新筑新材料基地表面处理车间工艺设计
2015-03-09欧阳鹏边文海薄海青
欧阳鹏,赵 峰,边文海,薄海青,韩 钊
(铁道第三勘察设计院集团有限公司机械环工处,天津 300142)
新筑新材料基地表面处理车间工艺设计
欧阳鹏,赵峰,边文海,薄海青,韩钊
(铁道第三勘察设计院集团有限公司机械环工处,天津300142)
摘要:通过对新造城市轨道车辆车体表面处理工艺的研究,结合生产纲领计算表面处理台位需求,确定新筑新材料基地表面处理车间平面布置、设备配置方案,研究成果可为国内其他类似项目设计提供借鉴。
关键词:城市轨道车辆;表面处理;工艺设计;主要设备
1概述
建设城市轨道交通是发展现代化城市的需要。一方面可以缓解大城市的交通拥堵的现状,另一方面,从可持续发展的角度来看,轨道交通也占绝对的优势。近几年,各传统城轨车辆生产厂家,如长春轨道客车股份有限公司,四方机车车辆股份有限公司顺应市场需求,通过合资或独立投资等方式在各地建立城轨车组装厂、新造厂。新筑股份有限公司在广泛考察、联络,经过反复研究,决定投资城轨车制造修理业,在成都新津县新建新筑新材料基地。
本工程建设地点新筑新材料基地位于成都市新津县普兴工业园区,中粮专用线的东侧。表面处理车间主要承担基地新造(及厂修)车辆车体的表面处理工作,主要负责车体的喷砂、底漆喷涂、阻尼浆喷涂、刮腻子、腻子打磨、中间层喷涂、面漆喷涂、分色以及涂装后的交检交验等工作。生产目标为:新造铝合金车200辆,新造不锈钢车400辆,厂修不锈钢车100辆。
本工程功能定位为新材料产业制造基地,该基地主要承担城轨车新造(及将来厂修)的任务。与功能定位相适应,设计应本着“工艺先进、引导市场、高标准、高质量”的理念,在工程设计和实施中以保证生产及检修工艺为中心,落实各项配套设施。同样,对于表面处理车间而言,先进、顺畅的表面处理工艺应作为设计基础和重点,不仅应充分考虑本车间与组装车间、车体车间的有效衔接,还应深入细致了解不同车体的表面处理工艺,达到工艺先进、合理。
图1为表面处理车间在新筑新材料基地总平面布置图上位置,该车间位于新筑基地用地东北侧,其西侧为联合库Ⅱ(车体车间),北侧为大部件存放库,车间通过移车台与联合库Ⅰ(组装车间)及联合库Ⅱ(车体车间)连接。联合库Ⅱ(车体车间)组焊完成后车体通过移车台送入表面处理车间,表面处理作业完成后通过移车台进入联合库Ⅰ(组装车间),组装完成后车辆验收出厂。
