墙板生产线中模具车测距及防碰撞系统开发
2015-04-17李炳燃朱振杰
冯 升, 万 熠, 李炳燃, 朱振杰, 张 东
(1.山东大学 高效洁净机械制造教育部重点实验室,山东 济南 250061;2.齐鲁医院,山东 济南 250012)
·仪器设备研制与开发·
墙板生产线中模具车测距及防碰撞系统开发
冯 升1, 万 熠1, 李炳燃1, 朱振杰1, 张 东2
(1.山东大学 高效洁净机械制造教育部重点实验室,山东 济南 250061;2.齐鲁医院,山东 济南 250012)

针对墙板自动化生产线中模具车在行走以及养护排队过程中的碰撞问题,在单片机及PLC硬件平台上开发了模具车智能测距及防碰撞系统。该系统采用超声波测距模块进行距离信息的采集,并实时地传送给单片机,经单片机处理后,将距离显示在LCD上,并利用LED灯对不同的距离范围进行不同的信号预警,同时通过PLC及变频器控制电机,实现模具车制动以及在养护系统中较为精确距离定位,防止发生碰撞。实验验证表明:该系统有效地解决了模具车的碰撞问题,可确保墙板生产的安全性和可靠性,且成本低。
模具车; 单片机; 超声波测距; LCD显示; 防碰撞
0 引 言
近年来,随着建筑工业化进程的推进,墙板的需求量越来越大,为了提高墙板生产的效率,墙板的自动化生产线便应运而生[1]。生产线主要有装模、搅拌注浆、养护、拆模等生产环节组成,而模具车就穿梭于各个生产环节之间,将各个生产环节紧密地连接在一起,是墙板从注浆到凝固成型,再到拆模成品整个生产过程中重要的运输工具,通过自动化控制来实现整条生产线有条不紊的流水作业。
