镗轴锥孔磨夹具的设计应用
2014-04-09沈机集团昆明机床股份有限公司云南650203朱宝民胡映秋王炳雄
沈机集团昆明机床股份有限公司 (云南 650203) 朱宝民 胡映秋 王炳雄
镗轴锥孔磨夹具的设计应用
沈机集团昆明机床股份有限公司 (云南 650203) 朱宝民 胡映秋 王炳雄
镗轴是卧式镗床主轴轴系上的关键零件之一,其精度的高低直接影响着整台机床的精度。镗轴端头锥孔是安装刀具的主要基面,锥孔 (7∶24)的圆度、圆柱度要求较高,锥孔精度的高低直接影响着机床加工零件的精度。
我公司卧式镗床镗轴的外圆尺寸是φ110 mm×2600 mm和φ130 mm×3000 mm,镗轴前端头均有7∶24锥孔 (锥度角为8°17'50″),加工过程中需要粗磨、半精磨锥孔 (精磨工序安排在总装后进行)。传统加工锥孔的方法是用三爪软夹夹紧一端,靠锥孔端用中心架做辅助支承,搬动床身角度为8°17'50″进行加工 (短轴类)。然而我公司大规格普通万能磨床的工作台最大旋转角度为2°,不能转到8°17'50″,所以不能实现7∶24锥孔的加工。为了解决这一问题,通过深入分析研究现有磨床和镗轴锥孔磨削工艺,设计了一套镗轴锥孔磨夹具。通过锥孔磨夹具在普通万能磨床上可实现长径比较大的镗轴类零件的锥孔加工,确保其锥孔精度达到要求。
1.镗轴锥孔磨夹具的结构和工作原理
(1)镗轴锥孔磨夹具的结构 该磨夹具由夹具体和传动装置组成,图1为装夹镗轴后磨锥孔的工作状态。夹具体包括定位装置和夹紧装置,如图2所示,传动装置如图3所示。

图1 镗轴锥孔磨夹具
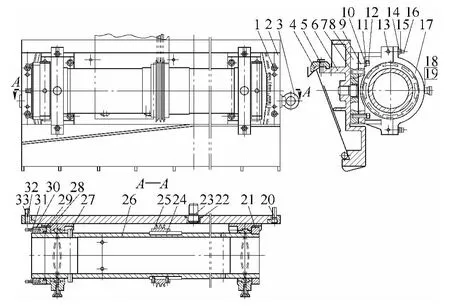
图2 镗轴锥孔磨夹具体
底座6通过压板4、六角头螺钉5固定在普通万能磨床床身上,通过夹紧和松开六角头螺钉5来调整夹具的轴向位置,从而找到适合的轴向加工距离。指板2由内六角头螺钉1固定在转座8上。转座8由平垫圈10、弹簧垫圈11和内六角头螺钉12固定在底座6上,通过调整转座8以及心子23对应指板2上的刻度就可以找正镗轴锥孔的锥度角度,从而实现7∶24锥孔的加工。轴承座9由内六角头螺钉12和圆柱销7固定在转座8上。带轮25由普通平键24固定在空心轴26上。空心轴26由两端轴承座9,上盖17,平垫圈14,螺母15、30和活节螺钉16,挡圈21、28,螺钉20、27、29、32固定在轴承座 9上。通过挡圈21、28防止空心轴26轴向移动。
传动装置由交流电动机、蜗轮蜗杆减速机和带轮组成,交流电动机和蜗轮蜗杆减速机统一安装在一底座上,再一起安装固定在镗轴锥孔磨夹具底座6上。通过V形带和带轮25传递动力,再由普通平键24把动力传递到空心轴26上 (镗轴与空心轴26由8颗铜螺钉27紧固),从而带动空心轴旋转,进行镗轴锥孔的磨削加工。

图3 传动装置示意图
(2)夹具的定位、夹紧方式 空心轴与镗轴间隙小,容易校正,但间隙太小,装入镗轴不方便,故保证空心轴与镗轴间隙在0.2~0.5 mm较合适。镗轴装入空心轴后,通过空心轴上前、后8个铜螺钉,校正镗轴前、后端的跳动在0.02 mm内,并对镗轴定位、压紧紧固,限制5个自由度。
用铜螺钉定位压紧,对工件外圆表面磨损小,能使工件的定位基准线与空心轴的中心线重合,而不受定位基准直径误差的影响,安装调整方便,如图4所示。

图4 夹具的定位、夹紧示意图
通过前、后端共8颗铜螺钉对镗轴的压紧,压紧力的方向垂直于镗轴的定位基准面,使镗轴在加工过程中不会产生移动和振动现象,容易保证锥孔加工的高精度。
(3)锥孔磨夹具的定位误差分析 镗轴锥孔磨削精度与夹具的安装精度有较大关系,镗轴锥孔磨夹具的回转中心与机床的回转中心误差是影响锥孔磨削精度的主要因素。所以在安装夹具时要使镗轴锥孔磨夹具的回转中心与机床的回转中心误差最小,才能满足镗轴锥孔磨削的精度要求。
机床中心高:H(正向),H1(侧向)
夹具中心高:h(正向),h1(侧向)
H(正向)-h(正向)=0.005(mm)
H1(正向)-h1(侧向)=0.005(mm)
要保证以上要求,我们通常采用的方法是实际测量出机床的中心高尺寸H(正向),H1(侧向),半精加工夹具底座时按照机床中心高尺寸加工,留出精加工余量,精加工采用手工配铲夹具底座正、侧向的方法,来保证夹具底座中心高与机床中心高的误差要求。
2.镗轴锥孔磨夹具的操作方法
该镗轴锥孔磨夹具的操作方法如下:首先,根据镗轴外圆直径的实际尺寸,选择相应的空心轴,调整六角头螺钉,确定夹具在磨床上的轴向尺寸,然后把夹具安装在磨床床身上;其次,根据镗轴外圆直径的大小,调整好铜螺钉的轴向位置,装入镗轴,校正镗轴前、后轴颈外圆跳动在要求范围内,紧固铜螺钉。校正定位后,由安装在夹具体底座上的传动装置通过带轮带动空心轴旋转,即带动镗轴旋转;最后由高速旋转的磨头对镗轴锥孔进行磨削加工,从而实现以镗轴轴颈外圆为基准对镗轴锥孔的磨削加工,保证镗轴外圆与锥孔的同轴度及锥孔自身的圆度、圆柱度要求。
在整个磨削加工过程中对夹紧力和着力点进行优化匹配,并选用合理的磨削用量和冷却方法,保证加工时零件变形小,最终保证镗轴加工后的高精度和精度稳定性。
3.结语
该锥孔磨夹具具有以下优点:结构简单,操作方便,适应范围广泛,制造成本低;能够充分利用现有设备,不需要新投入特殊设备,节约了设备投入成本。
该锥孔磨夹具实现了在普通万能磨床上加工长径比较大的轴类零件的锥孔,解决了大角度锥孔磨削加工难题;实现了卧式镗床系列镗轴的批量生产,保证了锥孔加工的质量,提高了生产效率,为公司经济效益的持续增长创造了条件。
20131208)