锥孔滚压头的开发设计
2015-05-15王学中何宝义王建国
王学中,何宝义,王建国
(宝鸡航天动力泵业有限公司,陕西宝鸡,72100)
0 引言
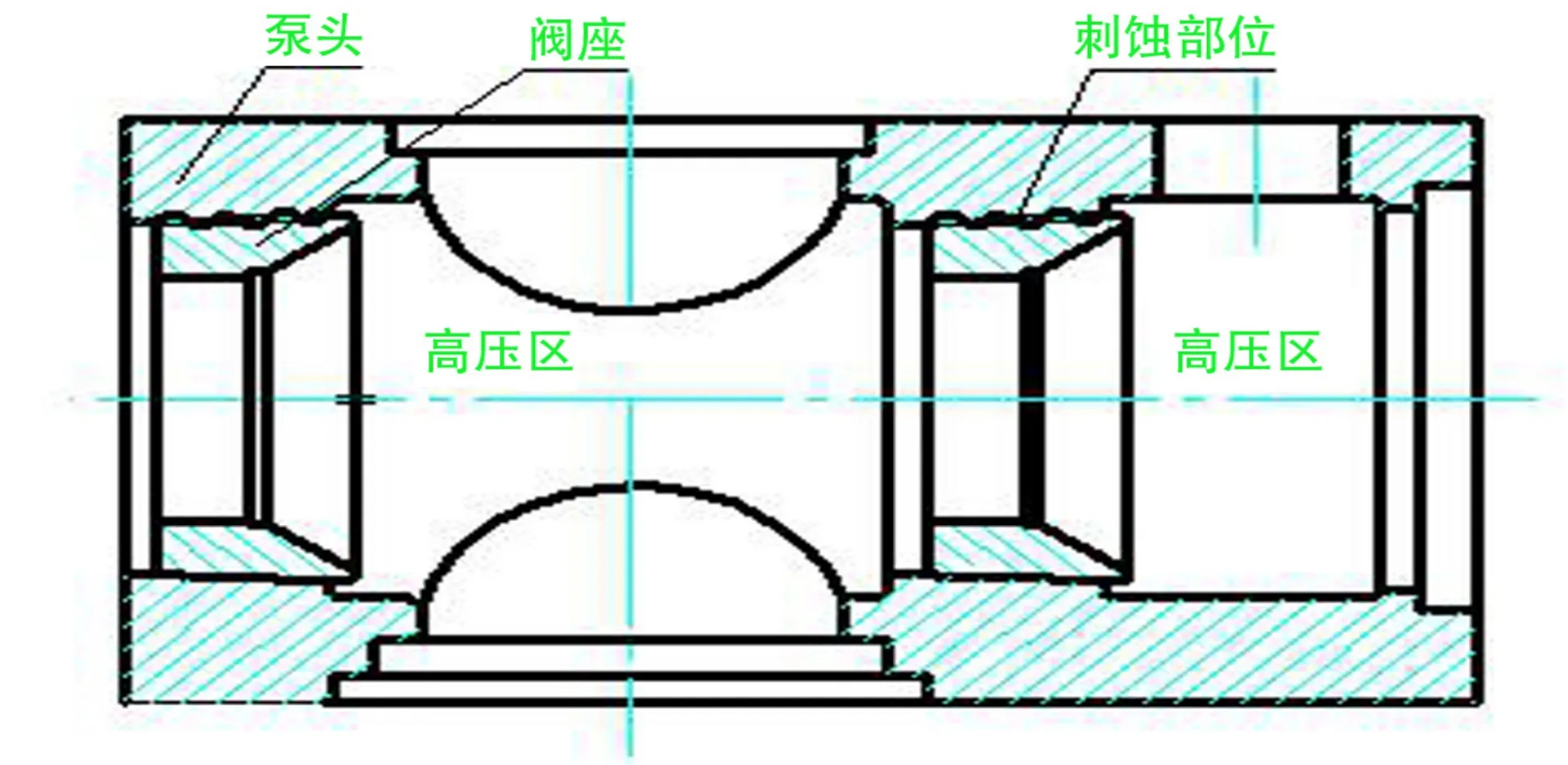
泥浆泵液力端泵头1:6锥孔的加工,公司一直采用在镗床上镗孔后先粗绞、再精绞的工艺方法来完成的,因泵头材质为35CrMo合金钢,并经锻造、调质处理(调质硬度HB240~284),较难加工,并且锥孔孔径大(大头φ158)绞削量也大,加工中精绞刀磨损过快,一把精绞刀加工6-7个孔就会出现锥孔表面粗糙度严重下降(只能达到Ra6.3μm),使表面精度达不到图纸要求(图纸要求Ra1.6μm),故需频繁更换绞刀,而定做一把绞刀需要3200元,费用很大。在与阀座组装并经红丹粉配研检查发现,锥度配合面精度也较差,有效接触面积只有30%右左,达不到图纸55%的接触面积要求。经分析认为,泵在工作中,泵头内腔产生的24MP的高压及介质长时间腐蚀,使高压介质逐步渗透到阀座孔表面产生剌蚀,所以泵头锥孔表面精度差及硬度低是造成泵头锥孔剌蚀而报废的主要原因(见图1)。
1 滚压头的调研和开发
1.1 针对以上存在的问题,我们设想一种简易滚压头,通过粗绞后直接滚压代替精铰,既满足图纸锥面精度要求,又可提高锥面硬度,起到耐磨和抗腐蚀的作用和效果,并能降低加工成本,彻底解决用户反馈的泵头阀座孔剌蚀报废的问题。