由于生产线中轨道布置较为复杂,模具车在轨道中也常有快速、慢速、启停等移动状态,加之生产流水线上模具车较多,因此模具车极易发生碰撞问题。并且在养护系统中,模具车需要移动排队,并要求保持不小于50 cm的安全距离。因此为了防止模具车发生碰撞并实现较为准确的距离定位,就需要对模具车进行测距及防碰撞制动,这也是实现墙板自动化生产和保证生产安全性和可靠性的前提,生产线的平面布置图如图1所示。
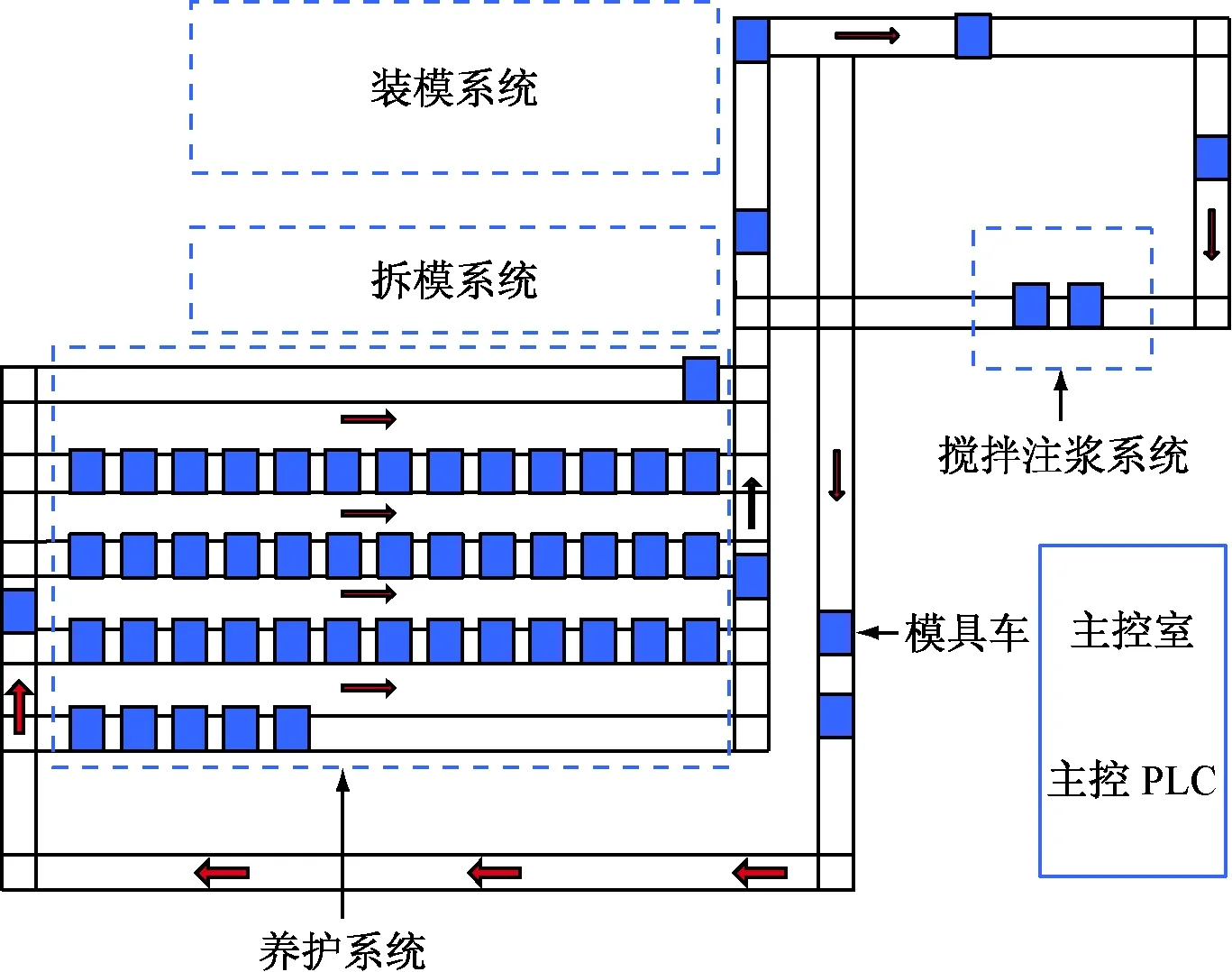
图1 墙板生产线的平面布置示意图
目前,工业中常用的测距技术主要有激光测距、红外测距和超声波测距等技术,其中超声波测距是一种利用超声波的可定向发射、方向性好、在介质中传播距离较远等特性,结合电子计数等微电子技术来实现的非接触式检测方式。超声波测距在使用中不受光线、电磁波、被测物体的颜色等因素影响[2-4],加之成本较低,易于做到实时控制,因此在工业生产中应用较多。
因此在墙板自动化生产线中,采用超声波测距技术,基于单片机的控制开发了模具车智能测距及防碰撞系统。该系统利用超声波测距模块进行距离检测,并实时地在LCD上显示,同时根据距离的范围分别控制红黄绿三盏LED灯进行信号预警。实际生产线中,模具车的动力驱动是三相交流异步电机,到达需制动距离时,单片机会自动给出制动信号,由PLC及变频器来控制电机的制动及停止,防止模具车发生碰撞,在养护系统中还可以实现较为精确的距离定位,本系统可推广到众多生产线的移动小车控制中。
1 超声波测距原理
