探讨洗瓶剂对厌氧污泥的影响
2015-03-09潘春如
潘春如
(广州珠江啤酒股份有限公司 广东广州 510308)
随着啤酒行业年产量急剧上升,大量啤酒瓶回收清洗,在实际生产中,多种高效环保的啤酒洗瓶剂纷纷冒出市场,多数厂家采用弱碱性溶液配以调湿性能好的表面活性剂、有机洗涤助剂和杀菌剂,通过高速物理反应制成了新型洗瓶剂。很多洗瓶剂成本低、用量少、无毒害、无腐蚀、清洗后饮料瓶光泽度好、省时方便,用清水冲洗即可满足啤酒灌装工序的要求,得到广泛的应用。但是还是存在一些不足,这些洗瓶剂清洗后的残留废碱液进入生产污水系统后,由于此类碱液废水的COD高,碱性比较强,对污水厌氧系统的冲击性比较大,对于厌氧菌来说,这些碱液可能含有有毒物质,所以是否使用该类洗瓶剂,必须在实验室模拟实际生产系统进行探讨试验[1]。
1 材料和方法
1.1 配置污水样品浓度
某啤酒厂生产流程如图1。
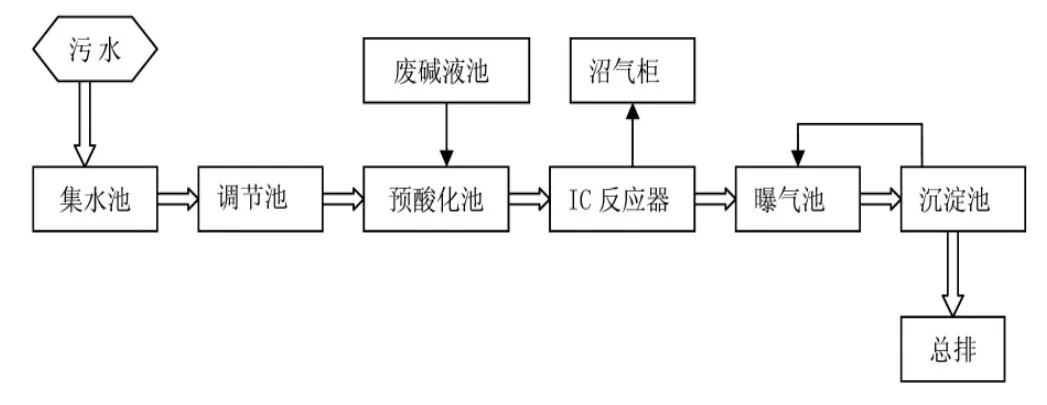
图1 某啤酒厂生产流程图
灌装生产车间的洗瓶机碱液集中收集,通过特定管道进入污水站的废碱液池,模拟生产系统,碱液的添加遵从少量多次添加的方式进入预酸化池,洗瓶剂在废碱液的浓度为0.2%~0.5%,废碱液最大日添加量是30次(2.54t/次),该厂每日污水日进水均值5894m3,污水中含洗瓶剂的最大浓度计算:(碱液浓度0.5%*2.54t/次*30次)/5894m3=0.00646420%,约0.006%。根据计算,实验室配置500mL污水水样,需要添加配置的样品浓度、温度和pH值如表1。

表1 样品浓度、温度和pH值
污水水样置于密封瓶中,接种厌氧颗粒污泥50mL,恒定温度在300C,并用碳酸氢钠溶液调节pH值至7.5。
1.2 厌氧生物降解试验分两个阶段进行
第一阶段为厌氧颗粒污泥驯化阶段。
第二阶段为废水厌氧可生化性降解试验阶段。
2 试验器材
