全尾砂固结脱水关键技术探讨
2015-04-15樊攀峰戴相宇周殿奇孙学凯
樊攀峰,戴相宇,王 果,周殿奇,周 玉,孙学凯
(1.中国矿业大学(北京)资源与安全工程学院,北京100083;
2.北京科技大学金属矿山高效开采与安全教育部重点试验室,北京100083)
全尾砂固结脱水关键技术探讨
樊攀峰1,戴相宇2,王 果1,周殿奇1,周 玉1,孙学凯1
(1.中国矿业大学(北京)资源与安全工程学院,北京100083;
2.北京科技大学金属矿山高效开采与安全教育部重点试验室,北京100083)
全尾砂固结排放能减少地表尾矿库引发的地质灾害与环境污染。固结剂配制与脱水工艺是其关键技术。基于多因素正交试验,选择满足西石门全尾砂固排所需的固结剂组分,在微观上采用XRD、SEM对所选固结剂的水化机理与胶结性能进行分析,研究对水泥的可替代性。对不同浓度全尾砂浆运用不同脱水设备进行三阶段工业试验,得到各自产能规律,其中圆盘真空过滤机产能高且对砂浆浓度不敏感,适用于该铁矿浓密机底流40%~45%的浓度区间;对于滤后试块成型率低,基于压汞试验得到滤饼孔隙率等微观结构参数,间接测得强度0.78 MPa,大于0.50MPa。
固结剂;胶结性能;孔结构;陶瓷过滤机;衰减特性
全尾砂固结排放减少了尾矿库发生溃坝、泥石流、滑坡等灾害[1]。其关键是将固结胶凝材料与适量浓密的全尾砂浓浆混合脱水后形成含少量胶凝材料的全尾砂干料[2]。
实现尾砂固结排放的关键技术之一是将胶凝材料2%~3%均匀混入全尾砂中浓缩脱水,并达到堆存所需强度[3]。堆体强度很大程度取决于尾砂级配、物质组成成分、胶结剂种类[3]。配制一种固结效果优良又经济合理的固结剂是工业固排的重要问题。同时,排出尾砂浓度很低,近年来,改进了尾矿浓缩脱水技术和工艺,陶瓷过滤机自20世纪90年代在凡口铅锌矿[4]引进以来,产生了高经济效益,在陶瓷过滤机的产能再生方面得到了一定经验[5],但又产生了堵塞等一系列问题。
本文基于西石门铁矿尾砂的化学物理性质分析,对固结剂不同组分配比的单轴抗压强度进行试验,借助能谱分析与电镜实验确定固结剂组分;并探讨了陶瓷过滤机在该矿尾砂脱水中的应用,得到衰减特性规律,分析不同脱水设备在该矿的工业适用性及其脱水固结效果。
1 试验材料
西石门铁矿全尾砂粒度分析见表1,全尾砂颗粒特征值为:d10=54.1μm、d30=117.2μm、d60= 224.0μm,中值粒径d50=186.8μm;不均匀系数Cu=4.14<5、曲率系数Cc=1.13,西石门铁矿全尾砂具有细粒级含量较多、级配较差的特点,根据土的分类标准(GBJ 145―190)属于级配不良材料。表2为西石门铁矿全尾砂XRF分析结果,尾砂中CaO、MgO、Al2O3的含量较高,其中Al2O3的含量6.42%,应属于钙铝硅酸盐型或镁铁硅酸盐型尾矿,这些氧化物对改善和提高全尾砂的固结效果有利。