超声波测距原理如图2所示,简单描述为超声波发射器向某一方向发射超声波,在发射时刻的同时开始计时,超声波在空气中传播,碰到障碍物就立刻返回来,超声波接收器收到反射波并转化为电信号就立即停止计时。
这样,只要测出发送和接收时间差t,即可求出距离:
s=Ct/2
(1)
式中,C为超声波在空气中的传播速度,其与环境温度T的关系式如下:

(2)
由此可知,声速与温度有着密切的关系,因此检测的距离在一定程度上也会受到温度的影响。如对测距有特殊的精度要求,则必须进行温度补偿[3-5]。
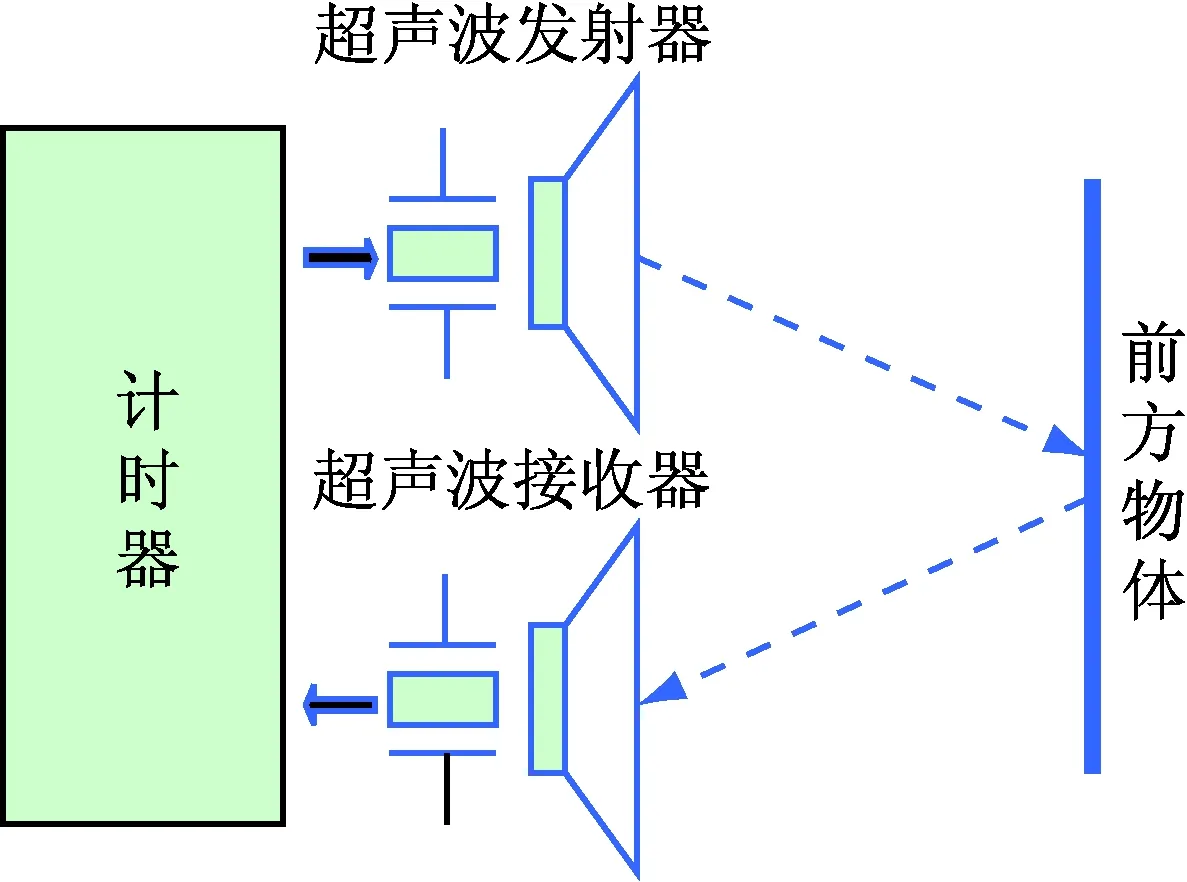
图2 超声波测距原理
2 系统设计
本文设计的模具车智能测距及防碰撞系统主要由单片机处理器、超声波测距模块、LCD显示模块、LED警示模块、电机控制模块组成,系统的总体工作结构如图3所示。由于模具车可能正向行走,也可能反向行走,因此每辆模具车在车头和车尾各部署一个超声波测距模块,系统整体设计如下。
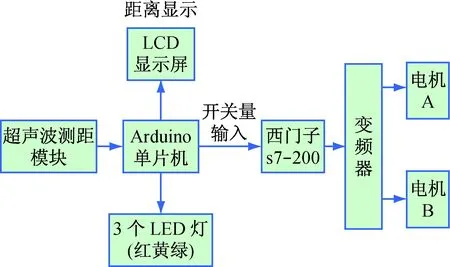
图3 模具车智能测距及防碰撞系统模拟图
超声波测距模块将被测物体与模具车的距离信息通过串口通信输入Arduino单片机,单片机处理后在LCD显示屏上显示出距离数值,并由红黄绿三盏灯来提示距离的范围,当距离大于100 cm时,绿灯亮,表示安全距离,模具车可以正常行驶;当距离≥100 cm时,黄灯亮,表示模具车需减速准备制动;当距离到达50 cm时,红灯亮,表示模具车需立即制动停止。