二辊立式斜轧穿孔机轧制力试验研究
2015-03-09王爱国周新亮
王爱国,王 敏,周新亮
(太原重工股份有限公司技术中心,山西 太原 030024)
管坯穿孔是热轧无缝钢管生产中最重要的变形工序之一,它的任务是将实心管坯轧制成空心毛管。对穿孔机来说,其轧制力参数是进行穿孔机设计的主要依据之一,轧制力参数的准确与否是穿孔机设计成功与否的关键。
1 二辊立式斜轧穿孔机轧制特点
二辊立式斜轧穿孔机是实心管坯在两个相对于轧制线倾斜且相互交叉放置的轧辊、两个固定不动的导板(或主动导盘)及一个位于中间的随动顶头组成的一个“环形封闭孔型”内进行轧制,形成空心毛管,二辊立式斜轧穿孔原理如图1所示。其穿孔机轧辊上下垂直布置,可更换的导板(或导盘)左右水平布置,主机座是使管坯产生塑性变形并承受轧辊轧制力的主要部件。
二辊立式斜轧穿孔机轧辊采用大送进角和辗轧角设计,随着轧辊直径的增大,轧辊出口分速度增大适应轧件的金属流动趋势,减少扭转和不利摩擦,提高钢管表面质量,抑制横锻效应,适合轧制高合金和不锈钢等难变形金属。
因二辊立式斜轧穿孔管坯变形的不规则性,辅助变形工具的多样性,以及温度、材质、工艺参数等多因素影响特性,轧制力的理论计算一直是一个复杂的研究课题。以下将根据以往的经验公式、结合实测数据验证推导出适合工程计算的经验公式。
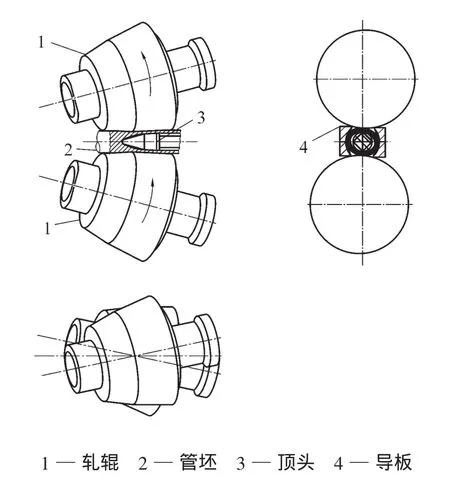
图1 二辊立式斜轧穿孔原理示意
2 试验设备参数及工艺参数设定
根据二辊立式斜轧穿孔机的特点,选取太原重工股份有限公司为国内某钢厂设计制造并正在使用的穿孔机作为试验研究对象,通过对现场生产工艺参数的测量记录来进行试验分析。
试验设备的主要性能参数如下。
轧辊直径 1 150mm
辊身长度 950mm
轧制速度 最大15m/s
送进角 8°~15°可调
辗轧角 15°固定
轧辊距 90~300mm
导板距 90~320mm
现场采用4种不同管坯,其工艺参数见表1。
3 试验目的及试验方法
3.1 试验目的
通过对穿孔机轧辊和管坯接触面任意微小截面计算再求和的方法,忽略顶头和规圆区影响,沿轧制线方向进行简单积分,计算变形接触面积,推导出适用于工程计算的简化计算式。根据文献[1]提供的金属变形抗力计算方法,通过轧制力计算结果和实测数据对比,验证推导的面积计算公式作为工程计算依据的可行性。

表1 4种不同管坯的工艺参数
3.2 试验方法
在穿孔机压下螺母的上方设计装有4个自制压力传感器。轧制力通过压下螺丝的螺纹传递到螺母上方的压力传感器上,通过压力传感器输出的电信号换算为压力值[2]。穿孔机上下轧辊的轧制力相对轧件为相互作用力,忽略轧件重力等原因,选取上轧辊的轧制力作为穿孔机的轧制力。4个压力传感器在轧制过程中测定值分别为F1、F2、F3、F4,穿孔机入口侧为F1、F2,穿孔机出口侧为F3、F4,则穿孔机轧制力F=F1+F2+F3+F4。
4 穿孔机轧制力试验测试结果
4.1 直径190mm、长2 030mm的45钢管坯
直径190 mm、长2 030 mm的45钢管坯在现场实测的轧制力数据见表2。可以看出,正常穿制10支管坯时,穿孔机入口侧轧制力Fr=377.1(kN),出口侧轧制力 Fc=331.9(kN),Fr∧Fc,总轧制力 F为712.6 kN。
4.2 直径190mm、长2 100 mm的27SiMn钢管坯
直径190 mm、长2 100 mm的27SiMn钢管坯在现场实测的轧制力数据见表3。可以看出,正常穿制 10 支管坯时,Fr=428.9(kN),Fc=418.1(kN),Fr∧Fc,总轧制力 F=845.9 kN。
4.3 直径190mm、长1 900 mm的20钢管坯
直径190mm、长1 900 mm的20钢管坯在现场实测的轧制力数据见表4。可以看出,正常穿制10 支管坯时,Fr=309.6(kN),Fc=265.7(kN),Fr∧Fc,总轧制力F为575.3 kN。