表1 全尾砂粒度分布Table 1 Grain size distribution of unclassified tailings

表2 全尾砂化学成分分析 /%Table 2 Chemical composition analysis of unclassified tailings
2 固结剂的组分配比试验
因固结排放所需固结剂用量仅为2%~3%,充分利用具有一定或潜在水化活性的工业固体废料(如矿渣、粉煤灰等),与全尾砂中的黏土矿物质反应,生成胶状体包裹尾砂颗粒,作为基质填充孔隙,使全尾砂颗粒之间具有良好的链接状态,具有一定的强度,与通用水泥相比又具有成本优势的固结剂。表3为根据各组分的水化产物分析,确定基本组分的范围。

表3 固结剂基本组分范围Table 3 The rage of consolidation agent component
2.1 固结剂组分正交试验设计
固结剂胶结能力与灰砂比有关,灰砂比越大,强度越高[6]。配制浓度75%,固结剂掺量8%的全尾砂浆,采用L18(37)正交试验表,确定各因素对固结强度的影响及组分,并且用P.C.32.5、P.S.A.32.5标号水泥作为新型尾砂固结剂的对比试验。表4为各因素水平分布表,表5为正交试验设计与单轴抗压强度记录表。
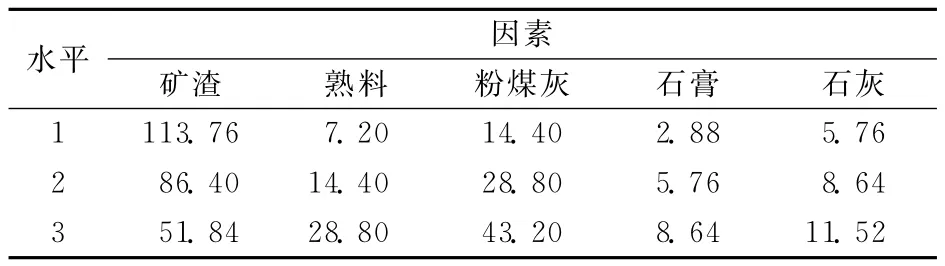
表4 因素水平分布Table 4 Factor and level distribution
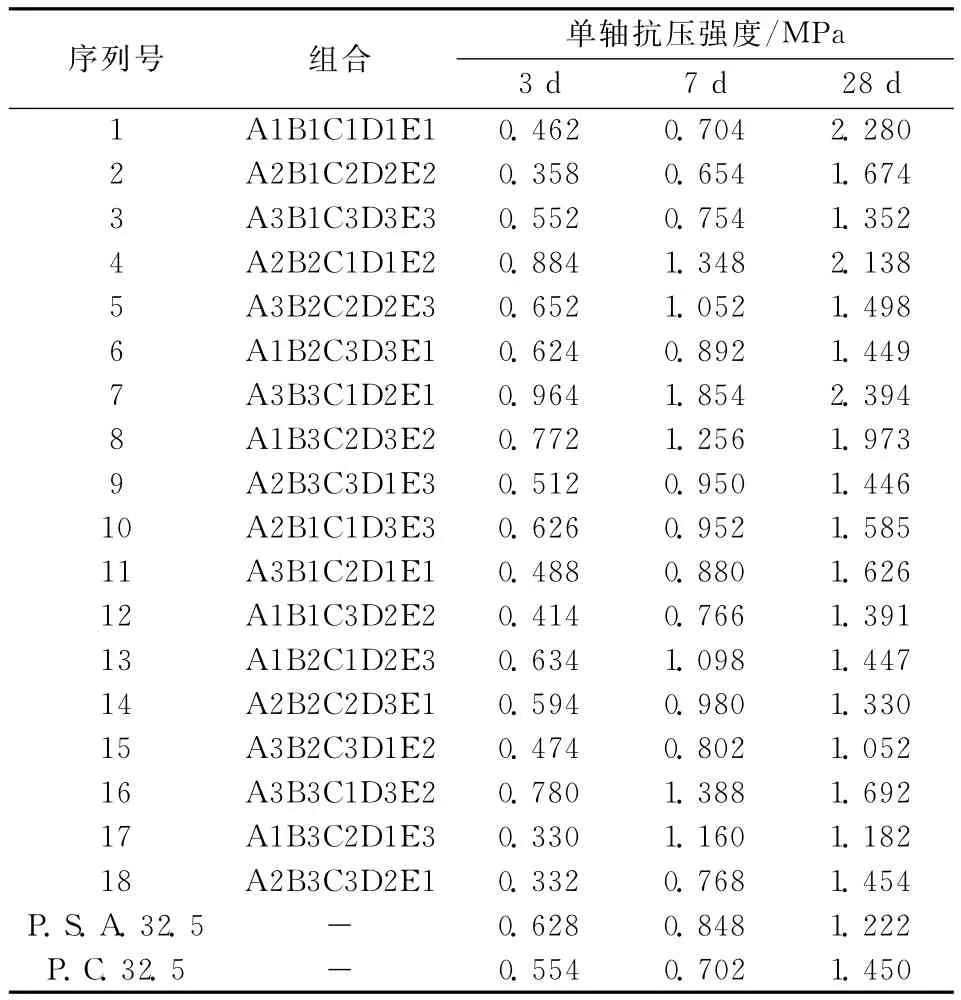
表5 正交试验设计结果Table 5 The results of multi-factors orthogonal test
2.2 结果分析
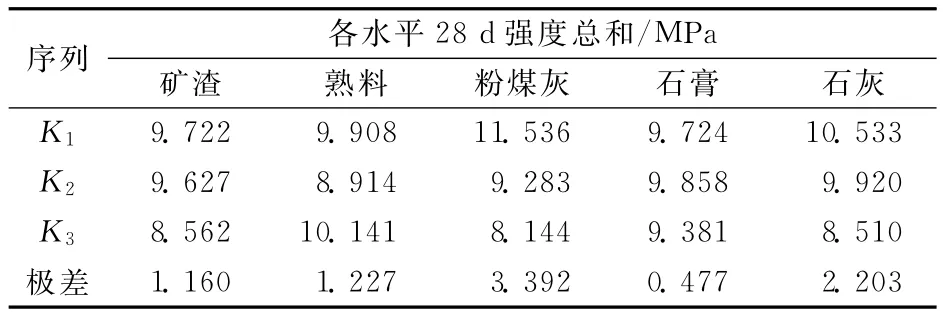
表6 28d强度结果分析Table 6 The results analysis of 28-day strength
1)28d强度的分析结果,可得知粉煤灰作为主要影响因素,能够激发高炉矿渣的化学活性,增强试块后期强度;K1值最大,但掺量又最小,可见一水平满足激发矿渣所需用量,而且对早期强度影响小。
2)石灰作为碱性激发剂[7],K1值说明它对28d强度的影响与粉煤灰相同,掺量少有利于强度发挥,第一水平是恰当的。
