基于规则推理的铣削刀具选择系统开发与应用
2015-03-24胡炳星罗纯静
胡炳星,赵 武,罗纯静
HU Bing-xing, ZHAO Wu, LUO Chun-jing
(四川大学 制造科学与工程学院,成都 610065)
0 引言
刀具是切削加工的主题,是金属切除过程的直接实施者,是切削加工创新技术的载体之一。作为生产工具的刀具,是生产力的最重要因素之一,其性能的好坏直接关系着切削加工的过程及效果,而且是最活跃的因素。
传统开发的刀具选择数据库从根本上只能说是电子手册,通过这种系统查询加工刀具及切削参数效率很低而且准确度较低。相对于实际加工过程中出现的种类繁多的工件材料及加工方式,这样的查询方式很难满足生产需求。目前人工智能的推理方法主要有基于案例的推理(Case-based Reasoning, CBR)、基于规则的推理(Rulebased Reasoning, RBR)和基于模型的推理(Modual-based Reasoning, MBR)[1]。由于规则推理的知识表达方法接近于人类的思考方式、易推理,因此本文将采用规则推理的技术,提出了基于产生式系统的设计思想,建立以被加工零件的材料为主线的规则推理式刀具选择系统。将切削加工中需要的数据和信息进行加工处理成计算机语言,按某种规律存储在计算机中,形成规则推理式的专家系统,选择最优化的加工刀具及推荐出合理的切削参数,实现了刀具选择专家系统的智能化和动态化,从而达到提高决策准确率及经济效益的目的[2]。
1 基于规则推理技术简介
基于规则推理(Rule Based Reasoning , RBR)是基于规则表示的知识系统,根据规则,寻求到达目标条件的求解过程。在该知识系统中,规则通常用于表示具有因果关系的知识,其一般形式为:
前件→后件
或者:表示为 IF 前件 THEN 后件
其中前件为前提,后件为结论。前件和后件可以是由逻辑运算符and、or组成的表达式。规则的含义是:如果前提前件满足,则推理出结论后件或执行后件所规定的操作。通常当对工件进行铣削加工时,首先需要知道工件类型、工件材料、加工特征、加工精度等。然后根据该工件的加工特征,选择加工方法及机床。前者对应规则的前件,后者对应于规则的后件。通过and或or将工件的初始信息组合在一起,前件包含对工件的详细描述,从而使得后件拥有更准确、更全面的求解结果;同时后件也尽可能多的包含各种工艺信息[3]。如铣削加工中的刀具选择规则可以是:
IF 工件材料为 022Cr19Ni10
THEN 刀具材料为 硬质合金
产生是系统是一种基于规则推理(RBR)的专家系统,最初由E Post于1943年作为一种通用的计算机形体提出的,由A Newell和H A Simon于1972年作为一种人类认知模型引入人工智能研究领域,并开发了基于规则推理的产生式系统[4]。基于规则推理的产生是系统主要由以下三部分组成:
1)规则库:通过搜集、整理相关的专家知识和实验数据,然后将这些专家知识和实验数据进行规范化表达,并以计算机能识别的形式存储起来,制定成一系列规则并形成规则库。这些规则可以根据用户从前端输入的信息推理出用户所需要的铣削刀具及切削参数。规则库中建立的规则主要来源有三个方面:刀具厂商提供的各类刀具手册;企业根据长期的工作加工经验总结出来的刀具、切削参数选择知识;企业通过试验得到的刀具使用及切削参数选用规则。
2)数据库:存储与求解问题相关的事实与依据。当规则库中有一条产生式的前提条件可与用户输入的事实相匹配时,该规则就会被激活,通过推理机将结论存入数据库中,作为后期推理的初始事实。
由于MySQL关系型数据库具有体积小、速度快、维护简单等特点,因此本系统采用MySQL进行数据存储与管理[5,6]。在数据库设计中,采用Navicat Premium与Power Designer相接合的方法进行数据库实体模型关系设计。根据实体关系与数据表存在的一一对应关系,以及实体关系内部的关联关系,UML模型可以非常直观地查看数据的实体模型关系。
在开发该铣削刀具选择系统前,收集、分类、整理了系统需要使用的各类相关数据。通过明确系统功能设计,分析各数据之间的关系,得以建立合理有效的数据表。在分析各表信息时,需要从相关信息表中挑选出切削数据库中的核心数据表,比如刀片与刀体信息表,在表中存储相关核心信息。同时还需要与切削参数选择相关的数据,如工件材料表、刀片信息表、刀体信息表、切削介质表等。比如普通车削刀片信息表为中心表,而普通车削刀片材质表、普通车削刀片槽型表和品牌信息表均为普通车削刀片信息表的关联表,那么在普通车削刀片表中,刀片为主键,刀片材质、刀片槽型和品牌为外键。
3)推理机:推理机根据推理方向的不同可分为:正向推理、逆向推理和混合推理。该系统根据规则库中存放的一系列规则,采用正向推理的方式对问题进行求解。系统规则推理流程如图1所示。
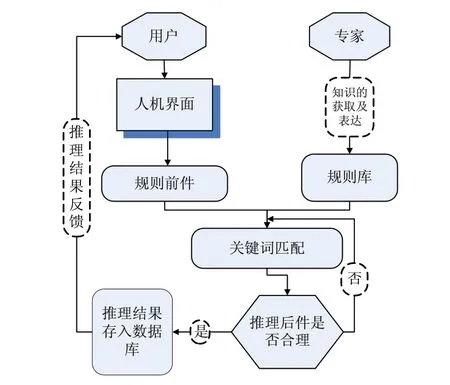
图1 系统规则推理流程图
2 基于规则推理的铣削刀具选择系统功能模型
2.1 原型机设计
基于规则推理技术的刀具选择系统的主要目标是运用RBR的推理技术,输入加工工件、机床的信息,系统可以推荐出合适的刀片、刀体、切削用量等信息,同时实现刀具数据的高效管理。运用IDEF0建模对系统进行功能设计,得到的系统功能模型如图2所示。

