加氢裂化精制催化剂UF—210与DN—3551对比分析
2015-05-04周振宇陈伟钟志华
周振宇 陈伟 钟志华

摘要:文章主要从催化剂基本性质、催化剂装填、加工原料油性质、实际操作参数、产品质量等方面,对加氢裂化装置两个生产周期内两种精制催化剂UF-210和DN-3551的实际使用效果进行对比分析,得到更适合实际生产情况的催化剂。
关键词:催化剂;UF-210;DN-3551;原料性质;操作参数 文献标识码:A
中图分类号:TE624 文章编号:1009-2374(2015)15-0068-02 DOI:10.13535/j.cnki.11-4406/n.2015.15.035
大港石化公司100万吨/年加氢裂化装置由反应、分馏、氢气回收、热工和公用工程等部分组成,采用单反应器双剂串联全循环的加氢裂化工艺。反应部分采用单段双剂串联全循环,炉前混氢方案,热高分工艺流程;分馏部分采用硫化氢汽提塔、常压分馏塔出轻柴油、柴油方案。分馏塔采用分馏进料加热炉,催化剂的硫化采用湿式硫化,催化剂不需要钝化,催化剂再生采用器外再生方案。
本装置技术先进、工艺复杂,主要原料为石化公司第一联合车间常减压装置的减二线、焦化装置的焦化蜡油和催化装置的催化柴油,主要产品为液态烃、轻石脑油、重石脑油、轻柴油、柴油。加氢裂化装置的设计能力为100万吨/年,年开工时间为8400小时,设计能耗为2249兆焦/吨原料油。
本装置催化剂分为精制剂和裂化剂两种:第一生产周期采用的精制剂为UOP公司的UF-210型催化剂、裂化剂为UOP公司的HC-115LT型催化剂;第二生产周期采用的精制剂为标准公司的DN-3551型催化剂,裂化剂为UOP公司的HC-120型催化剂。下面主要针对UF-210型和DN-3551型精制催化剂在两个生产周期内的使用情况和效果进行对比分析。
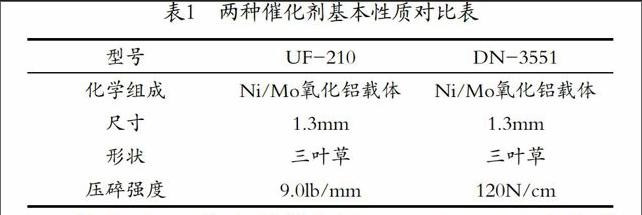
1 催化剂基本性质
表1 两种催化剂基本性质对比表
型号 UF-210 DN-3551
化学组成 Ni/Mo氧化铝载体 Ni/Mo氧化铝载体
尺寸 1.3mm 1.3mm
形状 三叶草 三叶草
压碎强度 9.0lb/mm 120N/cm
从表1中,可以知道催化剂UF-210和DN-3551的物理性质基本相同,其主要化学组成为金属钼和金属镍,载体均为氧化铝载体,尺寸和形状均相同。
2 催化剂装填
精制催化剂UF-210的实际装填量为97.728t,实际堆比为1030kg/m3,高于理论堆比(876kg/m3);精制催化剂DN-3551的实际装填量为73.67t,实际堆比为773kg/m3,与理论值(774kg/m3)基本相同。从对比中也可以看出装填量上催化剂UF-210比催化剂DN-3551多出24t左右。
3 原料性质对比
由于受公司实际生产情况影响,本装置两个生产周期内均没有加工焦化蜡油,主要原料为减压蜡油,所以原料性质对比主要以减压蜡油性质为主。
3.1 减压蜡油97%回收温度
两种催化剂生产初期原料油减压蜡油97%回收温度相差还是比较大,催化剂UF-210初期基本保持在530℃左右,而催化剂DN-3551初期只有480℃左右。原料油减压蜡油的馏程变轻对于催化剂来说是有利的。
3.2 减压蜡油硫氮含量
催化剂DN-3551生产初期减压蜡油中硫含量明显要高于催化剂UF-210生产初期,基本保持在0.15%左右,但在催化剂UF-210生产后期减压蜡油中硫含量有所增加。两种催化剂生产初期减压蜡油中氮含量相差不大,基本保持在1000ppm左右。
从原料油(减压蜡油)性质对比看,催化剂UF-210生产初期减压蜡油的整体性质要略好于催化剂DN-3551生产初期。
4 操作参数对比
4.1 加工负荷方面
催化剂UF-210生产期间进料量为162.1t/h,联合进料比为1.64t/t;催化剂DN-3551生产期间进料量为207t/h,联合进料比为1.68t/t。两者之间进料量差距是比较大,而联合进料比变化不大。
4.2 反应器操作参数
表2 两种催化剂操作参数对比表
项目 UF-210 DN-3551