3)基于3d、7d强度,矿渣熟料作为主因素,它的主要作用在于前期强度发挥。考虑到尾砂固结排放所需要的强度在0.5MPa以上即可,尽量减少熟料的添加量,而且28d强度K1、K3比较结果也证明最少量是次优的,但与最优差距很小。
4)石膏对28d强度影响最次,K1、K2、K3差距很小,说明石膏对矿渣的硫酸盐激发作用影响很小,因为熟料也起到硫酸盐激发作用,第一水平就可满足激发矿渣所需的SO42-。
5)矿渣具有潜在的胶凝活性,作为工业废料成本较低,在固结剂中发挥最主要作用,使用最优水平,即第一水平掺量。28d单轴抗压强度高于通用水泥。如序列一试块,由于熟料含量极少,在3d,7d强度虽不占优,但对全尾砂的固结效果,尤其是后期强度明显优于通用水泥。
2.3 固结剂水化产物及固结机理微观分析
X-射线衍射分析(XRD)采用荷兰帕纳科公司制造的X-射线衍射仪。选用混合砂浆浓度75%、固结剂与P.O.42.5掺量6%、龄期为7d的试块进行分析,如图1所示。
采用日本日立S-3400N型扫描电子显微镜,其分辨率为6nm,最大放大倍数为30万倍。试块SEM扫描见图2、3。
从图1对固结剂水化产物的XRD分析结果,以及固结剂组分中矿渣与熟料的含量比较,可知与通用水泥的水化有很大差异。水化胶凝分为四阶段:熟料水化产生的Ca(OH)2在矿渣颗粒表面上结晶发育,形成碱性薄膜溶液;而且石膏的水解,提供Ca2+和SO42-,有利于激发矿渣表面活性;与矿渣发生火山灰反应,生成部分C-S-H凝胶和钙矾石AFt;随着养护龄期的增长,碱性薄膜溶液在矿渣表面继续存在,直至水化反应结束。
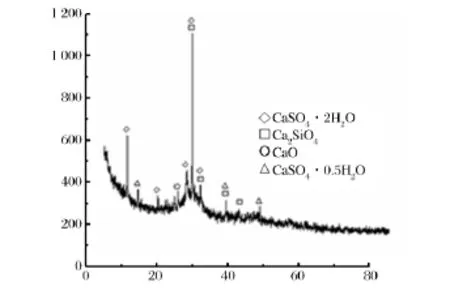
图1 7d水化产物XRD分析Fig.1 XRD analysis of 7-day hydration products

图2 7d固结剂胶结微观结构Fig.2 Cementing performance micro-structure of 7-day consolidation agent
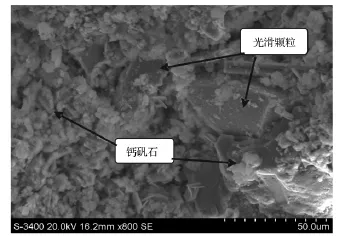
图3 7dP.O.42.5胶结微观结构Fig.3 7-day microstructure parameters of P.O.42.5
图2显示了固结剂的凝结产物微观结构,大量粒状到短纤维状[8],针状的C-S-H凝胶、水化硫铝酸钙AFt生成,这些水化产物附着在尾砂颗粒表面,将尾砂颗粒包裹起来,充填了颗粒间的空隙,增大密实度。图3是相同龄期普硅水泥的水化产物微观分布,主要生成大量覆盖在颗粒表面的Ca6Al2(SO4)3(OH)12·26H2O,无显著C-H-S凝胶包裹颗粒,有大面积颗粒裸露。表现出的胶结性能能够替代通用水泥,满足尾砂固结排放的要求。