图2 系统的功能模型图
经过IDEFO建模方法进行系统功能分析后,对铣削刀具选择系统进行结构化设计。系统包括功能菜单、基本信息、角色权限、数据维护、运行监控、文件管理及系统帮助七个模块。如图3所示。

图3 系统结构模型图
1)功能菜单模块:该模块主要是实现刀具的选择功能。该模块根据用户提供的前件,通过产生式规则推理出刀具材料、型号等后件,实现刀具的选择。
2)基本信息模块:实现对公司各类加工设备的管理,包括机床信息、切削液信息、设备品牌库信息、工件材料信息及各类刀具的信息,是数据库的数据管理窗口,包括对数据的查询、增加、删除、修改。
3)角色权限模块:该模块采用的是基于角色的访问控制(Role-Based Access Control),在RBAC中,权限与角色相关联,用户通过成为适当角色的成员而得到这些角色的权限。这就极大地简化了权限的管理。
4)数据维护、运行监控、文件管理、系统帮助四个模块是系统的辅助功能,主要是管理者对系统中数据更新及系统的运行维护等。
2.2 铣削加工刀具选择流程建立
铣床上应用的铣刀种类繁多、结构复杂,可用于加工平面、台阶面、沟槽、成形面以及切断等,故铣削加工应用广泛。铣刀按其不同的特点可有不同的分类方法。按用途分类、按齿背形式分类、按刀齿数目分类[7]。为了满足在刀具选择专家系统中更方便快捷的实现刀具的选择,把铣削刀具按不同的铣削方式分为面铣、方肩铣等八大类,如图4所示。

