LPG船液罐鞍座分段定位精度控制分析和应用
2015-05-08张林线
张林线, 龚 容, 杨 维
(沪东中华造船集团有限公司, 上海 200063)
LPG船液罐鞍座分段定位精度控制分析和应用
张林线, 龚 容, 杨 维
(沪东中华造船集团有限公司, 上海 200063)
通过对液罐鞍座分段在制造安装过程中的同心度、同轴度、水平度、每组液罐鞍座跨距的分析和比较,理顺相互之间的关系,并针对控制其主要尺寸采取措施,充分利用公差范围,确保制造精度。
液罐鞍座分段定位精度 每组液罐鞍座跨距 船底挠曲
1 前言
8 400 m3LPG船是我公司为挪威船东建造的液化气/乙烯运输船,为我公司首次承建的高附加值产品,也是船舶家族中的又一“三高”精品(高技术、高性能、高难度)。虽然该船型在国内建造的同类型船舶中,总吨位不算最大,但就单个罐体来说,无论是重量,还是容积都是较大的。该船液罐鞍座具有大直径、长跨度的特点,在整个建造过程中,液罐鞍座的安装精度控制尤为重要。对于船体建造而言,特别是支撑球罐的液罐鞍座制造精度控制,无疑是公司船壳建造史上精度控制方面的首创。是对公司船舶制造能力的一个全面考验。
2 特点介绍
2.1 液罐鞍座结构特点
8 400 m3LPG船共有两个液罐,分别安置在两个液罐货舱的液罐鞍座上方。液罐鞍座又是船体底部分段的肋板组成部分,构成船体底部的强力结构。液罐鞍座由固定底座和滑动底座组成。固定底座对应液罐上的固定支座,滑动底座对应液罐上的滑动支座(见图1)。
2.2 液罐鞍座分布情况
8 400 m3LPG船共有两组液罐鞍座,每组液罐鞍座有两个液罐鞍座。第一组液罐鞍座分别设置在#104肋位和#121肋位。第二组液罐鞍座分别设置在#48肋位和#78肋位。两组液罐鞍座共涉及到10个分段。第一组液罐鞍座纵向跨距12.92 m,第二组液罐鞍座纵向跨距22.8 m,两组液罐鞍座各跨越三个环型分段(即一组液罐鞍座有两个大接缝),横向大圆弧半径为6 835 mm,牵涉到底部与舷侧分段(即左右各一个纵缝),且舷侧分段的液罐鞍座部分船台散装。

图1 8 400 m3LPG船液罐示意图
2.3 液罐鞍座安装的精度要求
单一液罐鞍座在分段安装中的垂直度允许误差≤±2 mm,每组液罐鞍座的同心度允许误差≤±2 mm,每组鞍座的水平度允许误差≤±4 mm,每组鞍座的主尺度(间距)允许误差≤±3 mm(第一组液罐鞍座纵向跨距12.92 m,第二组液罐鞍座纵向跨距22.8 m),船底挠曲度允许误差≤±10 mm(见表1)。

表1 液罐鞍座安装精度表
3 现状分析和认识
由于液罐鞍座的弧度、同心度、同轴度、垂直度、水平直线度及每组液罐鞍座跨距度均具有很高的要求,因此单一液罐鞍座的制作精度,单一液罐鞍座在分段中的安装精度,及液罐鞍座分段船台定位的精度控制都是建造中的关键,也是整条船能否顺利建造和交船的关键。只有对各种影响因素分析透彻,才能在精度控制方面做到主次分明。在实际生产过程中,才能根据具体的情况,调整控制重点,确保重要的精度尺寸,否则将会造成非常严重的后果。
3.1 对首制船液罐鞍座船台定位的分析
3.1.1 单一液罐鞍座在分段中的安装分析
8 400 m3LPG船的船体结构形式属于单底结构。由于液罐鞍座又是兼作船体底部结构,因此,液罐鞍座与分段的底部结构融为一体,即安装形式是液罐鞍座与分段结构整体制作。在液罐鞍座的整个制造过程中,尽管有技术工艺作指导,然而要达到预期的制造效果还有一定的难度。主要是液罐中心至船底基线和液罐中心到液罐鞍座面板R=6 835+5mm半径很难达到技术要求,特别是液罐鞍座在分段制作后变形较大,造成船台上的安装精度难以控制。容易造成液罐鞍座的面板大量开刀修正。
3.1.2 液罐鞍座分段船台定位分析
由于8 400m3LPG船是我公司的首创产品,在具体的液罐鞍座制作和船台定位的精度控制方面缺少应有的手段和措施,船台的定位方法落后,以及操作者对液罐鞍座的精度要求理解不够、不深,主次不分,安装定位时采用了习惯的定位方法,适应不了液罐鞍座的安装精度要求。导致液罐鞍座分段的液罐鞍座之间主尺寸的精度超差,而未能达到精度要求的±3mm。
3.2 对液罐鞍座船台定位的新认识