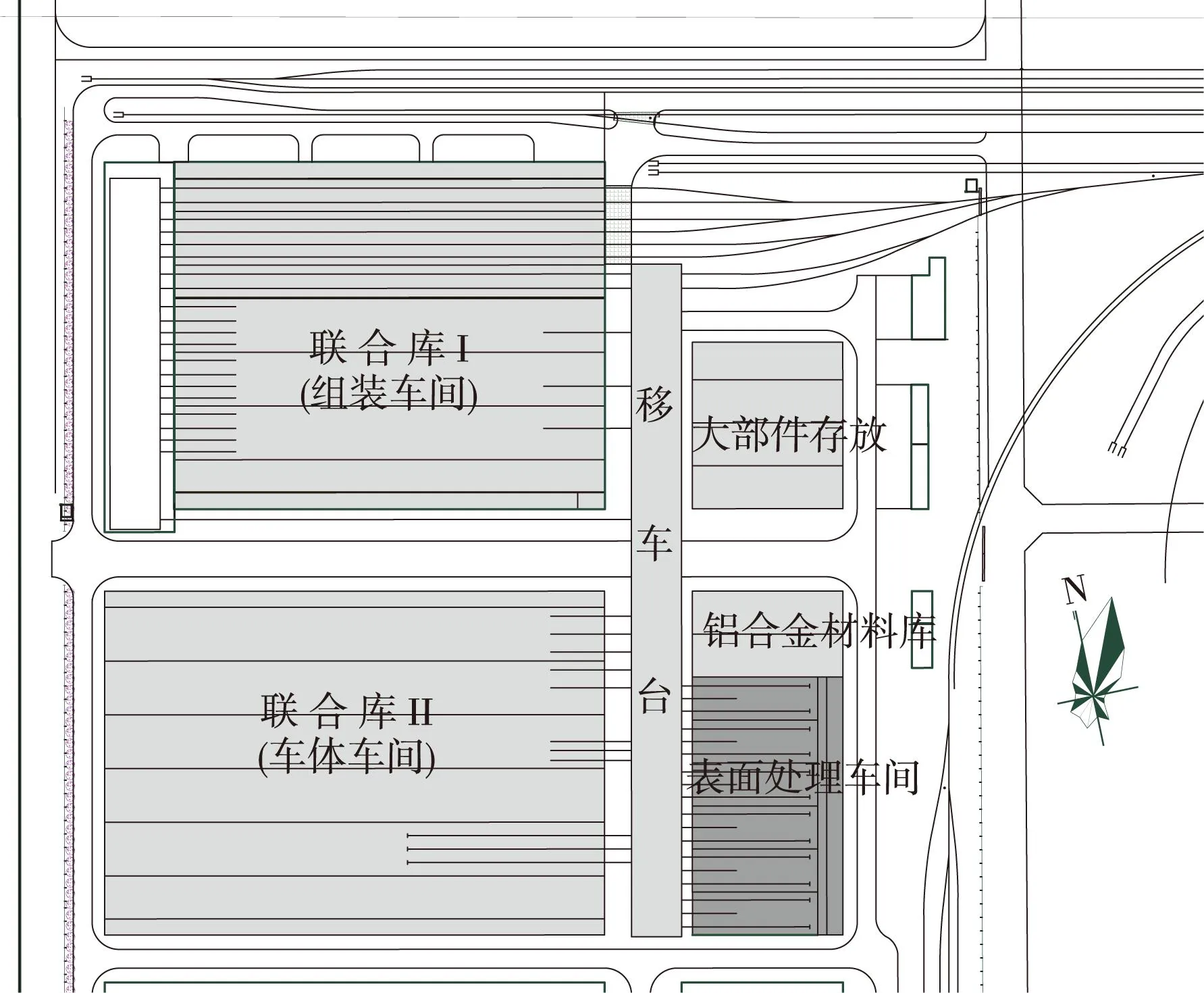
图1 表面处理车间在总平面布置图上位置
2工艺流程
根据新筑新材料基地生产任务,表面处理车间需承担新造及厂修不锈钢、铝合金车体的表面处理作业,鉴于新造铝合金车体表面处理工艺最为典型且相对复杂,重点介绍新造铝合金车体表面处理工艺。工艺流程及工序内容见图2、图3,工序及周期见表1。

图2 新造铝合金车体表面处理工艺流程
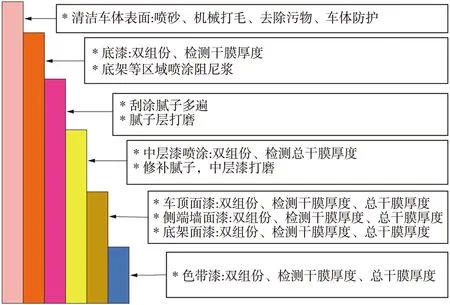
图3 新造铝合金车体表面处理工序内容
不锈钢车体一般不必进行防腐保护及涂漆,但制造过程为了降低成本和提高工艺性,不锈钢车体底架及造型较复杂的头车前端部位通常采用耐候钢或玻璃钢,故不锈钢车体底架及头车车头前端一般需要进行表面处理,以提高车体的抗腐蚀性。不锈钢车头前端的表面处理过程与铝合金车体相似(不进行喷砂作业);底架由于外观基本无要求,只进行简单的防腐漆及阻尼浆喷涂。不锈钢车体厂修仅对车头前端进行修复性的表面处理作业,较新造时工序减少较多。
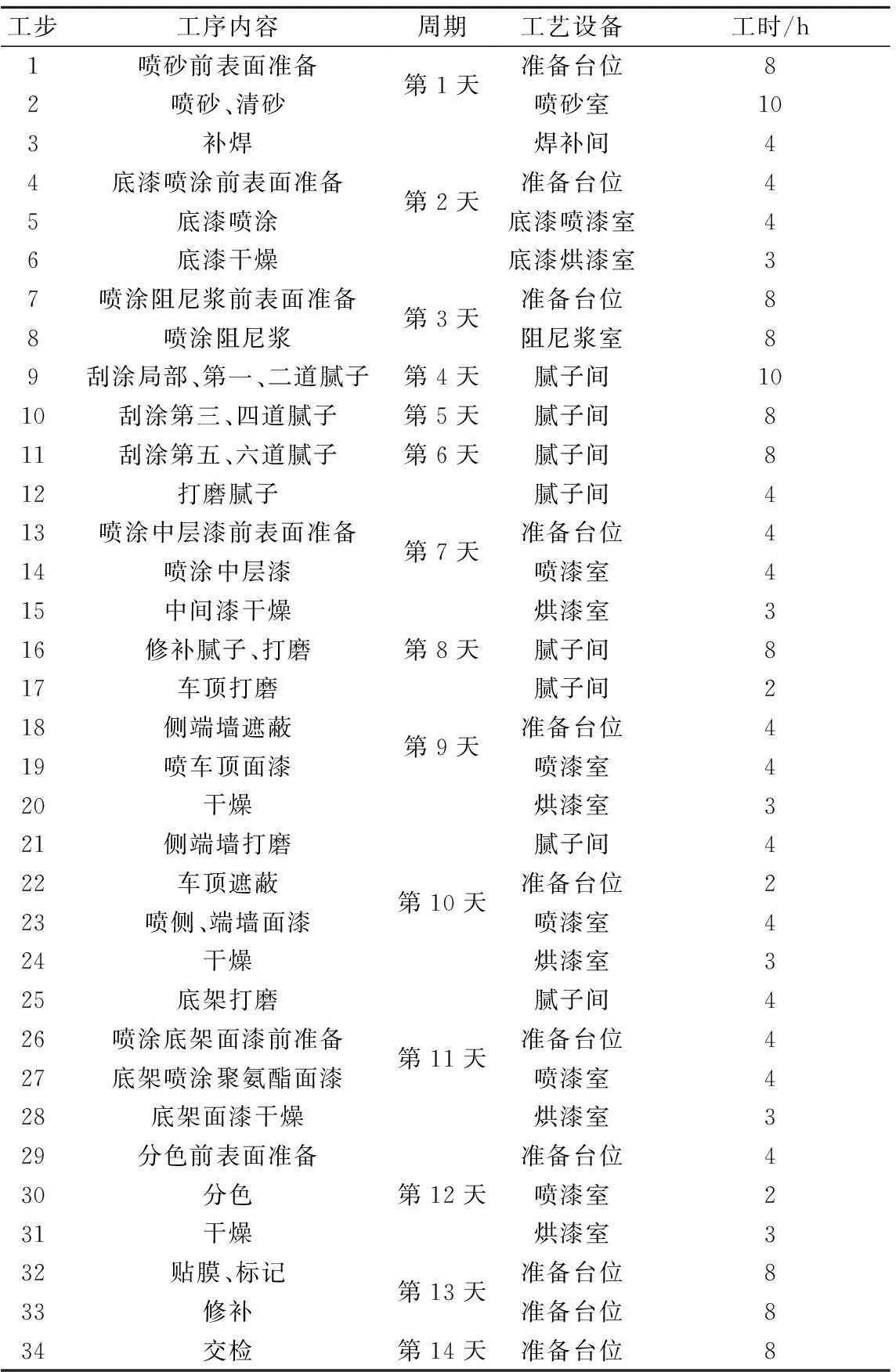
表1 新造铝合金车体表面处理工序及周期
3平面布置
3.1台位需求
根据工艺流程、周期及生产纲领,拟定表面处理车间台位需求如表2所示。
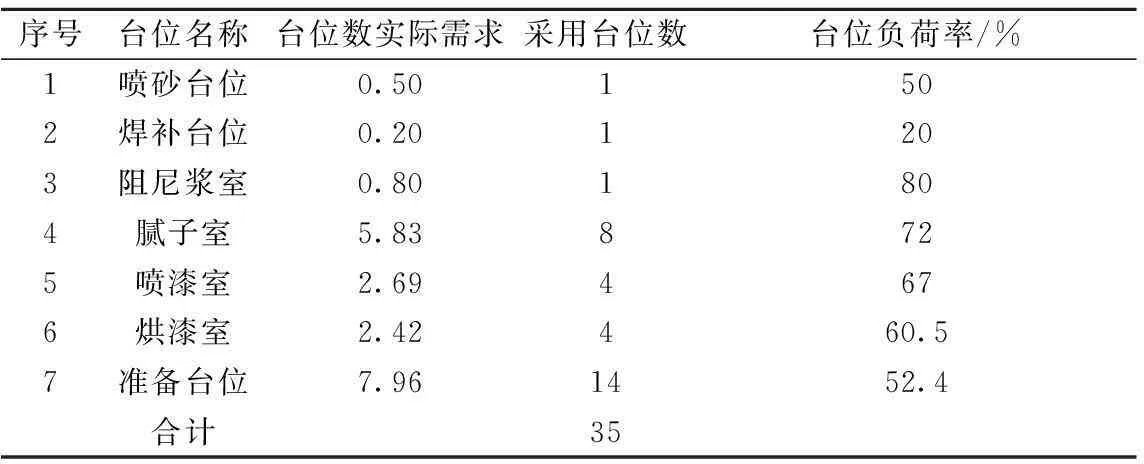
表2 表面处理车间台位需求
注:台位计算时已考虑不锈钢车新造、不锈钢车厂修生产。
3.2平面布置
车间西侧与移车台相连,厂房长144 m,宽84 m,共6个24 m跨,每跨3股道,分为喷砂、焊补及阻尼浆间;腻子及准备间、烘漆及准备间;喷漆、烘漆及准备间,车间平面布置见图4。
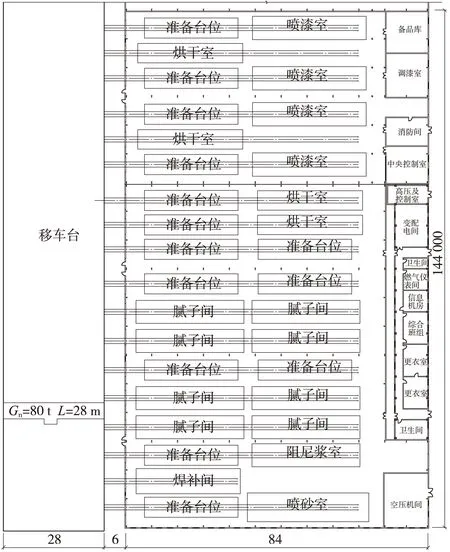
图4 表面处理车间平面布置(单位:m)
表面处理车间平面布置有如下优点:厂房面积利用充分,车间布置紧凑,设施功能齐全,工艺衔接性强,车间内各项工序间流水作业较为流畅;6个24 m跨,外观非常协调;喷烘漆设备集中设置,便于控制;功能分区合理,喷砂、喷涂阻尼浆、刮涂腻子、喷漆等作业区相互独立。表面处理车间外观及内部如图5所示。