图4 铣削刀具分类图
以方肩铣为例说明该过程。为了更快更准的选择加工刀具,我们对影响刀具切削的因素进行了评价,并提取了其中关键的因素进行刀具筛选。铣削加工刀具的选择与工件的材料、工件的几何特征、加工工况等有很密切的关系。
如图5所示,系统中方肩铣加工刀具的选择分为整体式和机夹式两个选择界面,通过大量实验数据的分析,得到了方肩铣中对刀具切削影响最大的因素。
整体式中有选择工件材料牌号、公称直径、刃长、刀尖圆角半径。选择材料牌号后,通过规则库,用If工件材料牌号为A, Then刀具材料牌号选择为B的规则式推理出应选择的铣削刀具材料牌号。其他的选择项直接对刀具的属性进行筛选,If给定工称直径值为a,Then工称直径大于等于a的刀具筛选出来,同理刃长及刀尖圆角半径也是筛选出值大于等于给定数字的刀具。

图5 方肩铣刀具选择流程图
机夹式中有工件材料牌号、公称直径、侧铣深度、刃尖圆角半径。选择材料牌号后,通过规则库,用If工件材料牌号为A,Then刀片材料牌号选择为B的规则式推理出应选择的铣削刀片材料牌号。其他的选择项直接对刀片的属性进行筛选,If给定工称直径值为a,Then 工称直径大于等于a的刀具筛选出来,同理侧铣深度及刀尖圆角半径也是筛选出值大于等于给定数字的刀片。选择好刀片后,用If刀片型号为123 Then推荐刀体型号为456。
3 应用
铣削刀具选择系统是在Windows系统、SQL数据库管理及JAVA语言开发环境下运行的,图6为铣削刀具选择系统应用实例。实际应用过程如下:选择左侧导航栏的功能菜单中的铣削管理系统,进入方肩铣刀具选择界面。方肩铣刀具分为整体式和机夹式,选择机夹式刀具功能菜单,界面上有“材料牌号”、“公称直径”、“切削深度”、“刀尖圆角半径”四个并列选择框,选择不分先后顺序。选择材料牌号Q195,系统会自动过滤适合加工Q195材料的刀片;选择公称直径20,系统会自动过滤公称直径大于等于20mm的刀体;选择切削深度6,系统会自动过滤侧铣深度大于等于6mm的刀体;选择刀尖圆角半径0.4,系统会自动过滤刀尖圆角半径小于等于0.4mm的刀片。选择完成之后界面上会显示适合加工的刀体和刀片。此时,选择其中一把刀体或刀片,系统会自动匹配与之对应的刀片或者刀体。通过鼠标右功能键,可以查看所选刀具的各种详细参数。

图6 铣削刀具选择系统应用实例
4 结论
根据某汽轮机公司的生产要求,完成了对该系统的设计。基于规则推理的刀具选择系统能够根据不同的加工条件,选择合理的刀具,并优化推荐准确的切削参数。避免了工人在加工时刀具及切削参数的选择错误,缩短了工件加工的工艺周期,实现了高效、可靠的刀具选择。
[1] 罗向华,刘祥.基于知识的数控编程系统总体设计[J].机械工程与自动化,2008(6):175-176.
[2] Carpenter I D, Maropoulos P G. A flexible tool selection decision support system for milling operations[J].Journal of Materials Processing Technology,2000,107(1):143-152.
[3] Arch-int, Ngamnij;Arch-int, Somjit. Semantic Ontology Mapping for Interoperability of Learning Resource Systems using a rulebased reasoning approach.[J].EXPERT SYSTEMS WITH APPLICATIONS, 2013,40(18):7428-7433.
[4] 雷英杰,刑清华.人工智能程序设计[M].清华大学出版社,2005.
[5] 兰旭辉,熊家军,邓刚.基于 MySQL 的应用程序设计[J].计算机工程与设计,2004,25(3): 442-443.
[6] 吴沧舟,兰逸正,张辉.基于MySQL数据库的优化[J].电子科技, 2013,26(9):182-184.
[7] 倪为国.铣削刀具技术及应用实例[M].化学工业出版社,2007.
