大吨位小水线面双体船分段建造技术
2015-05-08王春永
张 芳, 雷 丽, 陈 凤, 王春永
(渤海船舶重工有限责任公司, 辽宁 葫芦岛 125004)
大吨位小水线面双体船分段建造技术
张 芳, 雷 丽, 陈 凤, 王春永
(渤海船舶重工有限责任公司, 辽宁 葫芦岛 125004)
小水线面双体船优良的耐波性和宽敞的甲板面积使其应用范围越来越广泛。该船型特点之一就是连接桥处以及支柱体首尾处线型复杂,同时湿甲板面积较大、板厚较薄,具有三条中心线(船体中心线、左片体中心线及右片体中心线),建造变形控制比较困难。该文以渤海船舶重工有限责任公司为中国科学院成功建造的2 500 t综合科学考察船为依托,从分段划分设计、胎架设计以及分段建造流程方面,介绍了大吨位小水线面双体船的分段建造技术。
小水线面双体船 分段划分 胎架设计 分段建造流程
1 分段划分技术
分段划分应充分考虑工厂起重能力、船体结构特点及保证分段合拢后线形光顺的前提下进行设计。为保证分段合拢后符合精度控制及建造公差要求[1],应尽量减少分段大合拢缝。
1.1 潜体分段划分
为保证分段一端有足够的强度,减少合拢缝焊接收缩变形,保证分段合拢后线形光顺,将分段划分在距水密舱壁(FR38、FR70)150 mm处。即将左右舷潜体分段分别划分为3段,共计6个分段。
1.2 连接桥分段划分
科考船是在高七垮内建造,七垮最大宽度为28 m,而科考船船体最大宽度为26 m,且此处结构是箱型结构,如采用普通的分段划分方法,分段合拢困难。为保证分段在垮内翻身及顺利上船台合拢,必须将连接桥分段在纵向靠近船中位置分割为两段。为此在分段划分设计上将内部结构与外板错开,将内部构件斜向切开。分段合拢时先上左舷,右舷分段可直接与左舷分段结构搭接合拢。解决了分段合拢施工的难题。即将左右舷分段分别划分为5段,共计10个分段。
1.3 上甲板分段及上层建筑分段划分
上甲板分段原则上同连接桥分段一样。由于该部位分段重量较连接桥分段轻,为减少分段合拢焊接变形,将该部位左右舷分段分别划分为3段,共计6个分段。
上层建筑分段划分时以各层甲板为基础分别划分为船长甲板分段、驾驶甲板分段和罗经甲板分段。
1.4 分段精度控制
对分段余量分布进行研究,尽量提高分段无余量装配率,仅将分段一端预留余量,另一端为无余量或适当的补偿量。尽量避免在装配过程中进行二次切割,由于二次切割增加了受热的变形和内应力,会对分段变形的控制和后续工序的施工带来不利影响。减少分段合拢时重复加热,可有效控制装配过程中的板材不均匀受热变形,保证分段合拢后的设计指标。图1为科考船分段划分图。
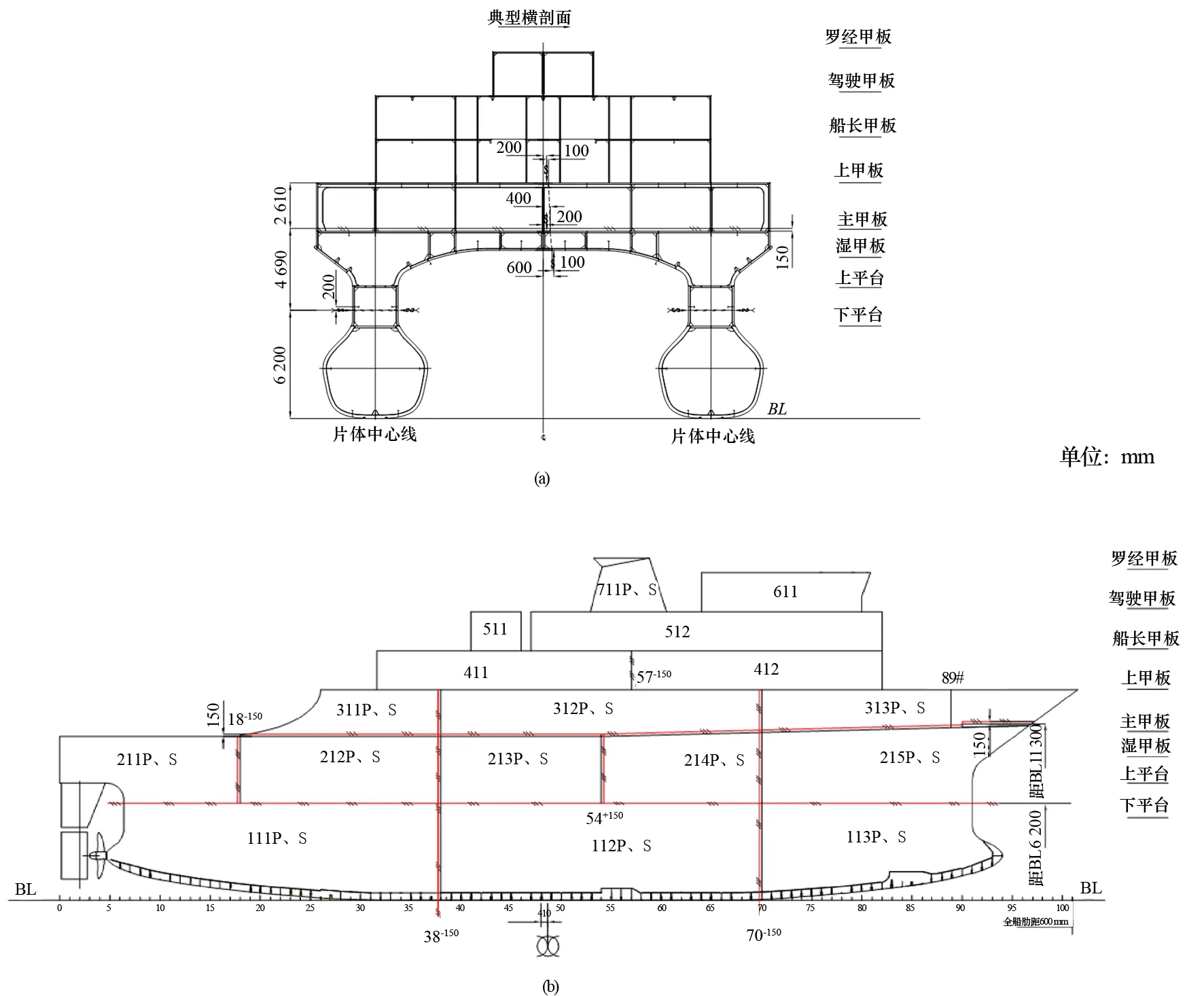
图1 科考船分段划分图
2 分段胎架设计技术
分段胎架设计的重点就是控制分段建造过程中的焊接变形,考虑到潜体及连接桥分段是线型较复杂的曲面分段,根据建造方法在胎架设计中主要采用模板胎架设计,甲板胎架采用槽钢或工字钢胎架。
2.1 潜体分段胎架设计
潜体分段胎架模板铺设间距以肋距为准,曲形较大的部位采取加密间距的方法。胎架预留适当的反变形量能有效减少分段结构装配和焊接变形[2],最后研究确定反变形量为L/1 000 (L为分段总长),横向构件多的分段,其变形量加放在分段构件中的纵向位置,反之加放在分段构件的横向位置。因此潜体分段在纵向根据分段的长度加放了反变形量。由于设计中采取了预留反变形量的技术,在分段结构焊接过程中,有效地控制了分段两端上翘、分段塌腰、外板波浪变形等焊接常见技术问题的发生。潜体分段胎架设计如图2所示。