图5 新筑新材料基地表面处理车间外观及内部
4车间主要设备介绍
4.1喷砂室
喷砂作为铝合金车体的前处理工序,其质量好坏直接决定了整个涂层的使用。该设备主要由全封闭钢结构室体、砂粒回收及处理装置、喷砂装置、清砂装置、通风除尘系统等5部分组成。
喷砂室体:地面设有轨道,中间设有地坑,地坑内及侧壁设有荧光灯,在室体两端设有两个耐磨塑料卷帘门,两侧设有2扇安全门,室体内壁衬有5 mm厚耐磨橡胶板。
丸粒回收系统:配有2×5纵向排列的水平刮板,刮板上衬有耐磨橡胶和薄钢片刮头,有10个气缸推动刮板运动,将室体内的丸粒由两端输送到中间横向螺旋输送器内,再由螺旋输送器输送到提升斗内,然后经过丸尘分离器、磁选装置,将粉尘、杂质除去,可利用的丸粒自动进入储料罐和喷砂缸内。
操作系统:喷砂室内设有两台2 m×0.8 m三维工作小车,用于对车体的手工喷砂,并配有4个200 L喷砂缸,每个喷砂缸配有1把喷砂枪。
除尘系统:2套滤芯式除尘器,并配有连续自动返吹系统,每套除尘器配有2台风机。
电控系统:有1套电器控制柜与所有开关、动力系统、风机电机、信号灯等相连接。
4.2腻子间
腻子间主要用于车体腻子刮涂、腻子打磨及中涂层打磨。腻子室除提供一个封闭的施工作业环境及适当的照明外,还要满足刮涂及打磨作业时通风换气的需要,保证操作间内的车厢内外空间的废气或飞散的粉尘能及时排走,并补充新鲜空气,同时还要配置电动升降工作台,以便人工作业可达车辆的各个位置。另外,腻子室内还配备磨腻子用中央集尘装置。
腻子室的送排风方式为上送下排,与大型喷漆室类似。新风经过滤后从室体上部均风室均匀送入室内,通过室内台位中央纵向地沟内设的管道及阀门把风引到排风口排到室外。送排风管道及进出口布置要合理,保证全室各部位送排风速均匀,没有通风死角。
4.3喷漆室
喷漆室采用干式喷漆室,利用折流板或过滤网来捕捉漆雾,结构简单,送风量小,风压小,冬季加热冷空气的能耗也小。由室体、空调供风系统、排风及漆雾处理系统、电动三维工作台及电控系统等组成,采用上送下吸、分段送排风的方式,使过喷漆雾及有机溶剂随着气流先经过地坑或折流板,再经过滤棉过滤,活性炭吸附,最后经排风管排至车间外。
4.4烘干室