实际生产线中模具车要求留出至少50 cm的安全距离,考虑到模具车较重,在行驶过程中惯性较大,故提前100 cm就需要及时减速,以备在距离到达50 cm时,模具车已经达到随时停止的安全速度,以备及时制动停止。模具车的减速制动是利用PLC和变频器控制电机来实现的[6],当测距达到100 cm时,单片机会自动给PLC一个开关量输入,此时PLC便会通过变频器控制电机减速,并在50 cm内实现两个速段的减速,达到停止速度;当测距达到50 cm时,此时单片机会再给PLC一个开关量输入,PLC直接控制电机停转,模具车停止。
3 硬件设计
3.1 超声波测距模块
本系统所采用的是US-100超声波测距模块,它可以实现2~450 cm的非接触测试功能,拥有2.4~5.5 V的宽电压输入范围,静态功率消耗低于2 mA,自带温度补偿对测距结果进行校正,测距精度可达0.3 cm,同时具有GPIO、串口等多种通信方式,内带看门狗,工作稳定可靠。此模块有UART(串口)模式和电平触发模式,本系统利用的是电平触发模式,5Pin接口的接线图如图4所示[7]。

图4 5Pin接口接线图
模块工作原理如下:
(1)采用单片机IO口触发模块Trig管脚,给至少10 μs的高电平信号。
(2)触发Trig管脚后,模块会自动发送8个40 kHz的方波,然后自动检测是否有信号返回。
(3)当有信号返回时,模块进行温度的测量,然后根据当前温度对测距结果进行校正,将校正后的结果通过Echo管脚输出,同时模块Echo管脚输出一个高电平,高电平持续的时间就是超声波从发射到返回的时间。