水浴恒温振动器,厌氧反应器(自制密封瓶500mL),一次性使用输液器(带针),紫外分光光度计,pH计、100mL量筒,1000mL烧杯。
2.1 实验原材料
生产系统中进入IC反应器前的污水洗瓶剂。
2.2 试验步骤
2.2.1 利用水浴加热器调节需要的温度,模拟生产运行的300C。
2.2.2 洗瓶剂模拟生产实际运行情况,配置成待测水样,分别为一洁高效洗瓶剂和超然SP2,500mL密封瓶为反应容器,其中装有颗粒污泥和待测废水,置于恒温水浴摇床中。
2.2.3 另一倒置的密封瓶装有20%氢氧化钠溶液以有效吸收厌氧试验过程中所产气体中的硫化氢和二氧化碳,从而记录排出来的氢氧化钠体积即产甲烷体积。试验装置如图2[2]。

图2 试验装置图
2.2.4 以生产系统中的进入IC反应器的之前的污水做空白水样与试验样对比。
2.3 结果和分析如表2
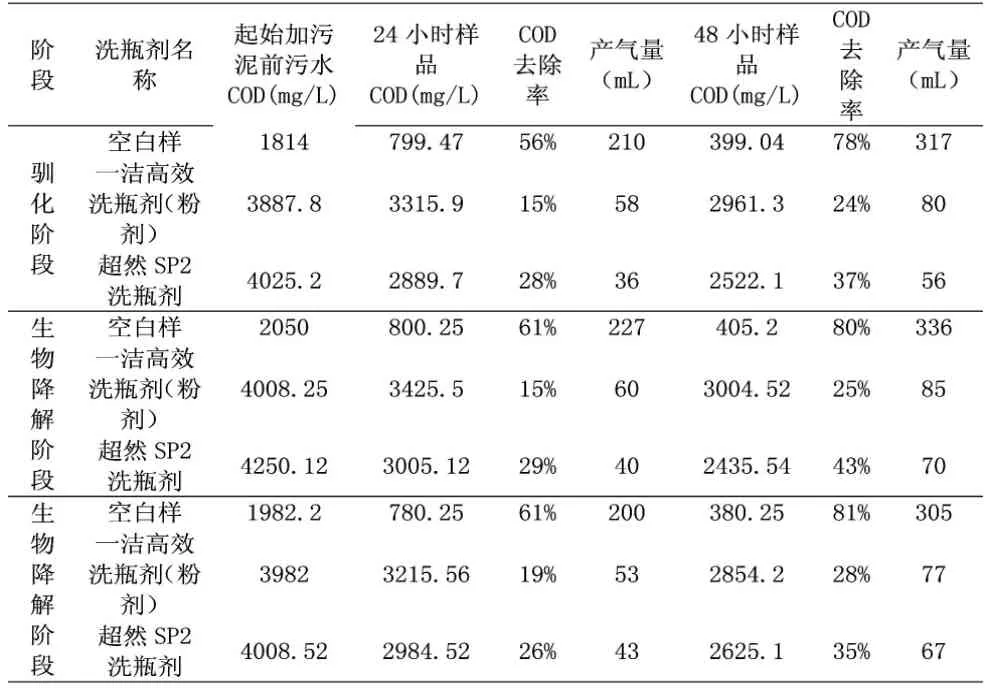
表2 实验结果和分析
从数据得出,厌氧颗粒污泥驯化阶段和废水厌氧可生化性降解试验阶段,没有添加洗瓶剂的污水水样,COD去除率高达80%左右,产气量在360mL,而一洁高效洗瓶剂,超然SP2个洗瓶剂COD去除率均在25%~45%之间,产气量50mL~100mL左右,说明两种洗瓶剂对厌氧污泥的活性有抑制现象,对厌氧系统有影响,不适合作为该啤酒厂的洗瓶剂。
3 结语
用新型洗瓶剂代替烧碱,对于使用回收瓶的啤酒厂来说势在必行。目前,我国洗瓶剂市场比较大,洗瓶剂产品质量不一,所含的化学成分各有不同,对于一个啤酒厂来说,节约成本之余,还要考虑环保因素,对于灌装厂洗涤剂的使用类型、用量及使用条件,必须综合各方面因素,污水处理达标也是一个必要条件之一。本文对新型洗瓶剂能否使用在实际生产中,提供了验证途径,也为同类型企业废水处理提供了有益的借鉴。
[1]王晨,蒋文强.啤酒厂三废处理及综合利用.化学工业出版社,2009,1,1.
[2]贺延龄.废水的厌氧生物处理.中国轻工业出版社,1998,1,1.