图2 潜体分段胎架模板示意图
2.2 连接桥分段胎架设计
对于连接桥、主甲板分段铺设通用槽钢胎架,胎架上增设反变形。胎架设计间距为600mm×1 000mm。针对首部分段湿甲板线型变化复杂,专门设计制作湿甲板胎架,在胎架设计中同样预留反变形量。以尾部215分段为例,具体形式如图3所示。

图3 连接桥215分段胎架图
2.3 上层建筑胎架设计
上层建筑分段采用立式胎架,将面板宽100mm,高250mm的工字钢按1 000mm×1 000mm的间距制作胎架,分段四周钉焊。这样增大了与板材变形约束面积,有效减少了结构装配焊接时的变形。
根据科考船船体外形结构复杂、分段制作难度大的特点,在生产设计过程中,进行了充分试验,将曲面分段采用模板胎架,平面分段采用倒装法的工字钢胎架,使结构装配焊接变形得到了有效控制。
3 分段建造流程
分段建造原则是以船体为基础,以舾装为中心,以涂装为重点的壳舾涂一体化。胎架数量根据一胎多用的原则,尽量降低成本,提高经济效益。各分段所属基座、舾装件和予埋管等均应在分段制作时预装或安装完毕。
3.1 潜体分段建造流程
(1) 外板上胎拼接。将所属分段底部中心外板作为基准吊上胎架,外板胎上定位后进行外板内侧焊缝施焊,施焊顺序从中间向两端依次对称焊接。
(2) 划结构线。在焊后交检合格后的外板上按分段施工图尺寸划出肋骨、舱壁及纵横结构安装线。肋位线每档加放1mm收缩量。划线自检验合格后打洋冲。最后进行划线完工交验。
(3) 结构装配。
① 潜体分段环肋骨装配;
② 潜体分段加强环肋骨装配(安装方法同上);
③ 肋骨与外板装配;
④ 安装纵向加强梁;
⑤ 两侧水平桁预装;
⑥ 舱壁安装;
⑦ 安装下平台板、平台隔壁、两侧立板及所属加强肘板;
⑧ 潜体分段两侧上部外板封焊;
⑨ 分段内部嵌补板、连接肘板等最后装焊。
(4) 分段焊接。
(5) 装舾装件、加强和吊耳。
(6) 划出分段基准线、检查线。
(7) 分段下胎完工交验。
(8) 分段涂装并待船台装配。
3.2 连接桥分段建造流程
连接桥分段(尾部线型较大的215分段除外)装配工艺(倒装法)。
在专用装配胎架上以主甲板为底采用倒装法建造。胎架制作采用槽钢框架,间距同科考船肋骨间距,为600mm×1 000mm。安装顺序如下:
(1) 主甲板上胎拼板;
(2) 主甲板结构划线;
(3) 纵横结构依次定位安装;
(4) 隔壁安装;
(5) 安装湿甲板外板,为控制两侧湿甲板外板线型,分段上安装临时支撑,支撑设置在强构件附近;
(6) 安装上平台及所属加强结构;
(7) 待全部结构定位焊结束后,完成焊前交验后有序开展后续工作。
3.3 高应力区焊缝焊接控制
小水线面双体船支柱体在舷台部位为结构高应力区,对焊接质量应严格要求。该部位结构应保证较小的焊接残余应力。支柱体外板水平焊缝母材与焊接材料应平滑光顺过渡,并要求人工打磨光顺。焊接时应连续施焊,减少停顿。高应力Ⅰ区及高应力Ⅱ区位置如图4所示。
高应力区焊缝要求进行X探伤,合格等级为Ⅰ级。为保证高应力区焊缝焊接质量专门制订如下施工方案。
分段制作中,高应力Ⅰ区的外板水平和垂向焊缝,其母材与焊接材料应平滑光顺过渡,焊缝表面不得有明显凹凸存在,打磨后焊缝余高1mm~3mm。