(4)单片机根据式(1)计算距离s,由于已进行温度补偿,故C=340 m/s[8]。
该模块在模具车的车头和车尾各布置1个,对模具车的前后距离都进行实时检测。
3.2 Arduino单片机
本系统设计在单片机的选择上考虑了需求、功耗、成本、尺寸、稳定性和开发难易程度等因素,采用的单片机是Arduino nano 3.0(ATmega328)。它有14个数字IO口,其中6个(3、5、6、9、10、11)可提供8位PWM输出;有8个模拟IO口,工作电压是5 VDC[9]。
单片机在系统中的作用主要有:①控制超声波发射电路发射超声波,控制接收电路检测超声波,并接收回波信号;②接收电路接收到信号,利用内部定时器来计算超声波从发射到返回的时间;③在显示模块上显示所测得距离值;④控制LED灯根据距离范围进行显示;⑤给PLC开关量信号,控制电机减速、停止。
3.3 模具车电机控制模块
实际生产线中模具车的控制是通过PLC和变频器控制三相交流异步电机实现的,所选用的PLC为西门子S7-200,CPU为CPU226(DC/AC/Relay),变频器为西门子MM440,其核心部件是CPU单元,根据设定的参数,经过运算输出控制正弦波信号,再经过SPWM调制,放大输出正弦交流电驱动三相异步电动机运[10-11]。控制接线图如图5所示,在系统实现的功能是:当超声波测距到100 cm时,PLC接到单片机的开关量信号,然后控制变频器使电机减速,在50 cm内通过延时一定的时间自动实现两级降速,当测距到达50 cm时,PLC控制电机停止转动,具体控制通过程序来完成。