3 混合全尾砂浆脱水工业试验
过滤操作目的主要是对悬浮料浆进行脱水浓缩及回收固体颗粒[9]。陶瓷过滤机生产能力大,能耗低,尤其对于难脱水、难过滤的细粒级浆体有较好过滤效果[10]。圆盘式真空过滤机适用于细粒级,难沉降的颗粒。为了满足固结的强度要求以及产能的要求,需要选择适合的脱水工艺与设备。
3.1 脱水工艺方案设计与结果分析
工业试验分三阶段进行:
第一阶段和第二阶段分别使用的是江苏宜兴与山东烟台产的陶瓷过滤机进行固结脱水试验。第三阶段则使用江苏宜兴生产的盘式过滤机进行全尾砂浆固结脱水试验。
1)第一阶段最小生产能力为240.55kg/h·m2,最大生产能力为456.89kg/h·m2,脱水过滤后的干料平均含水率为20%左右。y=1.875x2-4.025 7x+279.43,R2=0.758 4,高度相关。回归曲线如图4阶段一所示,为一段舒缓抛物线。
2)第二阶段陶瓷过滤机处理能力y和水泥—全尾砂混合料浆浓度x之间呈现如下关系:y=10.286x+312.43,R2=0.983 7,高度相关。陶瓷过滤机尾砂产量对浓度变化敏感,回归系数10.286;浓度在35%~45%,两种设备产能趋势相同,呈正相关,产量相互交叠,生产能力在400kg/h·m2左右波动。
3)第三阶段,与陶瓷过滤机相比,盘式过滤机的处理能力在400~500kg/h·m2,高于陶瓷过滤机;拟合曲线相关系数R2=0.106 7,说明浓度在35%~47%,说明浓度对产能几无影响,适合浓密机底流40%~45%的工艺要求。
3.2 陶瓷过滤的衰减试验
陶瓷过滤机在生产过程中,会有小于2μm的黏粒以及化学反应生产的钙质沉积或胶体沉积聚集,堵塞微孔,使产能降低[11]。
图5为滤水量与尾砂产量的线性关系,皮尔逊相关系数为0.942,滤水量与尾砂产量高度相关。检验统计量P=0.000<0.05,滤水量与尾砂量高度相关,线性回归系数a=-58.260,b=0.913,回归系数t=14.303,可得回归方程:尾砂量G=-58.260+0.913L。说明用滤水量表征尾砂量的衰减是可行的。通过三阶段工业试验中圆盘过滤机的生产能力对浓度不敏感,产量大以及实验室模拟陶瓷过滤机的衰减,脱水系统选择圆盘过滤机。

图4 工业试验三阶段浓度—产能曲线Fig.4 Fitting curve of capacity—concentration in three-phase industrial test