船台合拢中,高应力Ⅱ区内外板的垂向和水平大合拢缝其母材与焊接材料应平滑光顺过渡,焊缝表面不得有明显凹凸存在,打磨后焊缝余高1mm~3mm。

图4 结构高应力区
下潜体及连接桥分段高应力区外板横缝及纵缝(纵缝上下遇十字接缝则上下延伸300mm),除进行X探伤以外增加100%超声波检验。要求超声检验标准为一级合格[4]。对达不到标准的部位进行全面返修。
此重点部位的装配和焊接必须由较高等级的装配工和焊工施工,确保焊接质量。
4 结束语
实船建造完工的主尺度测量结果如表1所示。

表1 主尺度测量结果
实际测量结果显示,该船变形控制效果显著,实船外形光顺美观,符合原设计的各项指标要求,是目前大吨位小水线面双体船比较实用的建造技术。
[1] 中国船级社.小水线面双体船指南[S].2005.
[2] 中国船级社.钢制海船入级规范[M].北京:人民交通出版社,2006.
[3] 李鸿,任慧龙,曾骥. 预测船体分段焊接变形方法概述[J] .船舶工程,2005,5:55-58.
[4] 徐兆康.船体建造工艺学[M].北京:人民交通出版社,2000.
The Large Tonnages SWATH Block Construction Technology
ZHANG Fang, LEI Li, CHEN Feng, WANG Chun-yong
(BoHai Shipbuilding Heavy Industry Co., Ltd., Huludao Liaoning 125004, China)
SWATH excellent seakeeping and spacious deck area is finding wider and wider application range. One of the characteristics of the ship is connected to the bridge and the pillar body at the bow and stern complex linetype, large wet deck area at the same time,the thickness is thinner, with three center line(the centerline of the hull, the left and right piece of body centerline),building deformation control more difficult. Taking BoHai Shipbuilding Heavy Industry Co., Ltd built for the success of the Chinese academy of sciences, 2 500 t comprehensive scientific research ship, from the design of block division, design of jig and block construction process, this paper introduces the large tonnages SWATH block construction technology.
SWATH Block division Jig design Block constructed process
张 芳(1968-),女,研究员级高工。
U671
A