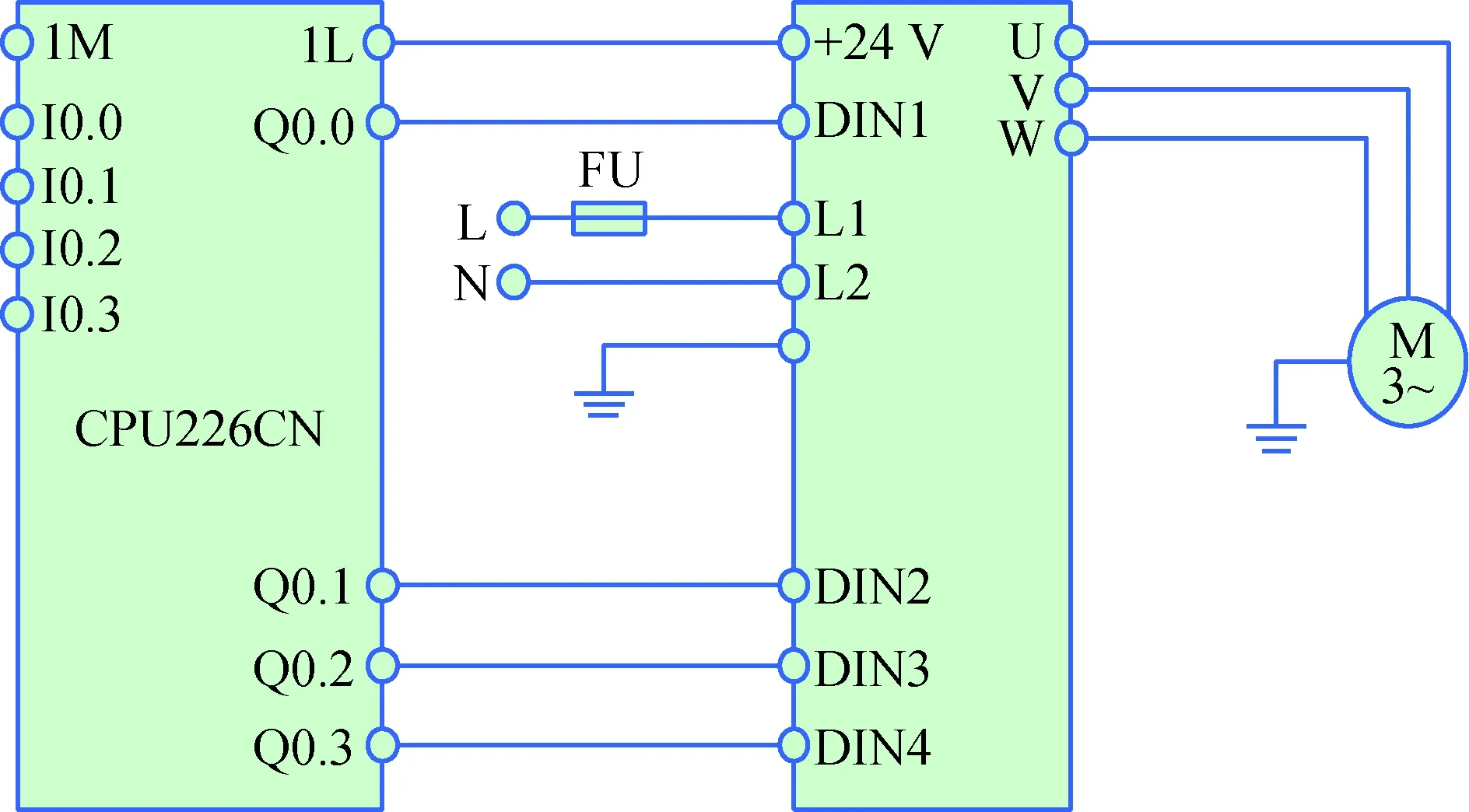
图5 S7-200与MM440接线图
3.4 LED与LCD显示模块
本文选用的LCD为LCD12864,该显示模块内置8 192个16×16点汉字,和128个16×8点ASCII字符集,显示分辨率为128×64。可以显示8×4行16×16点阵汉字,也可以完成图形显示,该模块低电压低功耗,不论硬件电路结构或显示程序都要简洁得多,且该模块的价格也比相同点阵的图形液晶模块要低。
LCD显示模块主要是用于实时显示模具车的前后距离值,给人直观的距离显示,LED主要是红黄蓝三色灯,主要是根据距离的大小范围,分别显示绿黄红,给人及时的距离信息的提示,并表示模具车的三种运行状态[12-14]。
4 软件设计
系统控制的电路原理图如图6所示。
系统的单片机控制是采用C语言进行编程,主要有主程序及各模块子程序组成,PLC控制电机的程序是基于STEP7开发环境的梯形图程序,系统的整体流程图如图7所示。
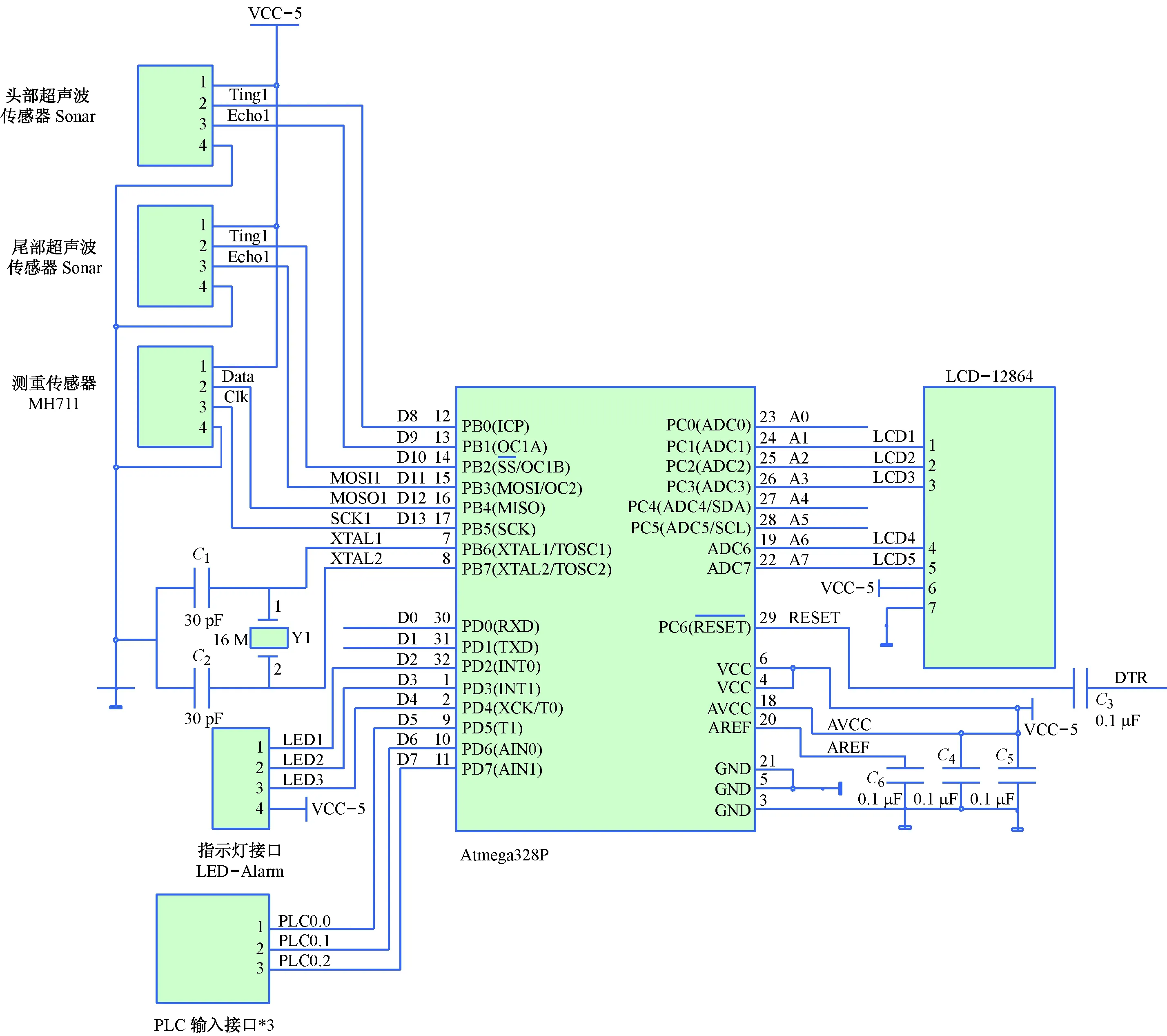
图6 系统电路原理图
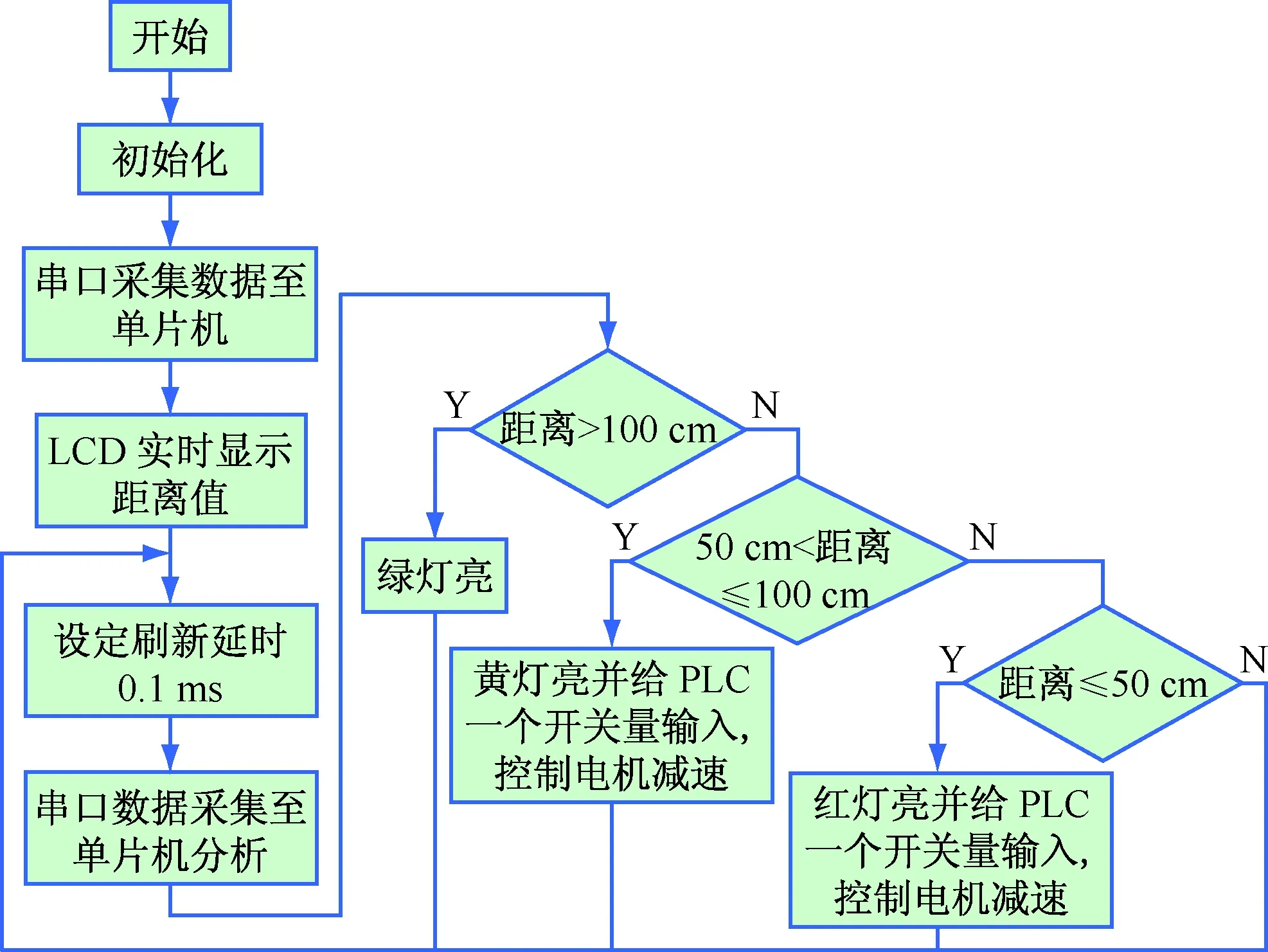
图7 系统基本流程图
墙板自动化生产的过程中,生产线上的模具车的数量高达60辆,在轨道上行走的状态也变化多样,模具车在轨道行走的过程中,通过前后的超声波测距模块采集数据信息送至单片机,单片机通过计算得出距离值,并实时显示在LCD上,通过距离的显示可以让工人获得前后车距。