由于液罐中心至液罐鞍座的弧度R=6 835+5mm和液罐鞍座中心至船底有精度要求,以及同组液罐鞍座的同心度、同轴度为±2mm,同组鞍座的主尺度为±3mm,而每道鞍座又是分别安装在B2分段(#48),B4分段(#78),B5分段(#104),B7分段(#121)上,是各自独立的分段,且各分段的结构不同,这样会使分段在焊接后的变形产生不同的变形值,而且在运输吊装过程所产生的变形也会不同。船台的液罐鞍座分段定位,除了参照8 400m3LPG船的有关工艺外,在具体的定位过程中,必须结合该船的特殊性和精度控制要求。分析它们之间的关系,理顺它们之间的重要与非重要之间的尺寸,才能在船台安装过程中有的放矢,确保液罐鞍座的精度要求。
在这里我们假设,液罐鞍座在分段的装配制作过程中,圆心度的精度控制在R=6 835+5mm,液罐鞍座中心到船底尺寸也符合精度要求。然而经过焊接后会产生变形,如变形值是-3mm的话,那么该液罐鞍座分段如按船台的通常定位方式操作,就会使R=6 835+5mm变为R=6 835+2mm。经过船台合拢后的再次焊接收缩,将会出现R=6 835+2mm变为R=6 835-nmm。同样,同比液罐鞍座的主尺度(间距)也存在这类问题。由于主尺度的精度要求是±3mm,而根据《中国造船质量标准》在分段接缝处肋骨间距标准为±10mm。船体主尺度偏差为总长或两柱间长标准±1/1 000L。所以,船台安装过程中,如果单考虑分段的大接缝处的肋距标准,忽视液罐鞍座的跨距尺寸,同样也会产生无法达到精度标准的现象。
3.3 液罐鞍座的同心度(同轴度)、水平度、船底挠度之间的关系
在液罐鞍座分段的定位中,按通常习惯的方法,忽略同心度、主尺度的精度要求绝不可行。最终的结果将会使质量处于失控状态,精度控制也就无从谈起。从而在液罐鞍座面板上的硬木挡板扁钢-10×50, -25×210施工时必须调整到同组液罐鞍座设计要求的主尺度。通过对上述各公差值的分析,同心度R=6 835+5mm与船底挠曲±6mm之比;主尺度±3mm与接缝处的间距±10mm和船长±1/1 000L之比;液罐鞍座分段在定位时,液罐鞍座的同心度、主尺度,单一鞍座R=6 835+5mm的制造精度控制必须首要保证,而船底挠曲度、分段接缝处的肋距是其次需考虑的问题。若同心度、主尺度、R值不可变,那么船底挠曲度、分段大接缝处的肋距还有可变余地。综上所述,在液罐鞍座分段船台定位安装过程中,如何充分利用各精度的公差范围来调整和控制定位尺寸是解决问题的关键。
4 实施过程
针对上述分析和认识,为使8 400m3LPG船的液罐鞍座的同心度、垂直度、主尺度、R值(弧度)均达到精度控制要求,有必要对液罐鞍座和所涉及到的分段制造、安装和吊运进行重点控制。
4.1 单一液罐鞍座制造精度控制
(1) 设置合理的水线和直剖线,用于零件制造和安装过程中对合。控制加工平整度及圆弧轮廓精度。
(2) 液罐鞍座腹板在拼接时,必须以基准线、对合线为基准,确保腹板的外形尺寸,以及腹板和面板的吻合性、垂直度。
(3) 液罐鞍座腹板与面板在焊接时,应采用CO2焊接方法操作。 焊接后火工矫正应校对胎架,保证腹板与面板的弧度。
(4) 制造完工后,必须进行精度测量,并填表做好原始记录。同时反馈给技术部门,以保证技术人员决定液罐鞍座在分段制作中是否需要采取修正措施。
4.2 单一液罐鞍座在分段安装时的精度控制
(1) 液罐鞍座分段的中心线、基准线、鞍座垂直位置确定时,必须经激光校合,保证单一液罐鞍座横向与分段中心线面的角度(见图2)。
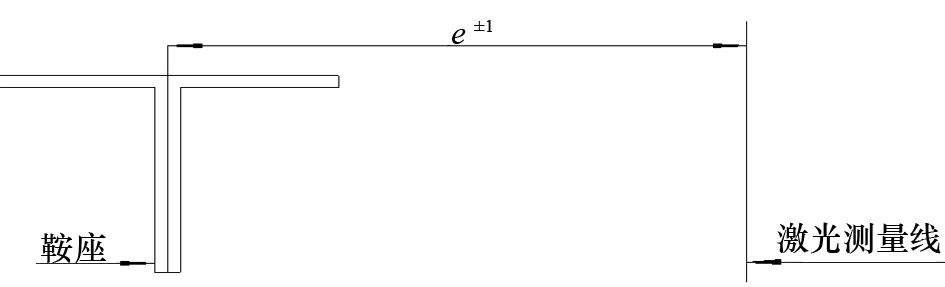
图2 液罐鞍座垂直位置激光校合示意图
(2) 单一液罐鞍座的高度和圆度位置定位时,必须保证R=6 835+5的弧度定位低点尺寸及利用特制的圆心测量标杆,控制液罐鞍座中心到液罐鞍座面板的半径R6 835mm尺寸(见图3)。

图3 液罐鞍座心测量标杆示意图
(3) 单一液罐鞍座在分段中的焊接,必须控制焊接方法、焊接顺序。对焊接的电流、焊条直径的使用也必须作明确地规定。同时必须对圆弧的变形情况,用特制的圆心测量标杆进行跟踪测量,随时调整焊接方法和顺序。
(4) 液罐鞍座分段完工矫正时,分段必须处于水平状态。矫正完后检测圆心测量标杆是否错位(圆心测量标杆在船台安装定位也是基准点)。
(5) 液罐鞍座底部分段除按工艺中要求测量的数据外,还必须增加测量基准肋位线到液罐鞍座肋位线的尺寸,并反馈给技术部门,为船台定位时调整精度控制要求提供依据。
4.3 船台鞍座分段定位精度控制
4.3.1 一组液罐鞍座跨距的精度控制