1.2 通过查阅相关滚压加工的技术资料,并与一线有经验技师共同探讨,认为金属材料经过表面滚压冷作硬化后,可大幅度的降低粗造度,提高表面精度和硬度,并进而提高抗刺蚀能力从而廷长泵头的使用寿命。
1.3 通过外部了解,国内有许多生产滚压头的专业厂家,但多为园柱滚压头,且价格较高,而我们公司泵头滚压的是锥孔,需定做,周期长价格贵。因此,我们决定参考园柱滚压头的结构形式,自行设计一种简易滚压头来保证泵头质量。
2 滚压头的设计和实施效果
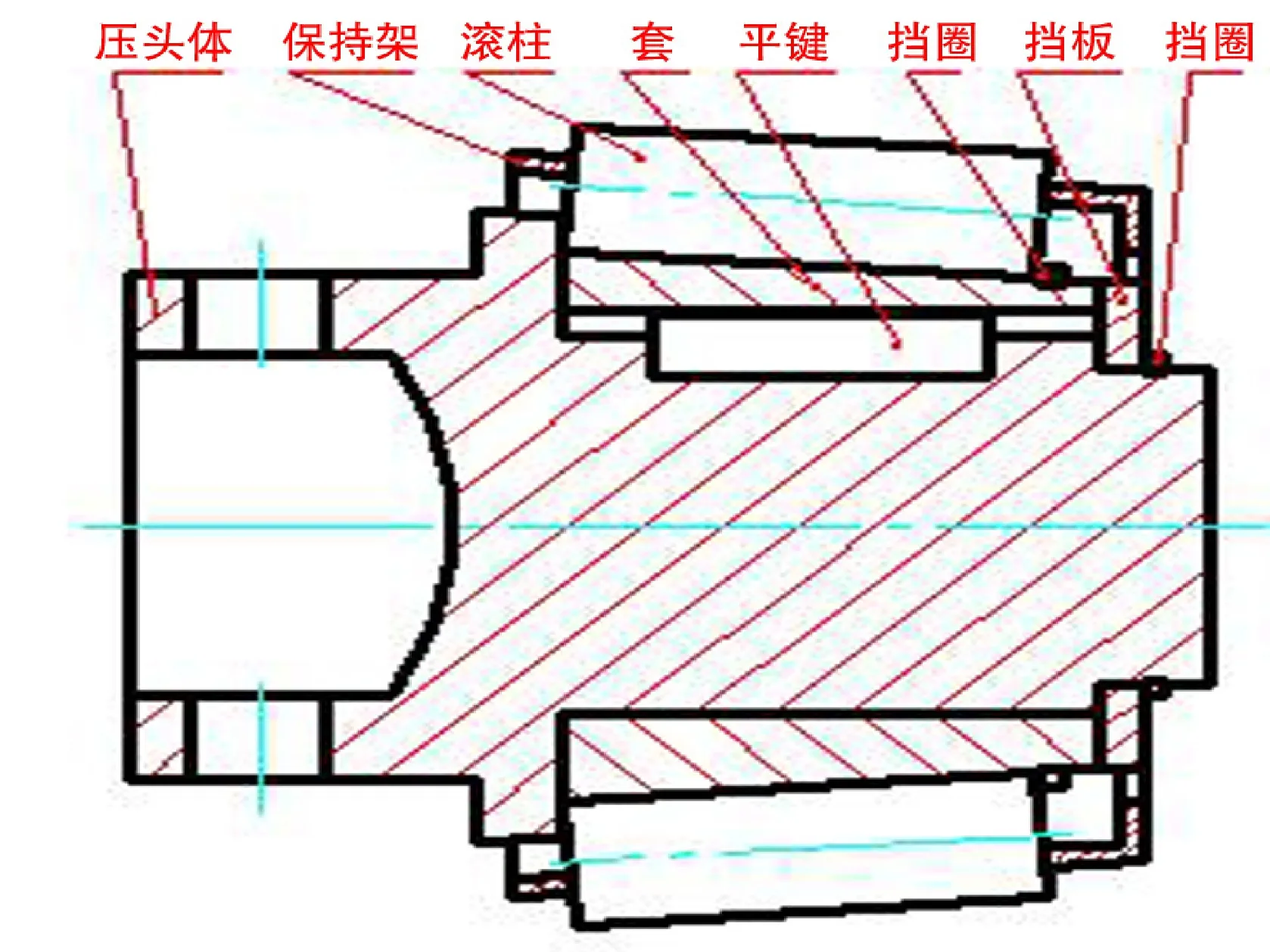
2.1 通过查阅相关技术资料和所加工的泵头材料及锥孔精度,设计了一套滚压头工具(如图二),所设计的滚压头由压头体、保持架、滚柱、套、平键、挡圈和挡板组成。其结构和工作原理是在滚压体小端装一外锥套,内孔靠平键联接,可承载大的扭矩,外锥与泵头锥度一致,由保持架、滚柱、挡圈,挡板组装为一体,使用时装于镗床专用刀杆上涂油后实施滚压,滚压时加机柴油(按3:7配制)进行冲洗滚柱,通过滚压将锥套外锥上的锥度通过滚柱自转和公转传递给泵头锥孔上实施滚压。
(图一)
(图二)
