2180轧机稳定控制技术
2015-03-10供稿张维召ZHANGWeizhao
供稿|张维召 / ZHANG Wei-zhao
2180轧机稳定控制技术
Stability Control Technology of 2180 PL-TCM
供稿|张维召 / ZHANG Wei-zhao

作者单位:邯钢集团邯宝钢铁有限公司,河北 邯郸 056003
内容导读
邯钢2180酸轧机组对板形要求非常严格,轧机控制系统的稳定性直接影响产品板形质量。机组通过对轧机稳定控制技术研究分析,优化了轧机控制模式、弯辊力和CVC位置值,评估轧辊影响,从而有效改善了产品板形。
轧机控制系统是提高冷轧板厚精度,控制板形,提高带材合格率的重要技术,轧机控制系统的稳定性直接影响系统控制精度。邯钢2180 mm酸轧生产线产品设计面对的是高档家电板和汽车板,对板形的要求非常严格,改善冷硬卷的板形对于提升质量、提高产量、降废减损意义重大,邯钢2180 mm酸轧生产线实践证明通过提高轧机稳定控制水平,使产品板形质量大幅度提高,板带产品质量达到国内先进水平。
轧机稳定控制研究思路
针对酸轧控制缺陷成立攻关小组,经过长期的统计、大量数据分析,总结影响轧机稳定的因素,研究优化压下量分配、弯辊力和CVC位置调整、轧辊影响等关键控制参数,制定切合实际的可控措施,固化到生产执行中,实现机组稳定过程能力控制,提高了下线带钢平直度,确保带钢板形和厚度精度。
轧机稳定控制技术
F5控制模式优化
2180 mm酸轧机组的F5机架是成品机架,其主要作用是保证成品厚度的精确和改善前面机架出现的板形问题。因此F5机架轧制力大小和压下量的分配就显得尤为重要。F5机架轧制模式分为恒轧制力模式(Roll force)和位置控制模式(Position)。结合本线生产产品的钢种强度变化范围较大,宽度、厚度规格较多,以及F5机架工作辊使用毛化辊的工作特点,发现F5机架使用位置控制模式可以降低前面4个机架的轧制力,但F5机架的轧制力过大造成板形难以控制。而使用恒轧制力模式,相当于将F5机架作为平整机来使用,有效的改善了板带浪形缺陷。同时,通过对F5机架的轧制力对板形的影响进行长期跟踪、测试,发现在轧辊、乳化液、产品规格等外界条件相同,前四组机架轧制力相近的情况下,F5机架轧制力与板形IU值有着密切的关系,见图1。
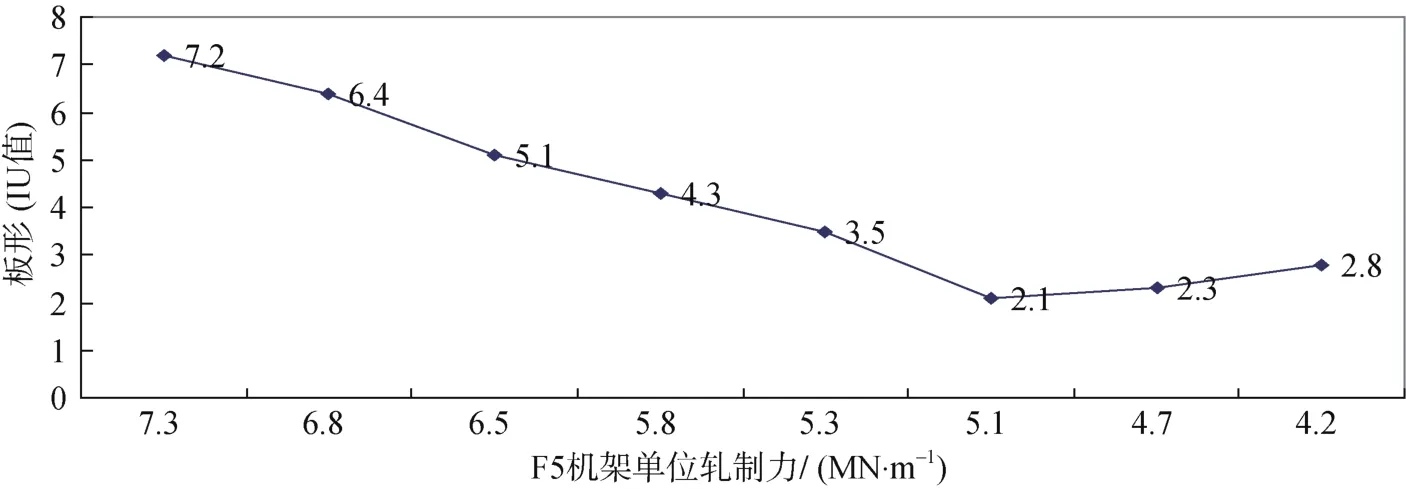
图1 F5机架单位轧制力对板形的影响
IU值越小,板带的平直度越好。从图1可以看出,F5机架的单位轧制力在5.1 MN时,板形IU值最小,说明本机组的F5机架使用恒轧制力模式,并且将单位轧制力设定为5.1 MN时,能有效改善板带浪形缺陷。生产实践证明,优化后浪形缺陷降低了60%。
弯辊力和CVC位置值优化
弯辊力和CVC轴向位置都可用来克服和消除板形缺陷。弯辊力是第一调节手段,但长时间处于高弯辊力的状态下,必须调节CVC位置,让工作辊获得新的合适的轧辊凸度,才能达到控制板形的目的,CVC位置值(shifting)的合理设定不但能配合弯辊力有效的改善板形,同时还可大幅度降低弯辊力,增加弯辊力的可调范围。
结合现场实际情况,将产品宽度划分成9组,每组设定不同的CVC位置值(shifting),观察轧制效果,看板形是否满足要求。最终确定了一组可适用生产的参数值,经生产实践证明,效果良好。
图2、图3是CVC位置值优化前的弯辊力和板形指标情况。图4、图5是优化后的弯辊力和板形指标情况。对比可以看出,优化前,弯辊力已调节到最大,板形仍不容乐观,优化后,弯辊力和板形得到了较大的改善。