(1) 由于每组液罐鞍座跨越三个底部分段(两个大接缝),因此在第一座液罐鞍座分段(B4分段)定位时,必须定对船台上的基准线。
(2) 在每组液罐鞍座跨距中间分段(B3分段)定位时,除了要考虑分段大接缝处的肋距外,更应考虑分段的基准线位置。如果两者出现矛盾时,在分段大接缝肋距满足公差要求下应保证基准线位置。
(3) 在对第二座液罐鞍座分段(B2分段)定位时,必须考虑两液罐鞍座之间的尺寸,且要求放一定的收缩量,以确保每组液罐鞍座的跨距精度要求。
4.3.2 一组液罐鞍座水平度的精度控制
(1) 在第一座液罐鞍座分段(B4分段)定位时,必须要测量已定位分段的基线数据。同时还应测量该液罐鞍座分段的液罐中心至液罐鞍座面板的弧度(R值),以及液罐中心至船底的高度值。
(2) 依据测量的数值与水平度,主尺度的公差要求比,确定液罐鞍座分段定位的主尺寸(基线挠曲、R值、主尺度)。如液罐鞍座分段定位与基线挠曲发生矛盾时,在满足规范的前提下,必须确保液罐鞍座分段的水平度。
4.3.3 一组液罐鞍座同心度的精度控制
(1) 对第一座液罐鞍座分段(B4分段)定位时,在定分段水平中必须注意或考虑#78肋位处的左右水平。
(2) 在第二座液罐鞍座分段(B2分段)定位时,应结合前面已定位分段数据,总体考虑一组液罐鞍座的左右水平,确保一组液罐鞍座的同心度。
(3) 由于液罐鞍座横向牵涉到底部分段和舷侧分段(即一条纵接缝),因此在液罐鞍座定位时,可依据圆心测量标杆进行同心度的精度控制。底部分段和舷侧分段的纵接缝,要求放2~3mm收缩量。
5 应用和效果
通过对一组液罐鞍座跨距、水平度、同心度的精度控制,在制定相关措施及各相关部门地大力协助下,在8 400m3LPG后续船的制造中,液罐鞍座的制作质量和精度控制,鞍座分段船台的定位精度控制都达到了设计要求和预期目标(见表2)。

表2 液罐鞍座完工数据表
通过这三方面的比较,用公差值概念来控制液罐鞍座制造精度和对液罐鞍座分段的船台定位精度的控制,也达到了一定的效果。
6 小结
8 400 m3LPG船其液罐鞍座的制作,鞍座分段利用公差值概念来控制船台定位精度。无论在经济效益,还是提高技术水平、提高产品质量、缩短船台建造周期等方面都取得良好的效果,也为以后的同类型船舶的精度制造,提供了宝贵的经验。
[1] 黄浩.船体工艺手册[M].北京:国防工业出版社,1989.
[2] 《中国造船质量标准》编制委员会.中国造船质量标准[S].2005.
[3] 魏莉洁,何志标.船舶建造工艺[M]. 哈尔滨:哈尔滨工业大学出版社,2010.
[4] 高介祜.船体建造精度管理[M].北京:中国船舶工业总公司出版,1988.
[5] 张关明.钢材的水火弯曲与矫正[M].北京:人民出版社,1986.
[6] 雷世明.焊接方法与设备[M].北京:机械工业出版社,2000.
The Positioning Accuracy Control Analysis and Application of Tank Saddle Section in LPG Ship
ZHANG Lin-xian, GONG Rong, YANG Wei
(Hudong Zhonghua Shipbuilding (Group) Co., Ltd., Shanghai 200129, China)
This article mainly elaborates the concentricity, coaxiality, and levelness of tank saddle section during the manufacture and installation, and analyses and compares each group of saddle tank span. The relevant measures are taken to aim at the main size of the saddle tank, which make full use of the tolerance range and ensure the accuracy of manufacturing.
Positioning accuracy of tank saddle section Each group of tank saddle span Deflection of hull bottom
张林线(1958-),男,工程师。
U674
A