2.2 在刚开始实际滚压中,效果并不是很好,经分析我们认为滚压头存在两个主要问题,一是个别滚柱在工作中不自转,二是滚柱硬度不够高,造成滚压效果不稳定,寿命短。真对这些问题,我们对滚压头进行了改进,并将原滚柱材料45#钢更改为Cr15材料,淬火硬度提高到HRC59-64,保持架的材质由灰铁换为黄铜,减小其与滚柱的磨擦力,在改后的滚压实施中,效果较好,很好的解决了以上出现的两个问题,在后期的滚压过程中,通过有效控制滚压量及滚压转速,终于达到并超过了预期效果,为锥孔滚压工艺积累了一些宝贵的经验。
2.3 效果检查:
通过滚压工具的设计,并在生产使用过程中有效证明,该工具使用方便,效果好,成本低并经久耐用,滚压过的锥表面完全可满足图纸要求。经对泵头锥孔的检验,其表面粗糙度达到Ra0.8μm,表面晶粒细化且显微硬度在原基础上可提高30%以上,耐磨性提高50%以上,耐蚀性提高30%以上,泵头使用寿命整体提高二倍以上,得到了公司领导和用户的首肯和表扬。
3 结语
通过此次锥孔滚压头的开发设计,较好的解决了因泵头锥孔加工精度差而引起泵头剌蚀报废的问题,使泵头使用寿命得到了成倍的提高,满足了用户用泵的生产需要,另外也降低了生产运行成本,减少了阀座、阀胶皮等备品备件的更换频次,同时在同类型锥孔加工中有很好的示范和推广的应用价值。
参考文献
[1] 刘鸿文,材料力学 北京。高等教育出版社2004
[2] 崔中圻主编、金属学与热处理 北京:机械工业出版社1996
[3] 郑修本主编、机械制造工艺学 北京:机械工业出版社1996