图2 优化前的弯辊力

图3 优化前的板形
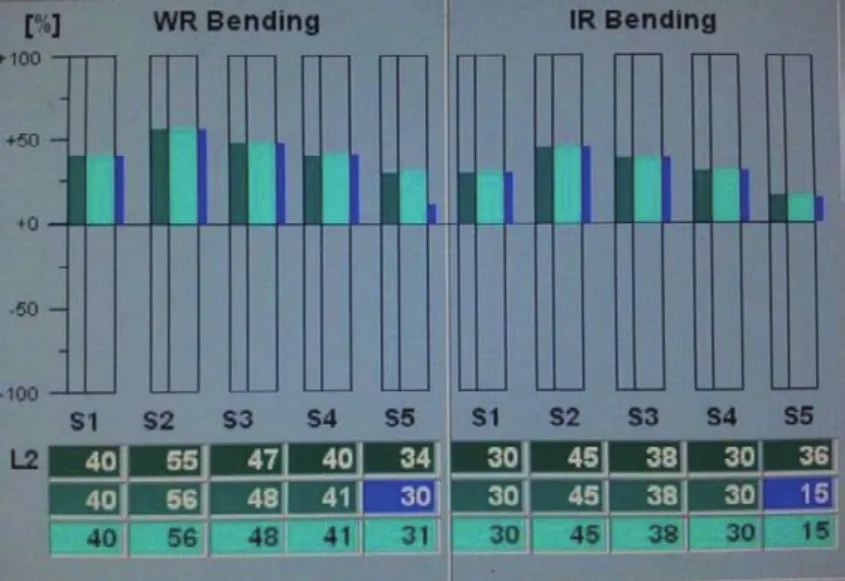
图4 优化后的弯辊力
轧辊影响评估
在一定轧制条件下,轧辊换辊公里数直接决定了轧辊辊型磨损程度,间接决定了冷轧带钢板形质量。通过对下机轧辊辊型磨损以及对轧辊轧制状况跟踪,对轧辊轧制公里数作出调整。
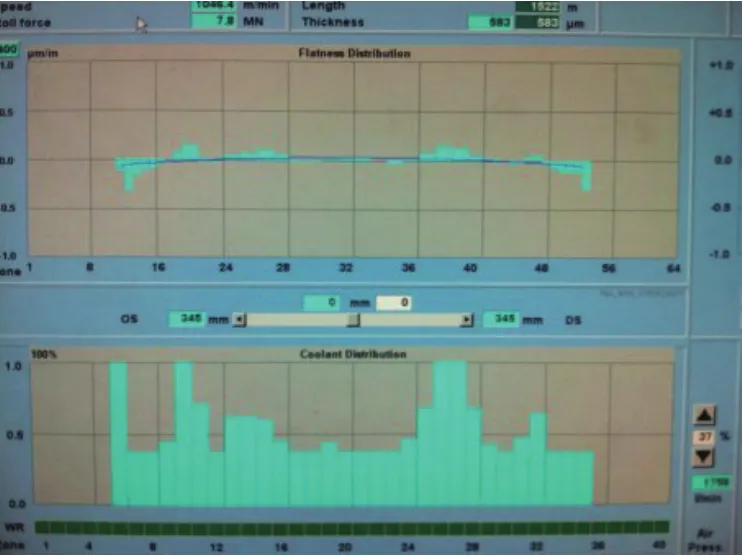
图5 优化后的板形
轧制公里数对轧辊辊型磨损影响如图6所示,当中间辊在轧制到300 km时,板形和轧辊的磨损达到了一个最佳的平衡状态,因此对轧机的轧辊数据进行了重新的设定。
跟踪下线板形数据,用六西格玛工具分析酸轧线下线带钢平直度对汽车板板形影响指数达94.1%,使带钢板形CPK因子由1.0提高到1.33。

图6 轧制公里数与板形控制、轧辊磨损量的关系
结论
通过对2180 mm酸轧轧机稳定控制技术研究,使酸轧机组板形得到了极大的提高,减少冷硬卷浪板造成的降级数量和轧机堆钢断带事故,一级品提高至99.6%,连退、镀锌也未发生因板形原因造成停产事故,实现了机组的稳定生产。

作者简介:张维召(1972—),男,轧钢高级工程师,2007年毕业于武汉科技大学材料工程专业硕士研究生,现为邯钢集团邯宝冷轧厂酸轧车间主任。
DOI:10.3969/j.issn.1000-6826.2015.04.14