别是炉内的碳势。炉内氮气与甲醇的通入量的比例控制在1.1∶1左右,确保炉内CO的含量在20%左右。建议每半年进行一次碳势检定,氧探头一年强制更换一次。
3.3 严格操作规程
为了确保柱塞套精密偶件的热处理质量,必须严格遵守操作规程,在其进行贝氏体等温淬火前,应先将其充分清洗,然后再在网带式连续硝盐等温淬火生产线上进行等温淬火,要严格执行等温淬火的工艺规范。
3.4 严格控制炉压
由于柱塞套是在网带式连续硝盐等温淬火生产线上进行等温淬火的,炉压就是一个重要的监控项,一定要保证炉内气氛,避免空气的侵入。
4 结论
GCr15钢制柱塞套采用贝氏体等温淬火工艺,其工艺为:350℃预热→850℃淬火加热→230℃等温4h后风冷。采用贝氏体等温淬火工艺,零件的硬度均匀性好,淬火内应力小,开裂倾向小。贝氏体等温淬火工艺的过程控制非常重要,需对温度、碳势、操作规程、炉压等影响零件质量的要素进行严格控制。
[1]李康.柴油汽车喷油泵原理、保养及维修[M].北京:北京理工大学出版社,1993
[2]丁建生.金属学与热处理[M].北京.机械工业出版社,2004:150
[3]倪洪涛.贝氏体等温淬火在模具处理中的应用[J].模具工业,1993(11):45-47.
