制动活塞冷挤压成形工艺及表面处理优化
2016-10-14季超
季超
摘 要:目前国内各汽车厂商在中小型商品车上使用较多的为前盘后鼓式制动系统,部分车型为四轮盘式制动。相对于鼓式制动,盘式制动在技术上更为先进,质量上更为轻量化,散热性能、制动性能及复杂天气路况的适应性能更为优良。
关键词:活塞;挤压成形;表面处理
0、引言
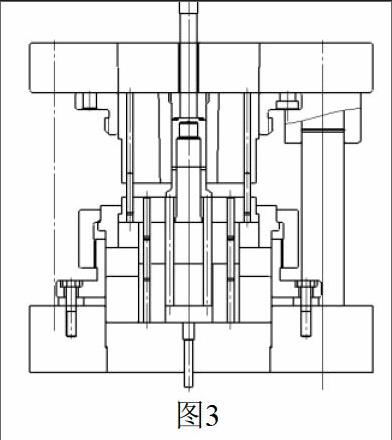
活塞(见图1)是盘式制动器中的重要零件,且需求量很大(每辆汽车要用2件到4件),如何在控制成本的情况下大批量生产,成为各制造厂商的难题。
1、技术核心
由于此活塞对内孔同轴度、锥面圆度、异形腔的对称度等要求较高;一次成形挤出的深孔同轴度较差且冲头易折断,锥面跳动也难以保证,故无法利用冷挤压来一次成形。现有活塞工艺路线:下料(锯料或锻料)→抛丸→表面处理(磷化-皂化)→锻造(预挤孔)→抛丸→表面处理(磷化-皂化)→锻造(成形)→切削加工(钻镗孔)。钻镗孔的生产效率低,且刀具损耗高,成本难以控制,因此如能采用纯冷挤压方法来批量生产此活塞,既能提高生产效率,又可降低成本。
运用现有的冷挤压技术对活塞进行分析研究,能否挤出同轴度好的深孔且锥面跳动也好成为此工艺能否成功的关键。
2、工艺论述
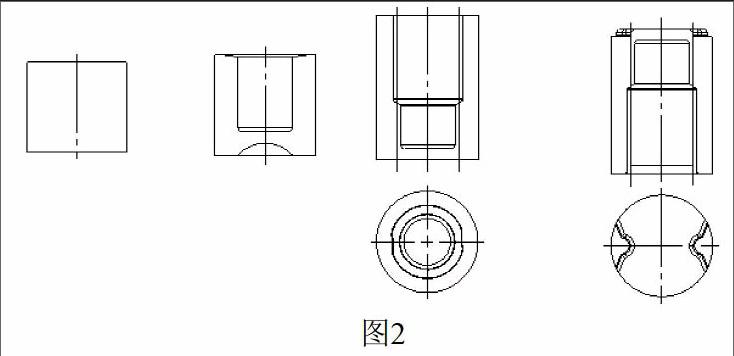
本工艺(见图2)设备采用400T机械压力机,改进后的加工工艺为:
(1)下料 通过锯切下料或锻造下料。
(2)抛丸 去除表面氧化皮等杂质提高外观质量。
(3)第一次表面处理 对活塞的毛坯进行二硫化钼喷涂。传统工艺使用的是磷化-皂化工艺。而由于磷化-皂化处理工序繁多,处理时间长,磷化质量要求严格,同时,磷化废液对环境造成污染,因而我们在寻求新的润滑方式以取代磷化-皂化工艺。而二硫化钼具有高稳定性、低摩擦系数、高磨损寿命等优点,是较好的固体润滑剂。喷涂在工件表面,可形成强韧、耐热、耐重压的润滑保护膜,从而避免工件内孔拉毛以及凹模、凸模的磨损。
(4)锻造 在底部挤出一个球形空腔,才有可能通过挤压力低的透压法来制造直径小的深孔,而不至于折断细小的冲头,且冲头偏心的危险大大地减小了,提高了孔的同轴度。此工艺参考的是《挤压技术-金属精密件的经济制造工艺》中的透压法。
(5)抛丸 使工件的表面达到一定的粗糙度要求。
(6)第二次表面处理 对工件进行二硫化钼喷涂。
(7)锻造 形成异形腔以及锥面预成形,此时形成的锥面为15度的锥面,并非成品中的30度的锥面。
(8)抛丸 使工件的表面达到一定的粗糙度要求。
(9)淋挤压润滑油 此道工艺的表面处理用淋挤压润滑油的方法代替喷涂二硫化钼。由于二硫化钼是黑色的粉末,若在此处使用,工件表面会形成黑色的涂层,影响成形后的工件表面外观,后续难以去除,因而我们采用了淋冷挤压润滑油的方法。选取的冷挤压润滑剂应满足下列条件:1.耐压能力要达到200MPa以上。2.润滑剂要充分覆盖于金属挤压表面上。3.保持极低的摩擦系数。适用于引伸度大、变形率高、曲面复杂的工件加工生产,有效保证产品加工精度,提高工件表面质量,最大限度保护模具表面,延长模具的使用寿命。润滑剂形成的涂膜薄,单件润滑成本低,成本比磷化-皂化的成本节省30%~45% 。增加润滑效果,时间短且成本低。
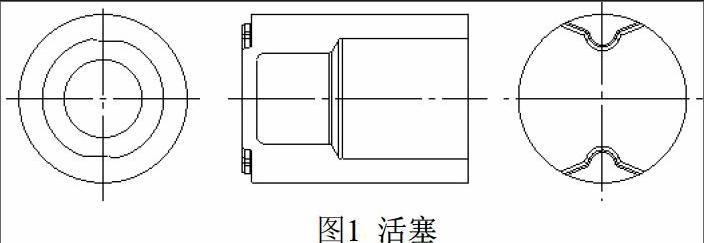
(10)锻造 锥面成形以及底部两侧出气槽成形,采用上打料的方式落料,模具结构如图3所示。
3、结论
经过改进后,制动活塞的加工工艺由冷挤压+切削加工改为单纯的冷挤压,且表面处理由传统的磷化-皂化改进为使用二硫化钼和淋冷挤压润滑油的方法,既延长了模具的使用寿命,降低了成本,还提高了产品的质量,提高了加工效率。
参考文献
[1]挤压技术:金属精密件的经济制造工艺/(德)朗格(Lange,K.) 等著;杜国辉,赵震译.------北京:机械工业出版社,2014.6.
[2]汽车典型锻件生产/中国锻压协会编著.----北京:国防工业出版社,2009.10.
[3]简明机械手册/(德)乌尔里希.菲舍尔等著;云忠,杨放琼译.---2版.---长沙:湖南科学技术出版社,2012.8.
[4]冲压模具简明设计手册/郝海滨编著.----2版.----北京:化学工业出版社,2009.3.