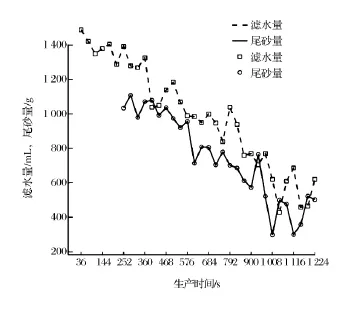
图5 滤水量,尾砂量变化曲线Fig.5 Change curve of filtered water and tailing yield with time
图6是实验室陶瓷过滤机衰减特性曲线,滤水量与生产时间符合线性回归关系,相关系数r=0.963,属高度相关。F检验值=422.143。线性回归方程:L=1506.421-0.814T。这表明对于西石门全尾砂细粒级含量大的特点,生产能力随时间呈线性急剧降低。
3.3 滤后固结效果
由于固结剂掺量很小,尾砂的固结机理与土固结类似。试验中试块无固结过程,成型率低,所以通过孔隙率与强度的关系间接验证固结效果。试验得到试块强度与空隙率的线性回归曲线,y=3.044-0.079x。
采用美国麦克公司生产的AutoPoreⅣ9500型全自动压汞测孔仪,对工业试验取得的样品进行压汞试验,测得实验数据见表7。固结剂掺量为3%时的抗压强度达到0.47~0.78MPa,尾砂固结排放所需强度在0.5MPa,满足尾砂排放工业应用对强度的要求。实验室尾砂胶凝固结体泥化试验表明,水泥掺量为2%时,尾砂胶凝固结体试块遇水不会泥化。
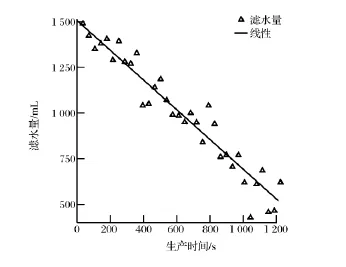
图6 滤水量随时间衰减拟合线Fig.6 Fitting curve between filtered water with time
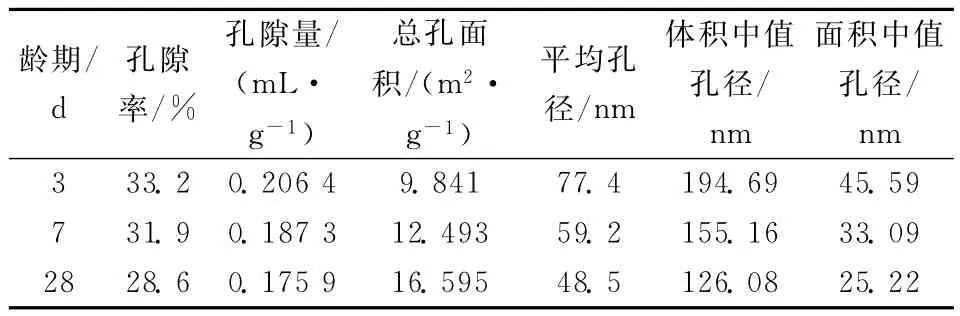
表7 孔隙结构参数Table 7 The pore structure parameters
4 结论
1)基于西石门铁矿全尾砂固结排放配制的固结剂胶结性能良好,孔隙率低,固结强度可靠,在8%掺量条件下28d强度高于两种标号水泥,可替代通用水泥,满足了经济可靠的要求。
2)固结剂水化反应阶段与产物不同于普通水泥与矿渣水泥,矿渣在碱性条件下激发活化生成大量针状C-H-S包裹尾砂颗粒,减小孔隙率,宏观上增大强度。
3)通过工业试验,选择圆盘真空过滤机作为脱水设备,产能大,对浓度不敏感,适合浓密机供砂浓度40%~45%;陶瓷过滤机在该矿应用呈线性衰减,产能迅速降低,不利于工业生产。
4)所选固结剂与脱水工艺,作为尾砂固排的关键技术,脱水过滤后的固结效果达到要求,抗压强度为0.78MPa,大于尾砂固排所需强度(0.5MPa)。
[1]田立鹏,杨志强,高 谦.金川全尾砂新型充填胶凝材料激发剂配比与力学特性研究[J].有色金属(矿山部分),2014,66(5):74-84.