设计值 标定值 设计值 标定值
入口压力,MPa 17.0 15.972 17 16.21
入口温度,℃ 379 386.73 384 366.7
反应器入口氢油比,Nm3/m3 1146 1716.4 1146 1033.4
氢耗量,Nm3/m3 267 229.0 267 298.3
第一床层入口温度,℃ 379 386.73 384 366.7
第一床层出口温度,℃ 403 399.26 399 389
温升,℃ 24 12.53 15 22.3
第二床层入口温度,℃ 379 394.09 396 386.5
第二床层出口温度,℃ 403 397.55 402 392.2
温升,℃ 24 3.46 6 5.65
第三床层入口温度,℃ 379 394.88 397 389.4
第三床层出口温度,℃ 403 404.64 406 398.7
温升,℃ 24 9.76 9 9.3
催化剂重均温度(WABT1),℃ 160.3 163 - 154.68
出口压力,MPa 16.4 15.482 16.4 15.56
第一床层压降 <0.26 0.048 <0.26 0.079
从表2中,可以知道催化剂DN-3551标定期间的加工负荷为207t/h,高于催化剂UF-210的加工负荷。endprint
反应器入口温度方面,催化剂UF-210反应温度为386.73℃,高于设计值(379℃),而催化剂DN-3551温度为366.7℃,低于设计值(384℃),证明催化剂DN-3551初始反应温度要低于催化剂UF-210。
反应器床层温升方面,由于催化剂DN-3551生产期间掺炼了催化柴油,所以温升要远高于催化剂UF-210,但实际上,催化剂UF-210的实际温升也比设计值要低。从催化剂的重均温度方面看,催化剂UF-210的标定值高于设计值和催化剂DN-3551的标定值,证明催化剂UF-210的初始活性并没有达到设计值,相比于催化剂DN-3551来说,活性也是略低一些的。
反应器第一床层压降方面,催化剂UF-210初始压降为0.048MPa,催化剂DN-3551初始压降为0.079MPa,均在正常范围内。至于两者差距较大,其主要原因应该与加工负荷有关。
5 产品质量对比
5.1 重石脑油产品
两种催化剂生产期间,重石脑油中硫氮含量均可以达到设计值(小于0.5ppm),能够满足下游重整装置的质量要求。
5.2 混合柴油产品
由于本装置产品设计是以生产混合柴油为主,因此混合柴油的产品质量是比较关键的。
图1 两种催化剂生产期间产品混合柴油硫含量对比图
从图1中,可以知道两种催化剂生产初期,产品混合柴油中硫含量基本保持在0.0005%以下,达到设计值(<0.001%),但在催化剂UF-210生产中后期,混合柴油中硫含量有所增长,最高一度达到0.0025%左右。
图2 两种催化剂生产期间产品混合柴油氮含量对比图
从图2中,可以知道两种催化剂生产初期,产品混合柴油中氮含量基本保持在4ppm以下,但在催化剂UF-210生产中后期,混合柴油中氮含量有所增长,最高一度达到10ppm以上。
6 结语
通过从催化剂基本性质、装填、原料性质、操作参数和产品质量等方面的对比分析,催化剂UF-210和DN-3551均基本满足装置设计要求,达到了脱硫、脱氮的精制效果。同时也可以看出催化剂UF-210的初始活性偏低,而且中后期的精制效果有所下降,而催化剂DN-3551的初期活性还是可以的,达到了设计要求。但目前催化剂DN-3551仍处于生产中前期,其催化剂后期活性和性能还有待考验。
总之,通过各项数据的对比分析,可以肯定的是催化剂DN-3551生产初期的性能是要好于催化剂UF-210的,也更适合目前装置的实际生产情况。
参考文献
[1] 李立权.加氢裂化操作指南[M].北京:中国石化出版社,2005.
[2] 韩崇仁.加氢裂化工艺与工程[M].北京:中国石化出版社,2001.
[3] 林世雄.石油炼制工程[M].北京:石油工艺出版社,1995.
[4] 崔勇,等.大港石化公司100万吨/年加氢裂化装置操作规程[S].
(责任编辑:黄银芳)endprint