烘干室用于油漆的强制加速干燥,烘烤温度范围在40~80 ℃。采用强制热风循环方式对车辆进行加热,室内气流组织合理,以保证车辆各部位温度均匀,烘干室能对加热后的车体强制快速冷却。
5环保及消防
5.1废气粉尘处理方法
废气粉尘主要为:喷烘漆产生的喷漆废气、烘干废气,喷砂产生的粉尘。
喷漆废气采用折流、沉降和吸附的处理方式;漆雾中的有机溶剂经活性炭吸附后达标排放。
少量的烘干废气通过排风及漆雾净化系统处理。
喷砂产生的粉尘通过设备自带的除尘系统进行处理,通过该套系统可使排放气体达标。
5.2消防措施
车间内所有工艺、照明、电气及暖通设备等均按防爆设计。同时在喷漆室和调漆室安装火灾自动报警系统和二氧化碳气体灭火系统,以及中央控制室安装火灾自动报警系统。
6结语
通过对城轨车辆表面处理工艺设计及设备配置研究,优化新筑新材料基地表面处理车间的工艺布局,研究成果可直接或间接地用于类似项目设计中,发挥一定的导向作用。
参考文献:
[1]中华人民共和国铁道部.TB/T 2879.1—1998铁路机车车辆涂料及涂装标准[S].北京:中国铁道出版社,1998.
[2]中华人民共和国铁道部.TB10063—2007铁路工程防火设计规范[S].北京:中国铁道出版社,2007.
[3]中华人民共和国住房和城乡建设部.GB50116—2008火灾自动报警系统设计规范[S].北京:中国建筑工业出版社,2008.
[4]中华人民共和国住房和城乡建设部.GB50187—2012工业企业总平面设计规范[S].北京:中国建筑工业出版社,2012.
[5]中华人民共和国铁道部.TB10004—2008铁路机务设备设计规范[S].北京:中国铁道出版社,2008.
[6]张永贵.天津市区至滨海新区快速轨道交通工程车辆基地工艺设计[J].铁道标准设计,2006(1):94-99.
[7]余志兵,王艳.铝合金地铁车辆涂装工艺简介[J].电力机车与城轨车辆,2008(1):36-37.
[8]韩永军.武汉动车段喷漆库设计[J].铁道建筑技术,2011(5):58-61.
[9]韩永军.武汉动车段检查库设计思考[J].铁道标准设计,2011(5):110-111.
[10]韩援朝.城市轨道交通车辆段运用库优化设计[J].铁道标准设计,2011(8):131-133.
[11]赵勇.济南西轮轴车间工艺设计思考[J].铁道标准设计,2012(7):128-131.
[12]伍东.北京动车段场站布局总体设计研究[J].铁道标准设计,2014(3):135-140.
Process Design of Surface Treatment Workshop in Xinzhu New Material Base
OU-YANG Peng, ZHAO Feng, BIAN Wen-hai, BO Hai-qing, HAN Zhao
(The Third Railway Survey and Design Institute Group Co., Ltd., Tianjin 300142)
Abstract:Based on the research on surface treatment technologies of city rail transit vehicles, this paper proposes plane layout and equipment allocation of the surface treatment workshop in XinZhu new material base to meet the need for the number of cars calculated as per production demand. The research results may serve as a reference for the design of other similar projects.
Key words:City rail transit vehicle; Surface treatment; Process design; Major equipment
中图分类号:U270.6
文献标识码:A
DOI:10.13238/j.issn.1004-2954.2015.04.032
文章编号:1004-2954(2015)04-0133-04
作者简介:欧阳鹏(1986—),男,工程师,2011年毕业于西南交通大学车辆专业,工学硕士,E-mail:jackiecoca@163.com。
收稿日期:2014-07-10; 修回日期:2014-07-30