同时单片机对得出的距离值进行判断,如果距离大于100 cm,控制LED绿灯亮,表示属于安全距离;如果距离到达100 cm,控制LED黄灯亮,表示模具车需减速慢行,同时单片机给PLC一个开关量输入,通过变频器控制电机完成两个速段的减速;当距离到达50 cm,控制LED红灯亮,表示危险距离,模具车需立即停止,此时单片机给PLC一个开关量输入,控制电机立即停止[15],这样就避免了模具车发生碰撞。
在墙板养护系统中,为了保证养护轨道上可以放置一定数量的模具车,因此要求模具车排队的间距保持在50 cm左右。当模具车到达养护系统时,通过上述控制流程,通过模具车的提前减速和及时制动,可以实现模具车在养护排队的过程中较为准确的距离定位,保证养护环节的正常运行。
5 结 语
为避免墙板的自动化生产线中模具车的碰撞问题,设计了一套自动化控制的模具车智能测距及防碰撞系统,该系统基于单片机控制,通过超声波测距模块对距离进行检测,并将距离值实时显示在LCD上,通过3个LED灯的亮灭来提示距离的范围,让工人及时获得模具车的前后距离。同时通过模具车自身的PLC及变频器,对电机的减速和制动进行控制,解决了模具车的碰撞问题,并在墙板的养护系统中,实现了模具车较为准确的距离定位,保证了模具车的有序排队。经测试,该系统性能良好,性价比高,在墙板的实际生产线中应用稳定,同时,此系统也可推广到其他应用移动小车的生产线中。
[1] 张 甜,陈德海.一种车辆防碰撞预警及自动刹车系统[J].江西理工大学学报,2006,27(6):57-60.