[2]侯运炳,魏书祥.尾矿固结排放技术研究[J].金属矿山,2011(6):59-62.
[3]侯运炳,彭 勃,王炳文.西石门铁矿水泥—全尾砂料浆沉降性能的研究[J].中国矿业,2013,22(11):84-87.
[4]徐文彬,杜建华,宋卫东,等.超细全尾砂材料胶凝成岩机理试验[J].岩土力学,2013,34(8):2298-2302.
[5]罗 升.陶瓷过滤机在凡口矿精矿尾砂脱水的应用研究[D].长沙:中南大学,2004.
[6]龚益才,郭宗育.结合尾砂干排技术的全尾砂胶结充填工艺[J].有色金属(矿山部分),2014,66(2):15-19.
[7]马惠珠,邓 敏.碱对钙矾石结晶及溶解性能的影响[J].南京工业大学学报:自然科学版,2007(5):37-40.
[8]陈海燕.金山店铁矿全尾砂胶结充填材料性能的试验研究[D].北京:北京科技大学,2010.
[9]龚惠娟,陈泽智,赵红芬,等.用于铜精矿过滤的陶瓷过滤机滤板堵塞成因分析[J].有色金属(选矿部分),2013(5):64-67.
[10]李正东,吴伯明.影响陶瓷过滤机产能的因素[J].金属材料与冶金工程,2007,35(1):40-43.
[11]罗 升,胡岳华.陶瓷过滤机的清洗实践与探讨[J].矿业工程,2004,24(1):34-37.
Study on key dehydration and consolidation technology of tailings
FAN Panfeng1,DAI Xiangyu2,WANG Guo1,ZHOU Dianqi1,ZHOU Yu1,SUN Xuekai1
(1.Faculty of Resources and Safety Engineering,China University of Mining Technology(Beijing),Beijing 100083,China;2.Key Laboratory of High-Efficient Mining and Safety of Metal Mines,Ministry of Education,University of Science and Technology Beijing,Beijing 100083,China)
Tailings consolidation emission can reduce geological hazard and environmental contamination induced by tailings dam.Preparation of consolidation agent and dehydrating process selection are the key technologies.Based on multi-factors orthogonal test,reasonable component of consolidation agent applied in Xishimen iron ore is selected;armed with XRD,SEM,cementing performance and hydration products are researched to determine the substitutability to cement.Conducted with three-phase industrial test,capacity of law about dehydration equipment is obtained.Disc vacuum filter which is adapted to 40%~45%underflow of thickener has a high production and is not insensitive to concentration.Conducted with mercury injection test,micro-structure parameters,like the porosity and aperture,are measured to obtain the strength of test block indirectly.The value of strength is 0.78MPa which exceed the needed 0.50MPa.
consolidation agent;cementing performance;micro-structure parameter;ceramic filter;attenuation characteristics
TD926
Α
1671-4172(2015)03-0057-05
“十二五”国家科技支撑计划项目(2013BAB02B04)
樊攀峰(1990-),男,硕士研究生,采矿工程专业。
10.3969/j.issn.1671-4172.2015.03.012