表2 直径190mm、长2 030mm的45钢管坯实测轧制力 kN

表3 直径190mm、长2 100mm的27SiMn钢管坯实测轧制力 kN
4.4 直径230mm、长3 500mm的20钢管坯
直径230mm、长3 500mm的20钢管坯在现场实测的轧制力数据见表5。可以看出,正常穿制10 支管坯时,Fr=599.0(kN),Fc=540.1(kN),Fr∧Fc,总轧制力F为1 139.7 kN。
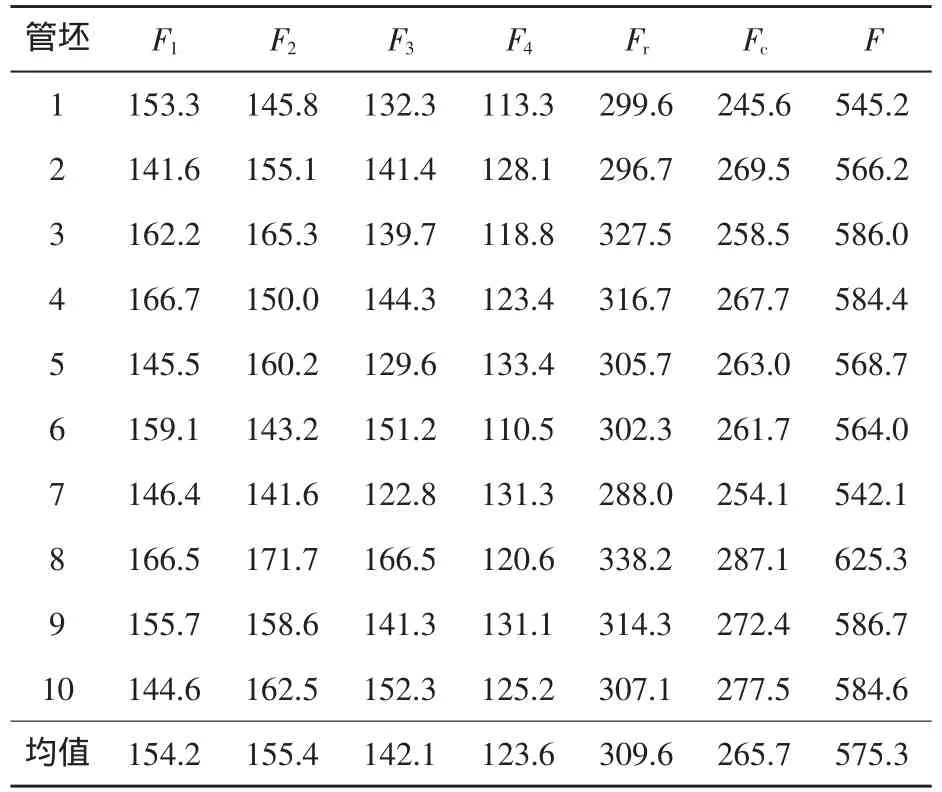
表4 直径190mm、长1 900mm的20钢管坯实测轧制力 kN

表5 直径230mm、长3 500mm的20钢管坯实测轧制力 kN
5 穿孔机轧制力工程计算公式
由轧制力理论[3-11]得出穿孔机轧制力的基本计算公式如下:

式中P入、P出——变形区内轧辊入口锥、出口锥的平均单位压力,N/mm2;
S1、S2——轧辊入口锥面、出口锥面分别与管坯的接触面积,mm2;
S——轧辊和管坯的接触总面积,mm2。
由于穿孔变形区投影面形状不规则,因此在任意变形区截面上,将Δl长度上的区段视作梯形进行计算(图2),将接触长度l方向上的若干梯形面积累加可得接触总面积[12](忽略送进角和顶头的影响),即:

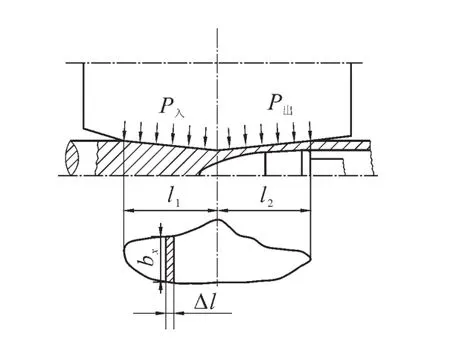
图2 斜轧穿孔轧制力计算
式中bx——轧辊和管坯接触区宽度,mm。
如果把轧制线方向设为x轴,则接触面积随着x值进行变化,入口前x值范围为0~l1,出口时x值范围 0~l2,对每一小段接触面积(bxΔl)沿 x轴线进行积分,可得积分式如下:

管坯接触区宽度和压缩量如图3所示,根据几何关系可推导出接触区宽度bx沿辊面锥角随压缩量变化的关系如下:

式中Rx——轧辊的截面直径,mm;
rx——管坯的截面直径,mm;
青海省要用“四个转变”的新思想指导全省的交通规划建设。加快形成公路运输网络,提高全省公路运行的通畅度;加速融入全国高铁运输网络,提升铁路运输效率;加快机场建设,助力通航发展……通过各种运输方式相互协调配合,将青海省打造成 “承东启西,南北畅通”的交通战略纽带。

图3 管坯接触区宽度和压缩量
Δrx——管坯压缩量,mm。
式(4)中Δrx是随着轧辊辊面锥角α的压缩而变化的,如果忽略椭圆度影响,其计算可简化为:

综合式(1)~(5)即可推导出应用于计算穿孔机轧制力的积分式为:

推导的积分式(6)因考虑毛管经过顶头平辗段后进行规圆,在高温状态下空心毛管对轧辊的作用力很小,对毛管规圆段可简化计算。积分式(6)的准确性需要与试验实测数据作对比验证。
根据已知轧制工艺参数可以计算出轧辊入口锥和出口锥变形区接触长度分别为l1和l2,设计入口锥角为3.0°,出口锥角为3.5°,可代入公式计算。
钢铁材料在高温状态下的力学特性,与其温度、元素成分、应力、应变速率等诸多因素有关,为了提高对金属变形抗力数学模型计算精度要求,文献[1]给出了碳钢和合金在高温、高速下测定得到的变形温度、变形速度和变形程度对变形抗力影响的非线性回归模型。它以各钢种为单位,得到各回归系数值,结构如下式[1,13-14]。式中 σ0——变形抗力,MPa;

α1~α6—— 回归系数,其值取决于钢种。各
回归系数值按钢种的分类见表6。
T——取(t+273)/1 000,其中t为变形温度,
℃;
μ——变形速度,s-1;
γ——综合应变。
假定穿孔时只产生均匀变形,没有多于剪切应变,则综合应变γ[15]和变形速度μ如下:

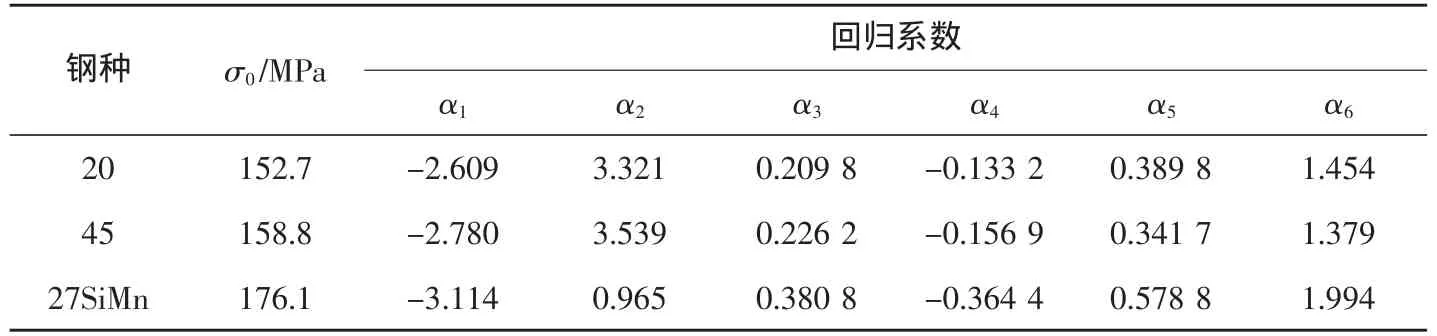
表6 试验钢种的变形抗力数学模型回归系数
式中 εx,εy,εz—— 主应变(对数应变);
tc——变形区的平均变形时间,s。
由于入口锥、出口锥变形区内变形情况差别很大,因此代入计算各种材料的平均变形抗力,=(N/mm2)。将平均变形抗力代入轧制力计算基本公式F=,即可求得轧制力。各试验管坯参数的理论计算结果见表7。
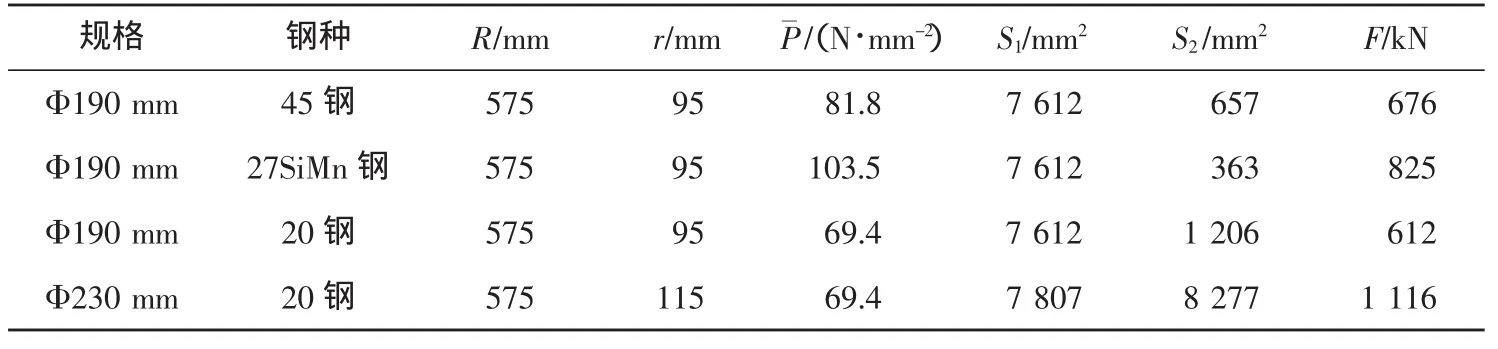
表7 各试验管坯参数的理论计算结果
6 试验测定值与简化积分式计算结果比较
各试验管坯的轧制力试验结果与理论计算结果的比较见表8。可以看出,轧制力积分式计算结果与试验测定值还是有一些误差,但能够满足工程设计计算要求。

表8 各试验管坯的轧制力试验结果与理论计算结果比较
7 结 论
(1)通过对二辊立式斜轧穿孔机轧辊与轧件接触面积条件的简化,推导出了轧件变形接触面积计算采用沿轧线长度方向上的积分式,提供了一种简化工程计算公式,方便工程设计使用。
(2)穿孔机穿孔时不仅有主应变还有多余附加应变,不仅有单项挤压、剪切变形,还有顶头参与的多向复杂变形;该工程计算公式虽然不能反映穿孔时真实应力状态,但通过现场实测数据与计算值对比,验证了其可以作为穿孔机设计的力能参数依据。
[1]周纪华,管克智.金属塑性变形阻力[M].北京:机械工业出版社,1989.
[2]丁汉哲.试验技术[M].北京:机械工业出版社,1982.
[3]柳谋渊.金属压力加工工艺学[M].北京:冶金工业出版社,2008.
[4]李连诗,韩观昌.小型无缝钢管生产[M].北京:冶金工业出版社,1999.
[5]康永林.轧制工程学[M].北京:冶金工业出版社,2004.
[6]邹家祥.轧钢机械[M].北京:冶金工业出版社,1998.
[7]赵志业.金属塑性变形与轧制理论[M].北京:冶金工业出版社,1980.
[8]王廷溥.轧钢工艺学[M].北京:机械工业出版社,1996.
[9]张小平,秦建平.轧制理论[M].北京:冶金工业出版社,2006.
[10]李群,高秀华.钢管生产[M].北京:冶金工业出版社,2008.
[11]曲克.轧钢工艺学[M].北京:冶金工业出版社,2012.
[12]胡国栋.轧钢生产工艺及设备[M].秦皇岛:燕山大学出版社,2003.
[13]戴铁军,刘战英,刘相华,等.30MnSi钢金属塑性变形抗力的数学模型[J].塑性工程学报,2001,8(3):17-20.
[14]余勇,周晓岚,赵志毅,等.T91变形抗力模型建立及理论轧制压力计算[J].宝钢技术,2006(3):31-34.
[15]李国祯.现代钢管轧制与工具设计原理[M].北京:冶金工业出版社,2006.