[2] 卜英勇,王纪蝉,赵海鸣.基于单片机的高精度超声波测距系统[J].仪器仪表与传感器,2007(3):66-69.
[3] Zhang Xin-bao, Lu Hong, Li Zhu.Distance-measuring technology using LD for auto anti-collision[J].Wuhan University Journal of Natural Sciences, 2004,9(1):.83-88.
[4] Zhi Chuan-guan, Yong Wang-liu, Yu Cai-shi.Problems and developing direction of anti-collision technology in the dense well pattern area[J].Procedia Engineering, 2010, 7: 304-311.
[5] 彭翠云,赵广耀,戎海龙.汽车倒车系统中超声波测距模块的设计[J].压电与声光,2008,30(2):251-254.
[6] 杨 旭,刘小方,张泽奇.基于单片机的超声波测距系统设计[J].机床与液压,2011,39(8):106-109.
[7] 黄永红,吉裕辉,杨 东.PLC控制电机变频调速试验系统的设计与实现[J].电机与控制应用,2007,34(10):40-43.
[8] 陈黎敏.传感器技术及其应用[M].北京:机械工业出版社,2010:128-134.
[9] 蔡睿妍.Arduino的原理及应用[J].电子设计工程,2012,20(16):155-158.
[10] 高洪斌,孔美静,赫孟和.西门子PLC与工业控制网络应用[M].北京:电子工业出版社,2006.
[11] 向晓汉,陆 彬.西门子PLC S7-200/300/400/1200应用案例精讲[M].北京:化学工业出版社,2011.
[12] 苑 洁,常太华.基于STM32单片机的高精度超声波测距系统的设计[J].电子设计工程,2011,19(15):76-79.
[13] 阮观强. 智能防碰撞报警制动系统的研究与开发[J].煤炭技术,2012,31(4):221-224.
[14] 胡 瑜.汽车防碰撞系统的应用与研究[J].机械工程与自动化,2010(4):214-217.
[15] 詹军权,伍海翔,莫荣滔.基于51单片机的汽车防碰撞系统的设计[J].电子世界,2013(15):31-33.
Development of Intelligent Measuring and Anti-collision System for Mold Automated Guided Vehicle in Wallboard Production Line
FENGSheng1,WANYi1,LIBing-ran1,ZHUZhen-jie1,ZHANGDong2
(1. Key Laboratory of High Efficiency and Clean Manufacturing, Shandong University,Jinan 250061, China; 2. Qilu Hospital, Shandong University, Jinan 250012, China)
An intelligent measuring and anti-collision system is developed based on MCU and PLC, to overcome collision problems during AGV (Automated Guided Vehicle) moving and lining up in production line of wallboard. Ultrasonic module is used to measure the distance between mould AGVs and signals are processed by MCU. Then real-time distance values are shown in LCD. Alarm signals are also displayed in LED according to different distances. Braking and precision positioning are controlled by PLC and frequency transformer. Experimental validation shows that this system is reliable and costs lower, it can solve the collision problems in wallboard production effectively.
mold AGV; MCU; ultrasonic distance measuring; LCD display; anti-collision
2014-07-07
国家自然基金资助项目(51175306);教育部新世纪优秀人才资助项目(NCET-11-0310);山东大学基本科研业务费专项资金资助(2014JC020)
冯 升(1990-),男,山东临沂人,硕士生,主要从事机械制造自动化方面的研究。
Tel.:15098839835;E-mail:fengshengwin@163.com
万 熠(1977-),男,山东济南人,副教授,硕士生导师,
Tel.:0531-88392539;E-mail:wanyi@sdu.edu.cn
TP 271+.4
A
1006-7167(2015)05-0045-04